操作者手册_YSM10_Ope_C.pdf - 第147页
2-67 2 7.3.2 确认宽幅多杆式送料器的送料状态 确认宽幅多杆式送料器的送料状态的方法有 2 种,1 种是通过软件画面 (“装置”画面 ) 的按钮进行确认的方法, 另 1 种是通过送料器机体的按钮进行确认的方法。 下面,从宽幅多杆式送料器已安装在送料器上的状态下开始介绍。 ■ 通过软件画面的按钮进行确认的方法 打开 [ 装置 ]-“送料器”画面,选择安装有宽幅多杆式送料器的位置上的送料器。按画面右侧的 [ 传送 ] 按钮,送料…
2-66
2
4
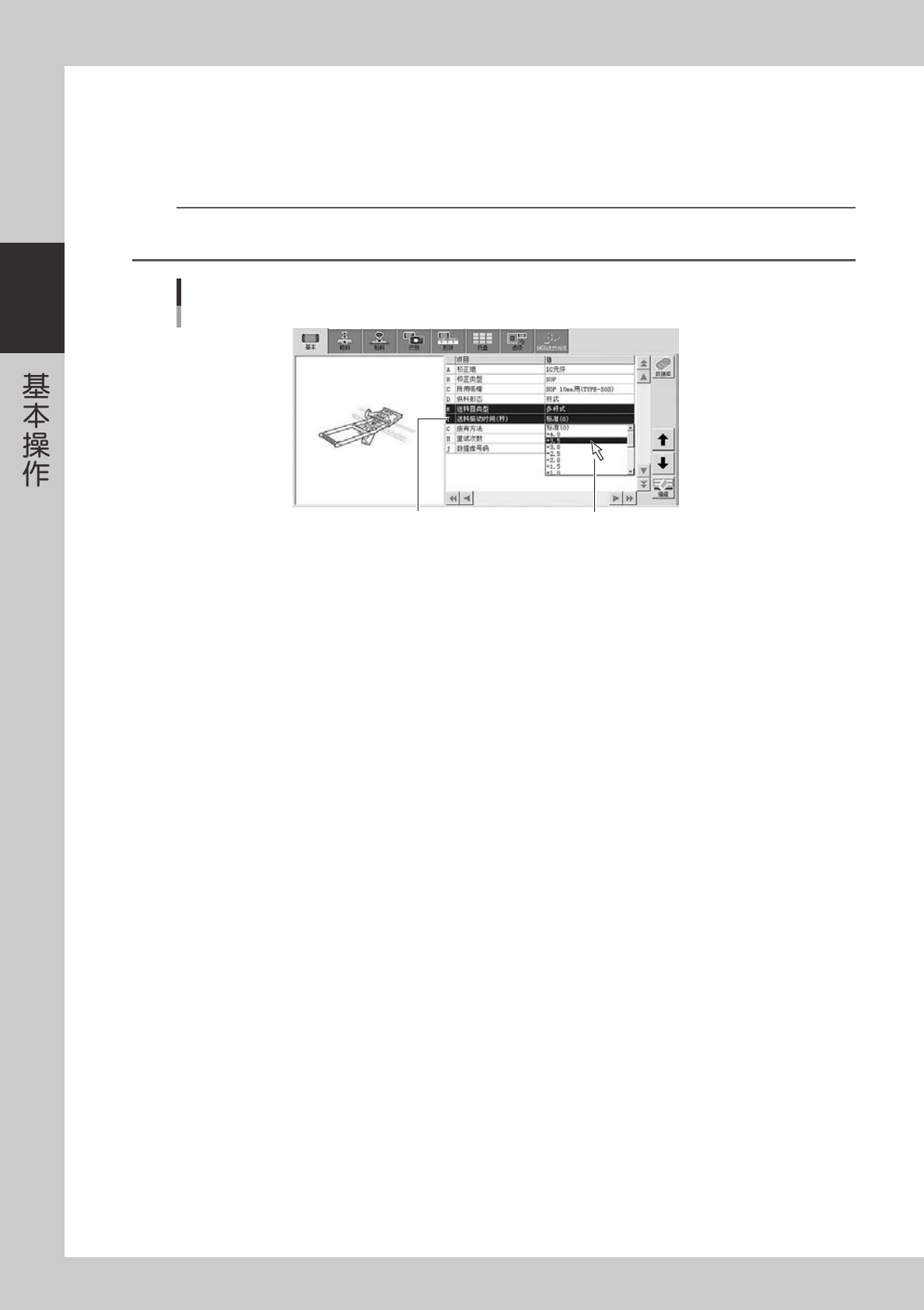
设置“送料振动时间”。
杆式送料器是通过使送料器机体振动将元件送到吸附位置的。本参数就是设置需要使送料器机体振动多长
时间才可以将元件送到吸附位置的参数。
默认设置为“标准 (0)”,即振动 2 秒钟。请根据元件的具体情况,在 +0.4 〜 -1.5 秒的范围内设置。
n
要点
送料振动时间可以在“+4.0 〜 -3.5”的范围内设置,但机器设置内的默认设置时间为 2 秒。若选择 -2.0 以上的值时,会被计算为
0 秒,则该值无效。此时自动采用“标准 (0)”,即 2 秒。
杆装元件
送料振动时间
送料振动时间
从下拉框中选择
26237-KMG-00
2-67
2
7.3.2 确认宽幅多杆式送料器的送料状态
确认宽幅多杆式送料器的送料状态的方法有 2 种,1 种是通过软件画面 (“装置”画面 ) 的按钮进行确认的方法,
另 1 种是通过送料器机体的按钮进行确认的方法。
下面,从宽幅多杆式送料器已安装在送料器上的状态下开始介绍。
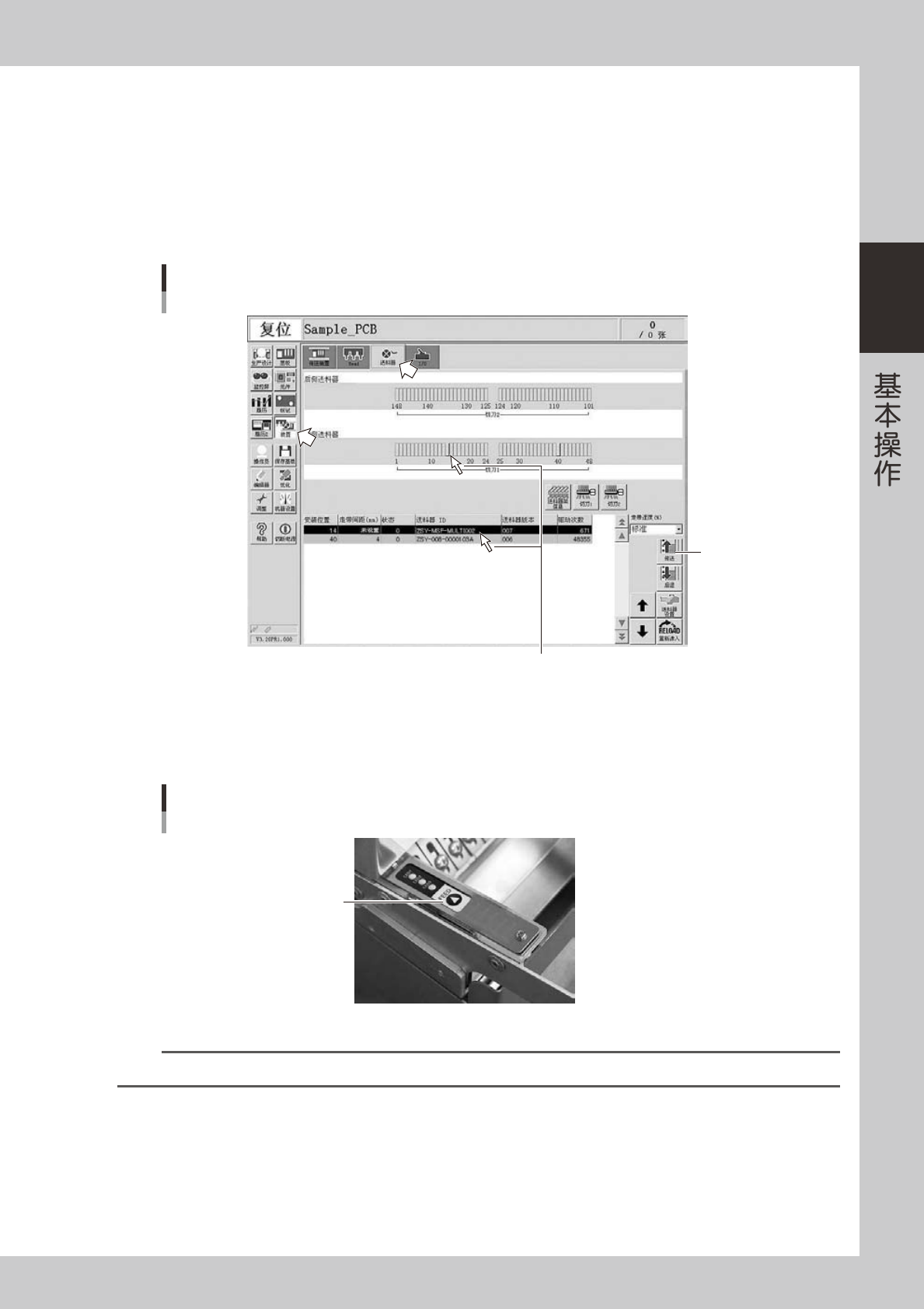
■ 通过软件画面的按钮进行确认的方法
打开 [ 装置 ]-“送料器”画面,选择安装有宽幅多杆式送料器的位置上的送料器。按画面右侧的 [ 传送 ] 按钮,送料器机体
会振动在“送料振动时间”参数中设定的时间来传送元件。请确认杆装元件是否被准确地传送到了吸附位置。
确认杆式送料器的送料状态
[装置] -“送料器”画面
[传送]按钮
选择宽幅多杆式送料器
26238-KMG-00
■ 通过送料器机体上的按钮进行确认的方法
按送料器机体上的 [FEED] 按钮,送料器机体会振动在“送料振动时间”参数中设定的时间来传送元件。请确认杆装元件是否
被准确地传送到了吸附位置。
确认杆式送料器的送料状态
杆式送料器机体
[FEED]按钮
25238-KMG-00
n
要点
确认宽幅多杆式送料器的送料状态,若元件未被准确传送到吸附位置时,需要修改“送料振动时间”参数的设定值。
