AVK3维修手册.pdf - 第146页
AVK3 维修手册 6.2 检查和润滑 D77MCC-80-020-C0 6.2-25 6.2.15 编带切刀 装置编号: 1087118000 检查 周期 编号 项目 工作 描述 a. 滑块 b. 辊子从动件 确保这些装置移动平稳。 每天 d. 元件检测传感器 清除油或灰尘。 每周 c. 各支承销 确保该单元平稳移动 加油润滑 周期 编号 项目 工作 加油量 描述 每隔一 周 1. 导杆和滑块的滑动表 面(左 / 右) 每个 …
AVK3
维修手册
6.2检查和润滑
D77MCC-80-020-C0
6.2-24
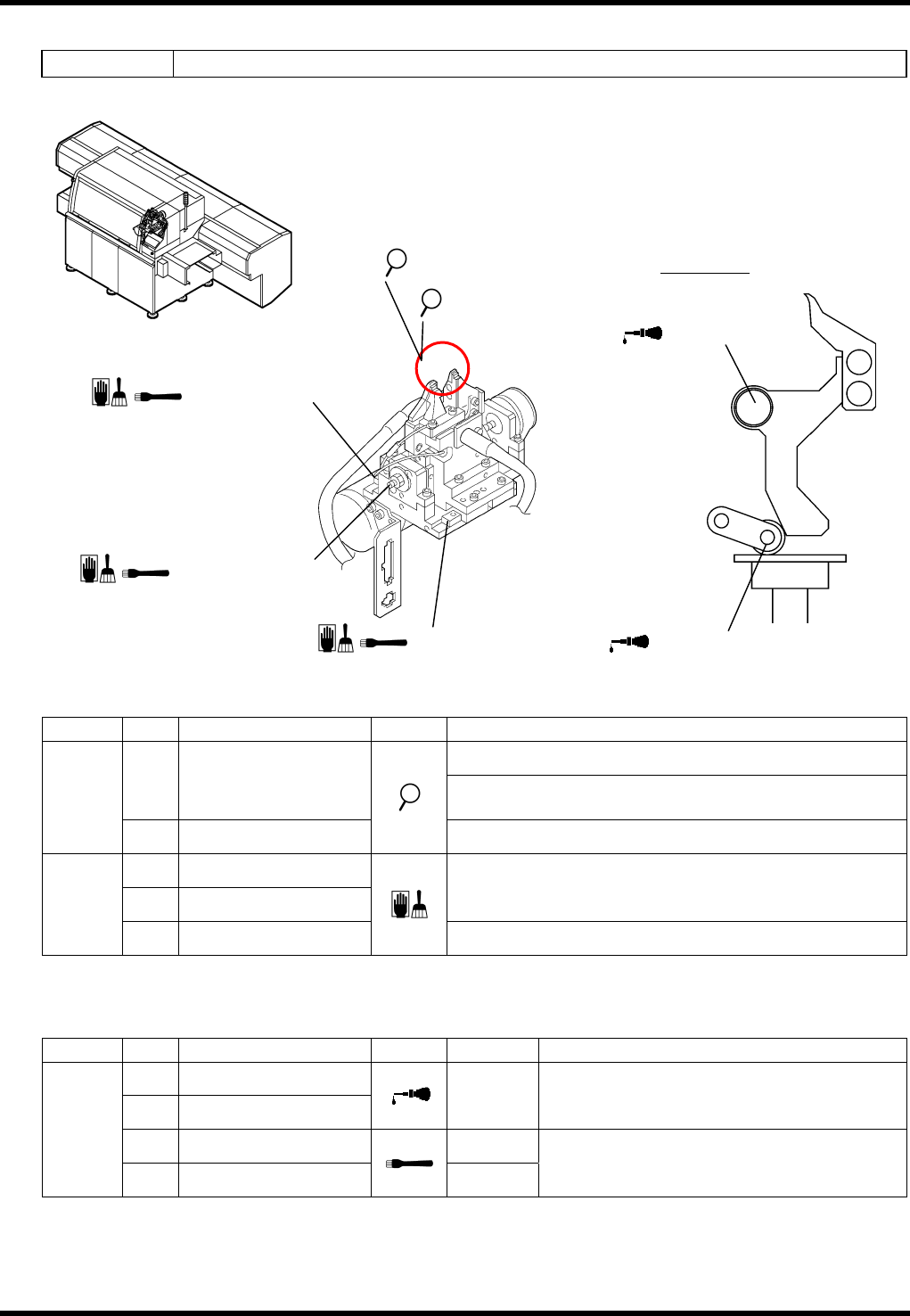
6.2.14 上砧座
装置编号:
1087121000
检查
周期 编号 项目 工作 描述
确保切刀和折弯器刀片的刃口不磨损或损坏。
a.
切刀&折弯器
确保切刀和折弯器移动平稳,无异常噪声。
每天
b.
折弯器基座
确保折弯器基座刀片的刃口不磨损或损坏。
c.
滚珠丝杠
d.
LM 导杆
清除异物或灰尘。
每周
e.
废料吸入口
清除废料。
加油润滑
周期 编号 项目 工作 加油量 描述
1.
控制杆支承
2.
辊子(2 处)
1 至 2 滴 位置:支承部位。
3.
LM 导杆(2 处)
0.1cm
3
每隔一
周
4.
滚珠丝杠
0.5cm
3
位置:滑动表面。
(清除所有异物后)
2.辊子
a.切刀&折弯器
d/3LM 导杆
b.折弯器基座
1.控制杆支承
c/4.滚珠丝杠
d/3.LM 导杆
控制杆详图
AVK3
维修手册
6.2检查和润滑
D77MCC-80-020-C0
6.2-25
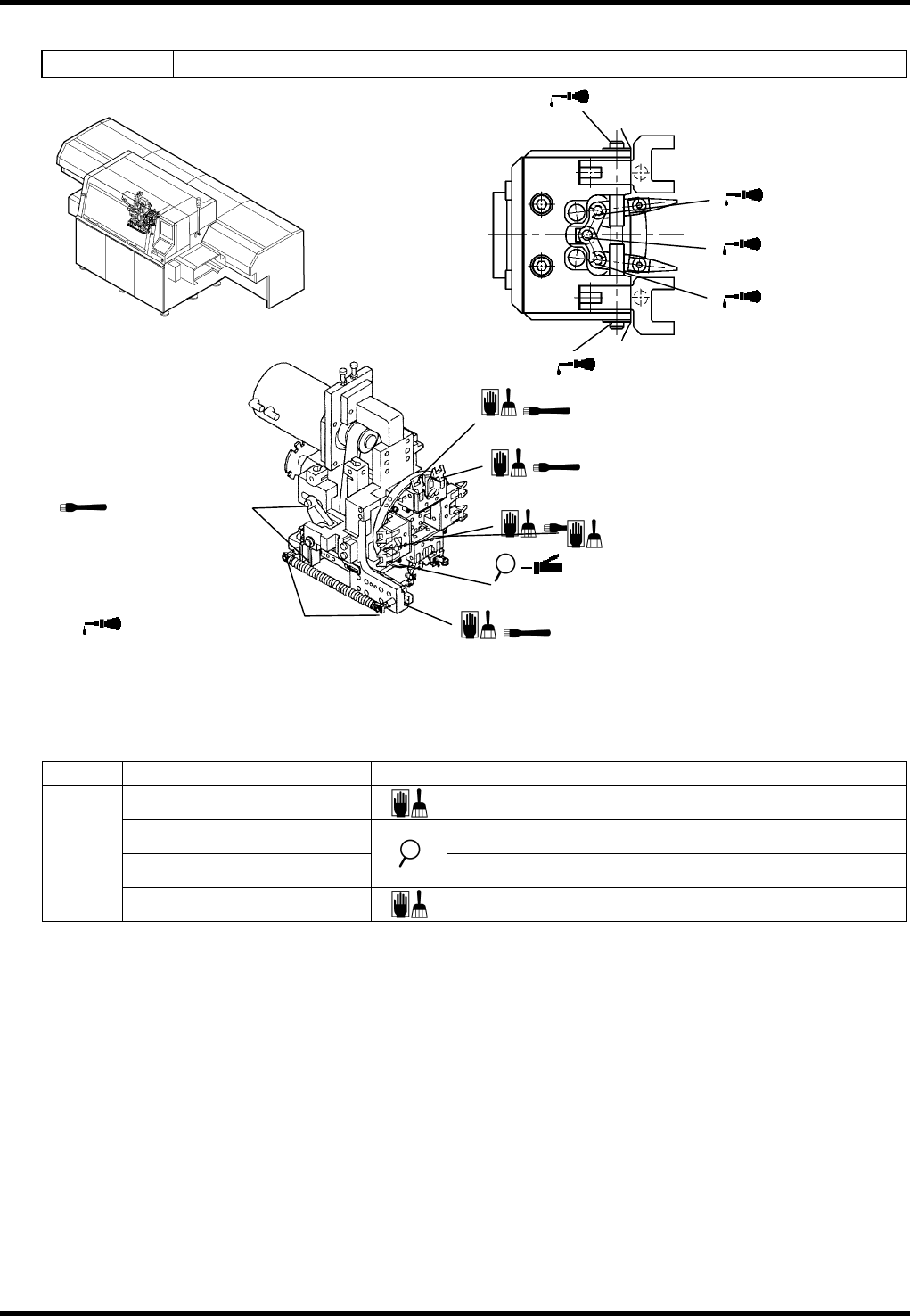
6.2.15 编带切刀
装置编号:
1087118000
检查
周期 编号 项目 工作 描述
a.
滑块
b.
辊子从动件
确保这些装置移动平稳。
每天
d.
元件检测传感器 清除油或灰尘。
每周
c.
各支承销
确保该单元平稳移动
加油润滑
周期 编号 项目 工作 加油量 描述
每隔一
周
1.
导杆和滑块的滑动表
面(左/右)
每个
0.3cm
3
用装配有 P-型附件的加油枪(从后面的 Z 轴
侧)通过加油孔(×4)注入润滑脂。
2.
轴衬支承销
每个
0.3cm
3
位置:润滑脂喷嘴。
3.
辊子从动件
每个
0.5cm
3
位置:辊子表面。
4.
辊子从动件的滑动表
面
0.5cm
3
每周
5.
导杆和辊子从动件的
滑动表面(顶部/底部)
每个
0.3cm
3
4. 辊子从动件的滑动表面
b/3.辊子从动件
5. 导杆和辊子从动件的滑动表
面(顶部/底部)
c/2.衬套支承销
1.导杆和滑块的滑动表面(左/右)
d. 元件检测传感器
AVK3
维修手册
6.2检查和润滑
D77MCC-80-020-C0
6.2-26
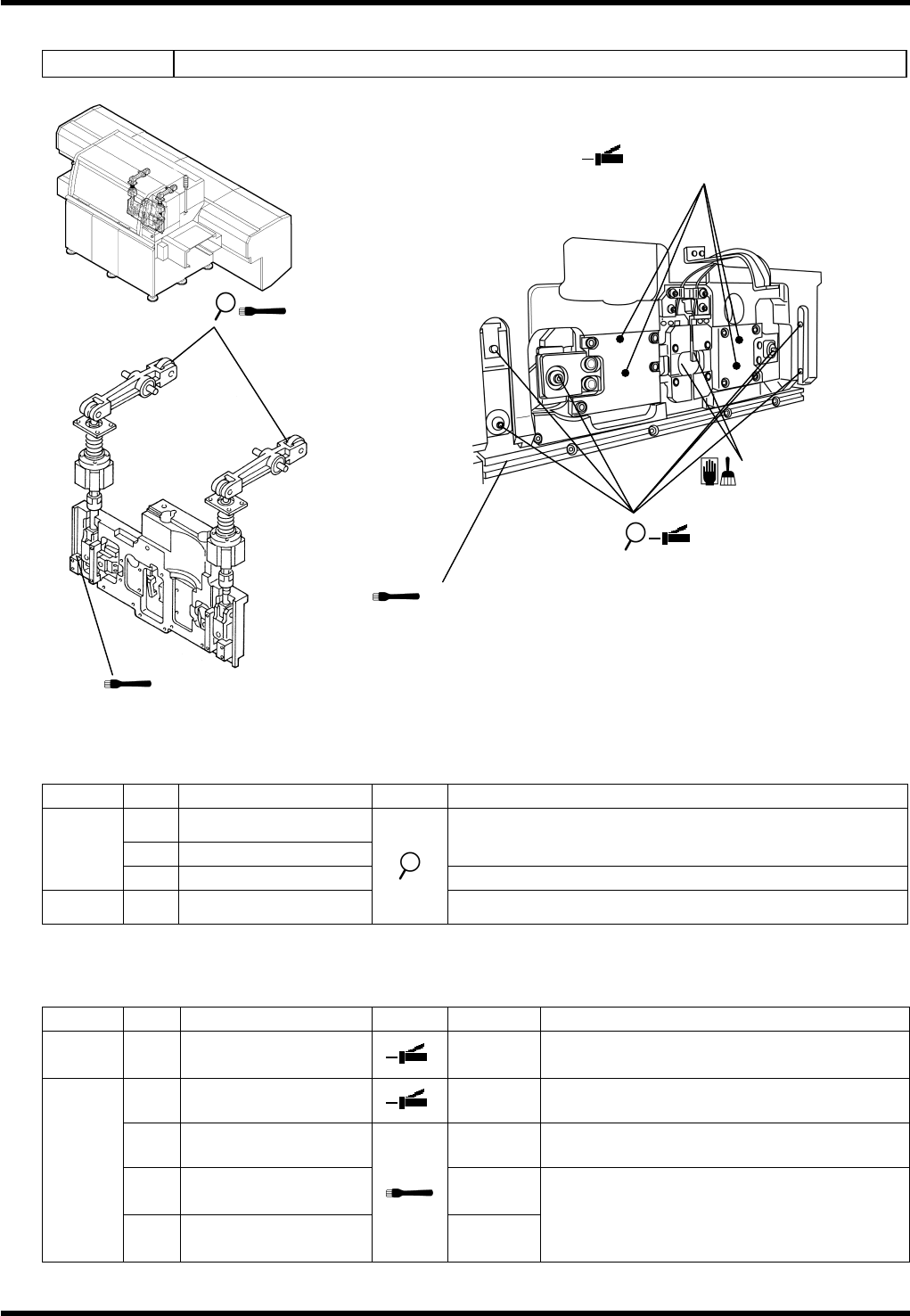
6.2.16 传送夹
装置编号:
1087111000
检查
周期 编号 项目 工作 描述
a.
LM 导杆
清除异物或灰尘。
b.
凹槽凸轮 确保凹槽凸轮滑动平稳,并且在结合处无噪声。
c.
凸轮从动件
确保凸轮从动件转动平稳。
每天
d.
活塞和夹头
清除异物或灰尘。
a/4. 传送夹前后滑动的 LM 导杆
b/5.凹槽凸轮的滑动表面
a/1. 用于 90°旋转夹 LM导
杆
a/2.插入单元传送用 LM 导杆
a/3. 传送夹上下滑动的 LM 导杆
10.弹簧支承销
9.凸轮从动件的滑
动零件
d. 活塞和夹头
8.销和夹头的滑动表面
7.控制杆支承
7.控制杆支承
6.控制杆支承
8. 销和夹头的滑动表面