操作者手册_YSM10_Ope_C.pdf - 第128页
2-48 2 5 确认走带状态。 同时按送料器机体的 [FUNC] + [FEED] 按钮,确认料带是否按照指定的间距被准确地传送。 参考 在上料台或离线上料台安装的是 ZS 电动送料器时,若同时按 [FUNC] + [FEED] 按钮未必会按照设定的间距传送料带。 详细内容,请参照本章前述“4.1.1 带装元件的安装” 。 [FEED]按钮、[BACK]按钮、[FUNC]按钮 [FUNC]按钮 [BACK]按钮 [FEED]按钮 25…
2-47
2
■ 关于送料间距
送料间距 ( 即,走带间距 ),一般直接在基板程序中设置。除此之外,还可以在送料器中设置。
下面,介绍在送料器中设置走带间距的方法。
n
要点
在送料器中设置走带间距,需将 [ 机器设置 ] -“机器信息”-“选项设置”画面的“指定送料器的走带间距”参数设置为“在送料
器中设置”。“指定送料器的走带间距”的默认设置为“在基板程序中设置”。更改本设置需要有管理员权限。
在送料器中设置走带间距的方法,有直接在上料台或离线上料台设置走带间距的方法,与在“装置”画面设置走
带间距的方法 2 种。
■ 在上料台或离线上料台设置走带间距的方法
下面,介绍在上料台或离线上料台设置走带间距的方法。
1
确认带装元件的送料间距。
在设置之前先确认带装元件的送料间距。
2
将送料器安装在上料台或离线上料台。
将送料器安装在上料台或离线上料台的最左侧的安装位置。
3
确认送料器的走带间距。
从显示窗中确认送料器的当前间距。
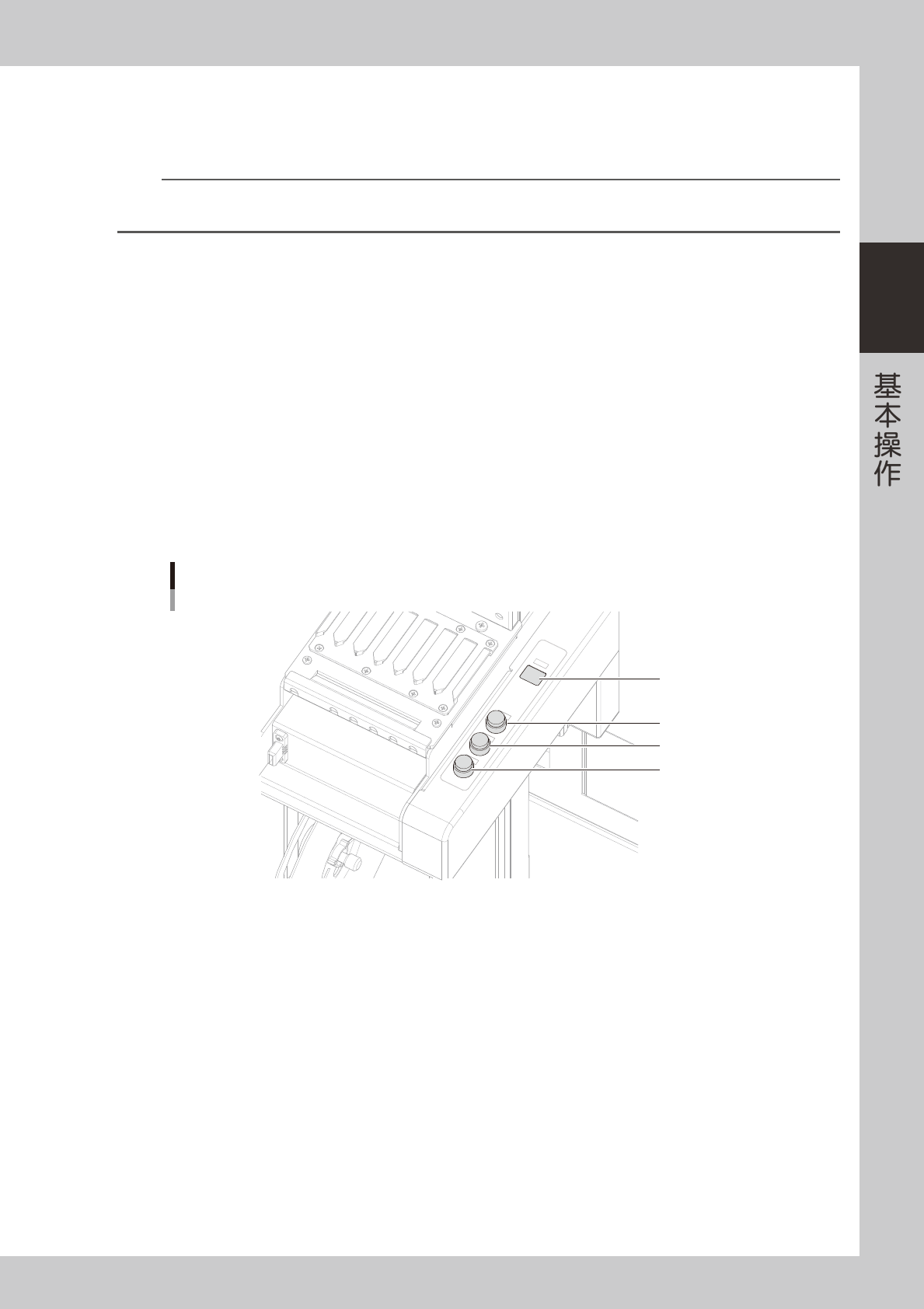
确认与设置走带间距
以上料台为例
显示窗
[UP]按钮
[DOWN]按钮
[SET]按钮
25217-KMG-00
4
设置走带间距。
按 [UP] 或 [DOWN] 按钮,设置适合所安装的元件用的间距之后,按 [SET] 按钮确定。
2-48
2
5
确认走带状态。
同时按送料器机体的 [FUNC] + [FEED] 按钮,确认料带是否按照指定的间距被准确地传送。
参考
在上料台或离线上料台安装的是 ZS 电动送料器时,若同时按 [FUNC] + [FEED] 按钮未必会按照设定的间距传送料带。
详细内容,请参照本章前述“4.1.1 带装元件的安装”。
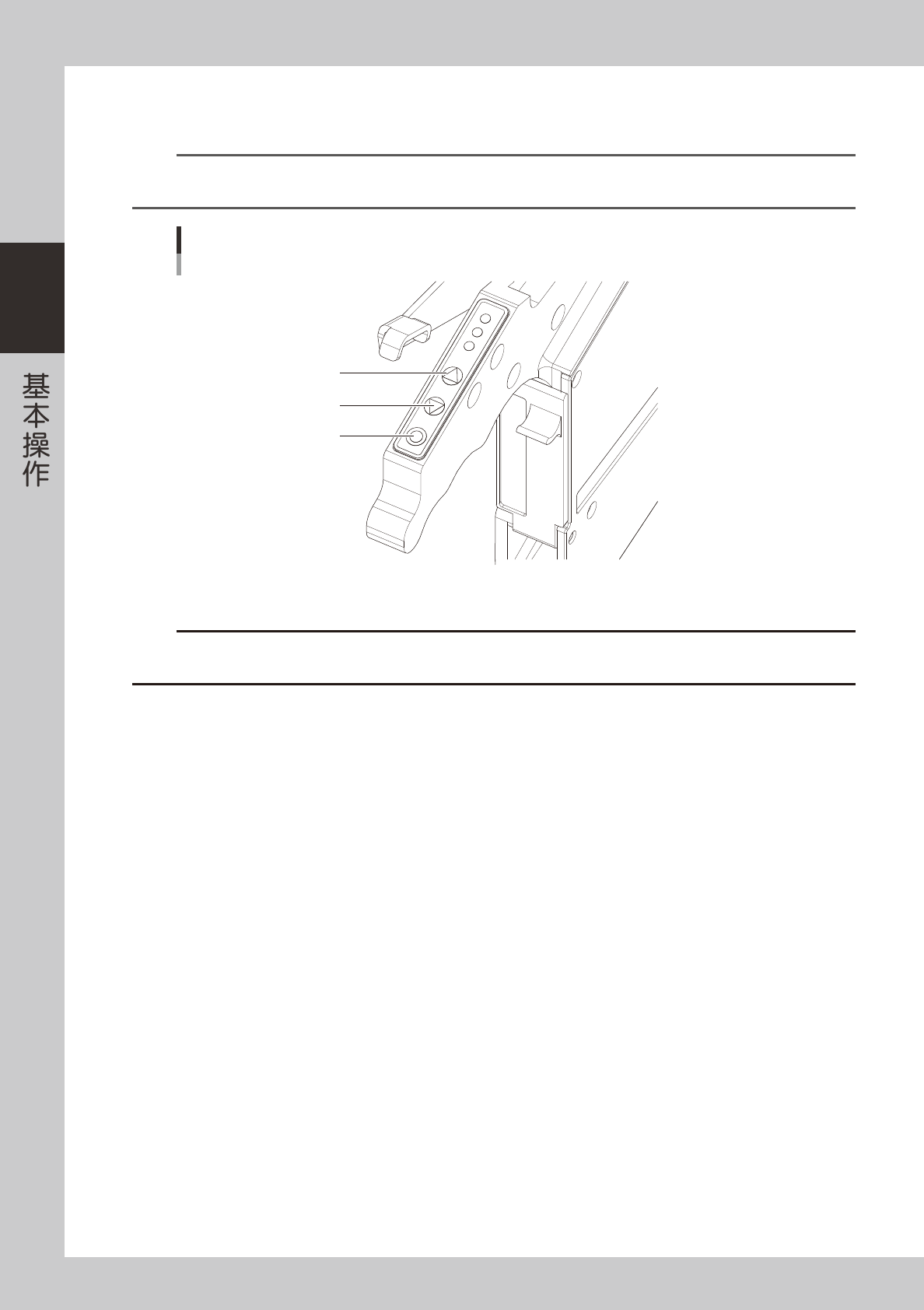
[FEED]按钮、[BACK]按钮、[FUNC]按钮
[FUNC]按钮
[BACK]按钮
[FEED]按钮
25218-KMG-00
c
注意
使元件对准待机位置时,请务必按 2 次 [BACK] 按钮先退回元件之后,再按 [FEED] 按钮使元件对准待机位置。若只按 [BACK] 按钮
或只按 1 次 [BACK] 按钮来对准待机位置,最先被吸附的元件可能会发生吸附位置偏移。
2-49
2
■ 在“装置”画面设置走带间距的方法
下面,介绍在“装置”画面设置走带间距的方法。要使用该方法,需将 [ 机器设置 ]-“机器信息”-“选项设置”画面的
“指定送料器的走带间距”参数设置为“在送料器中设置”。
1
确认带装元件的送料间距。
在设置之前先确认带装元件的送料间距。
2
将送料器安装在贴片机的送料器架上。
1. 按“生产设计”画面的 [ 选择基板 ] 按钮,读入基板程序。
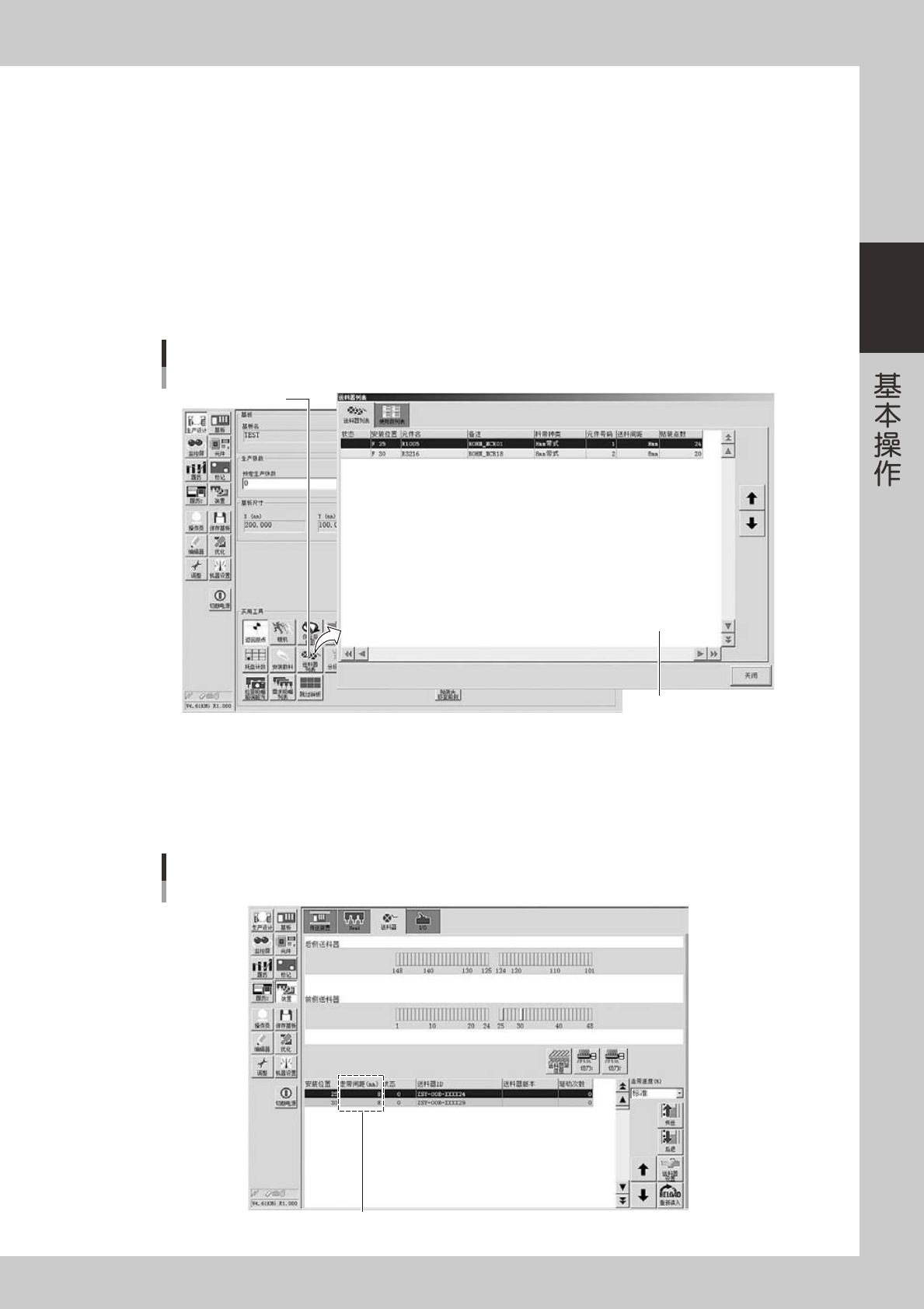
2. 按“生产设计”画面的 [ 送料器列表 ] 按钮,打开“送料器列表”画面。
3. 根据送料列表安装送料器。
安装送料器
送料器列表
[送料器列表]按钮
送料器列表画面
26227-KMG-00
3
打开 [ 装置 ]-“送料器”画面。
4
确认对象送料器的走带间距。
在送料器画面的送料器列表中确认当前的走带间距。
确认间距
[装置] -“送料器”画面
走带间距
26228-KMG-00