JX-100_程序员、管理员.pdf - 第217页
第 2 章 制作生产程序 5) 关于执行检查时的各项动作 ① 检查后退回元件 检查后的元件有两种处理: 将元件放回原位置、 或废弃。 其处理方式, 取决于包装方式, 详见下表。废弃位置,按元件数据中设置的 [ 元件废弃 ] 位置废弃。 将1 mm 以下的元件设置为放回原来位置时,可能发生元件站立、元件翻转,其处理方法 请从对话框的询问中选择。 表 2-5-4-3-2 放回元件/废弃条件 包装方式 条件1 条件 2 退回 废弃 带状 32…
第 2 章 制作生产程序
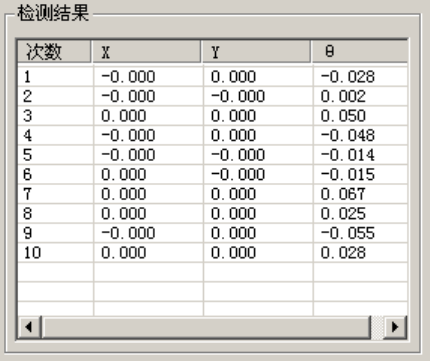
③ 检测结果
显示确认速度时的测量结果数值,XYΘ的偏差量。
显示吸取上升时、吸取是否成功的检查结果。
④ 确定([F8] 键)
按下确定([F8] 键)使检查结果成为有效值、并存入元件数据中。然后返回原来的确认速
度画面。
(更新后的内容为检查内容显示的轴的速度。)
⑤ 取消([ESC] 键)
放弃检查结果,并返回确认速度原画面。
2-160
第 2 章 制作生产程序
5)关于执行检查时的各项动作
① 检查后退回元件
检查后的元件有两种处理:将元件放回原位置、或废弃。其处理方式,取决于包装方式,
详见下表。废弃位置,按元件数据中设置的[元件废弃]位置废弃。
将1mm 以下的元件设置为放回原来位置时,可能发生元件站立、元件翻转,其处理方法
请从对话框的询问中选择。
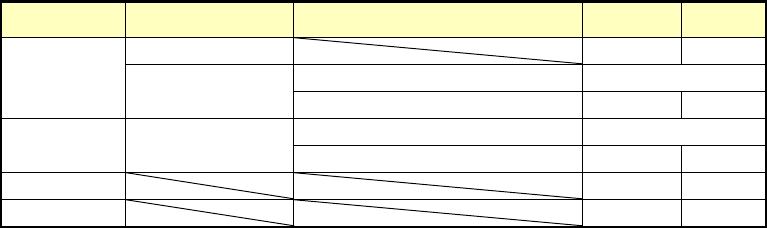
表 2-5-4-3-2 放回元件/废弃条件
包装方式
条件1
条件 2
退回
废弃
带状 32mm 粘接送料器
- ○
32mm 粘接送料器
以外
外形尺寸短边 1mm 以下 询问
*1
外形尺寸短边 1mm 以上 ○ ○
散装 外形尺寸短边 1mm 以下 询问
*1
外形尺寸短边 1mm 以上 ○ ○
托架 ○ ○
管状 - ○
*1
显示对话框,选择是将元件退回、还是废弃。
② 选择吸取送料装置
同一元件有多个供应装置(吸取数据)时,默认值为从最先输入的数据开始吸取元件。
也可根据需要、变更供应装置。
③ 手动吸取
没有吸取数据时,可手动将元件装上吸嘴。但此时,不能输入吸取坐标,也不能操作送
料器。
2-161
第 2 章 制作生产程序
2-5-4-4 确认
此功能用于确认生产程序编辑内容。
注意
为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。
(1) 标记类:BOC
识别BOC标记,并将识别坐标的实测值储存入主机中。该实测值将在贴片数据示教时的坐标修
正中得到反映。
从菜单栏中选择“机器操作”/“确认”/“标记系统”/“BOC”,则可显示确认画面。
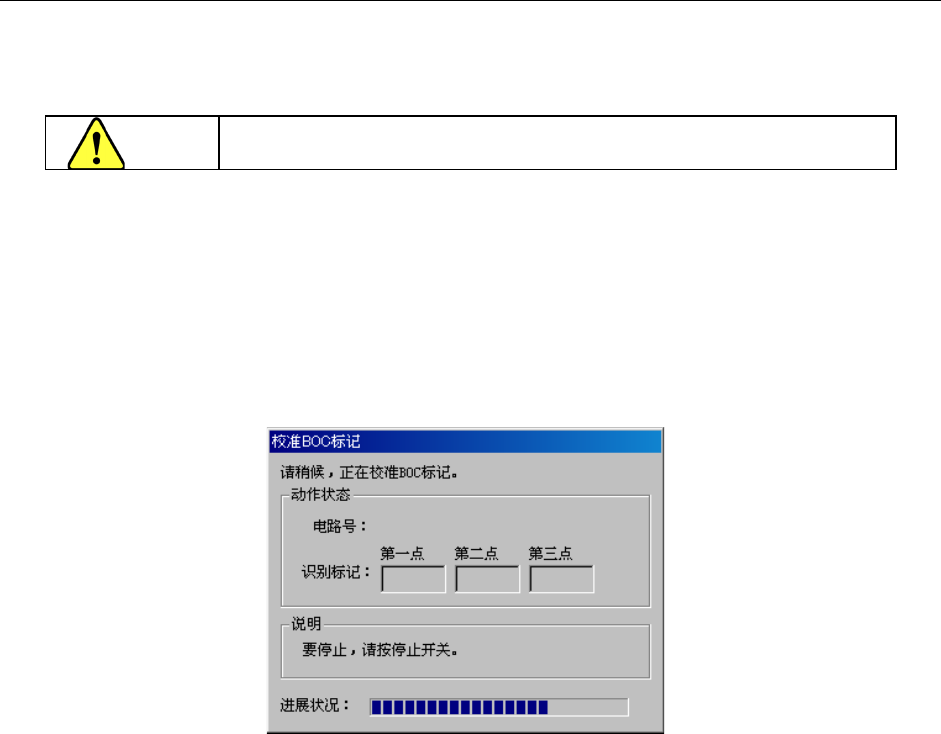
在执行过程中,会显示如下的画面。
图 2-5-4-4-1 正在进行 BOC 标记校准
在进行BOC校准过程中,当因某种原因想取消操作时,可按下<停止>开关来停止操作。
2-162