P-too操作手册(1).pdf - 第222页
4-50 4 5. 多轨支持 以下,介绍支持双轨机器时的添加功能。 5.1 基板列表窗口 基板列表窗口添加显示「轨道 1 的基板张数」 、 「轨道 2 的基板张数」 、 「执行最优化的轨道」 。非合并基板的「执行 最优化的轨道」栏为有效状态,可以设置按哪条轨道用执行最优化。 基板列表窗口 66477-S0-00 5.2 「分割元件」 、 「合并元件」对话框 添加显示「轨道 1 的使用数」 、 「轨道 2 的使用数」 。 「分割…
4-49
4
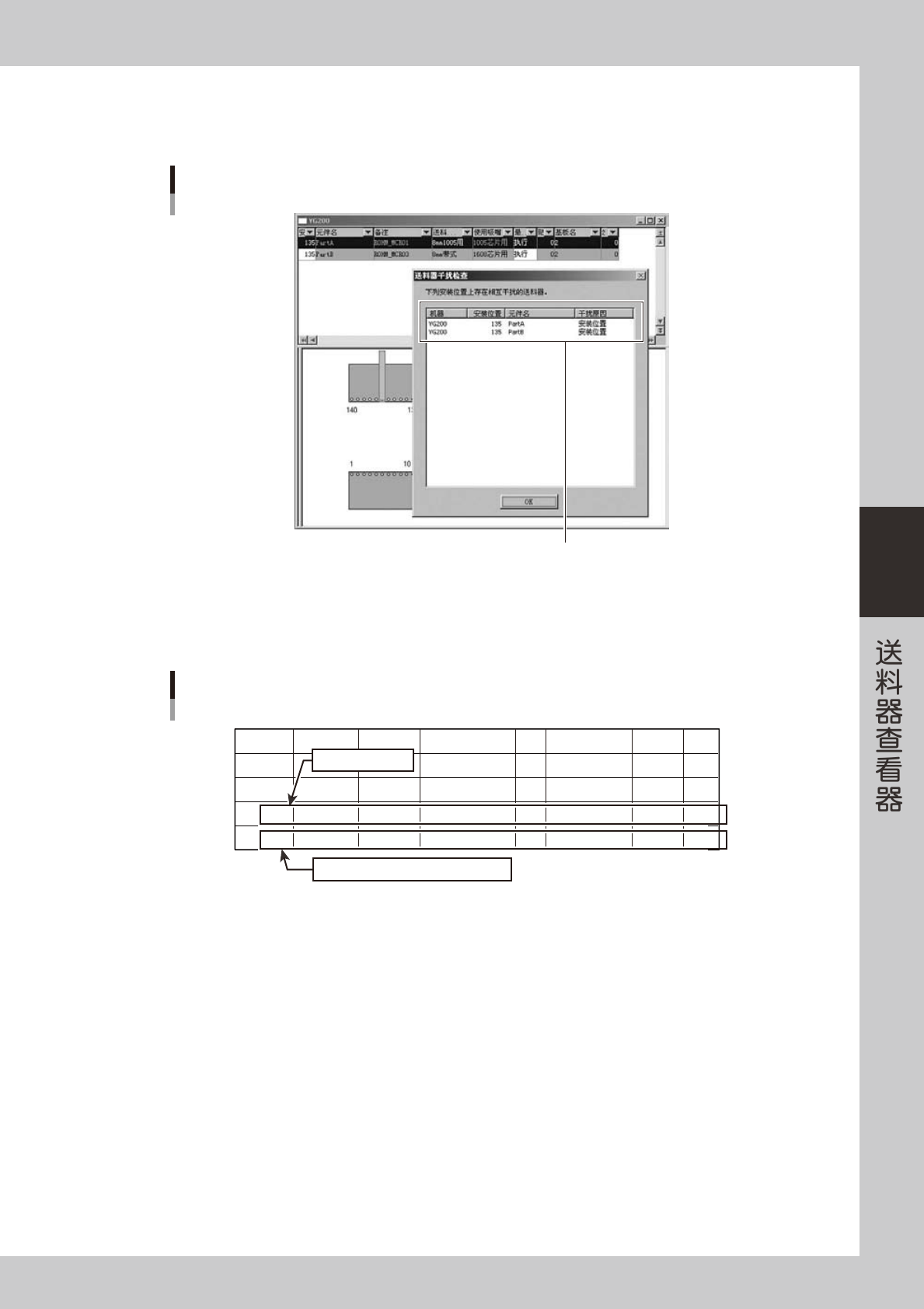
4.3.6 干扰检查 ( 仅限显示送料器安装位置图时 )
贴装数为 0 的元件也可以和贴装数为 1 以上的元件一样执行干扰检查。
干扰检查
贴装数为0的元件因安装位置相同而发生干扰
66475-S0-00
4.3.7 输出送料器位置设置列表
贴装数为 0 的元件,也可以作为贴装数为 0 输出。没有设置送料器安装位置的元件则将安装位置号码作为 0 输出。
YG200_3
备注 送料器位置设置 A1B3_0
0
0
总数
0
0
No
[1]
[2]
送料器类型
8mm带式
8mm带式
元件名
partsA
partsB
安装号码
129
0
张数
组
1
1
送料器位置设置列表的输出
贴装数为0的没有设置安装位置的元件
贴装数为0的元件
66476-S0-00
4-50
4
5.多轨支持
以下,介绍支持双轨机器时的添加功能。
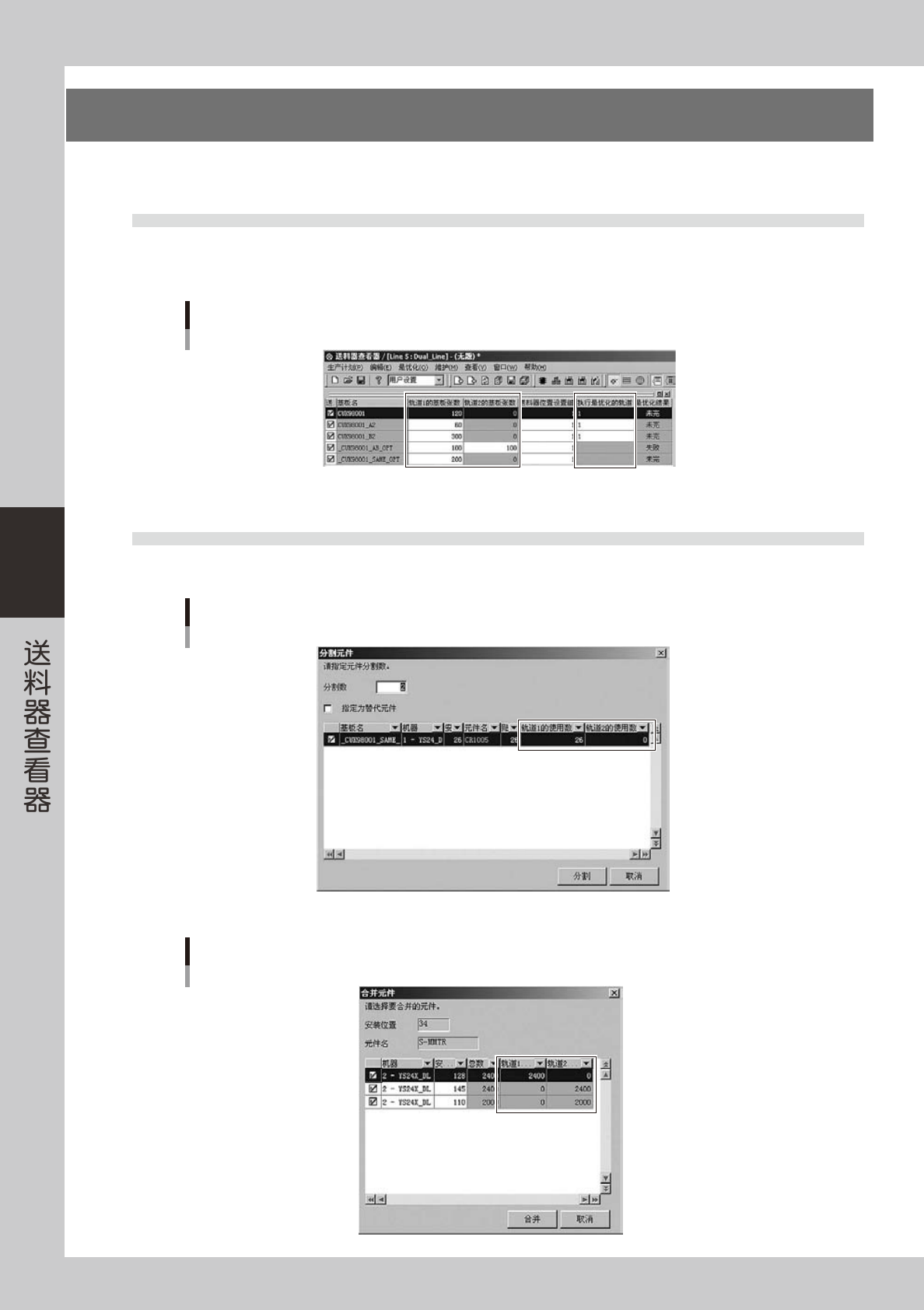
5.1 基板列表窗口
基板列表窗口添加显示「轨道 1 的基板张数」、「轨道 2 的基板张数」、「执行最优化的轨道」。非合并基板的「执行
最优化的轨道」栏为有效状态,可以设置按哪条轨道用执行最优化。
基板列表窗口
66477-S0-00
5.2 「分割元件」、「合并元件」对话框
添加显示「轨道 1 的使用数」、「轨道 2 的使用数」。
「分割元件」对话框
66478-S0-00
「合并元件」对话框
66479-S0-00
4-51
4
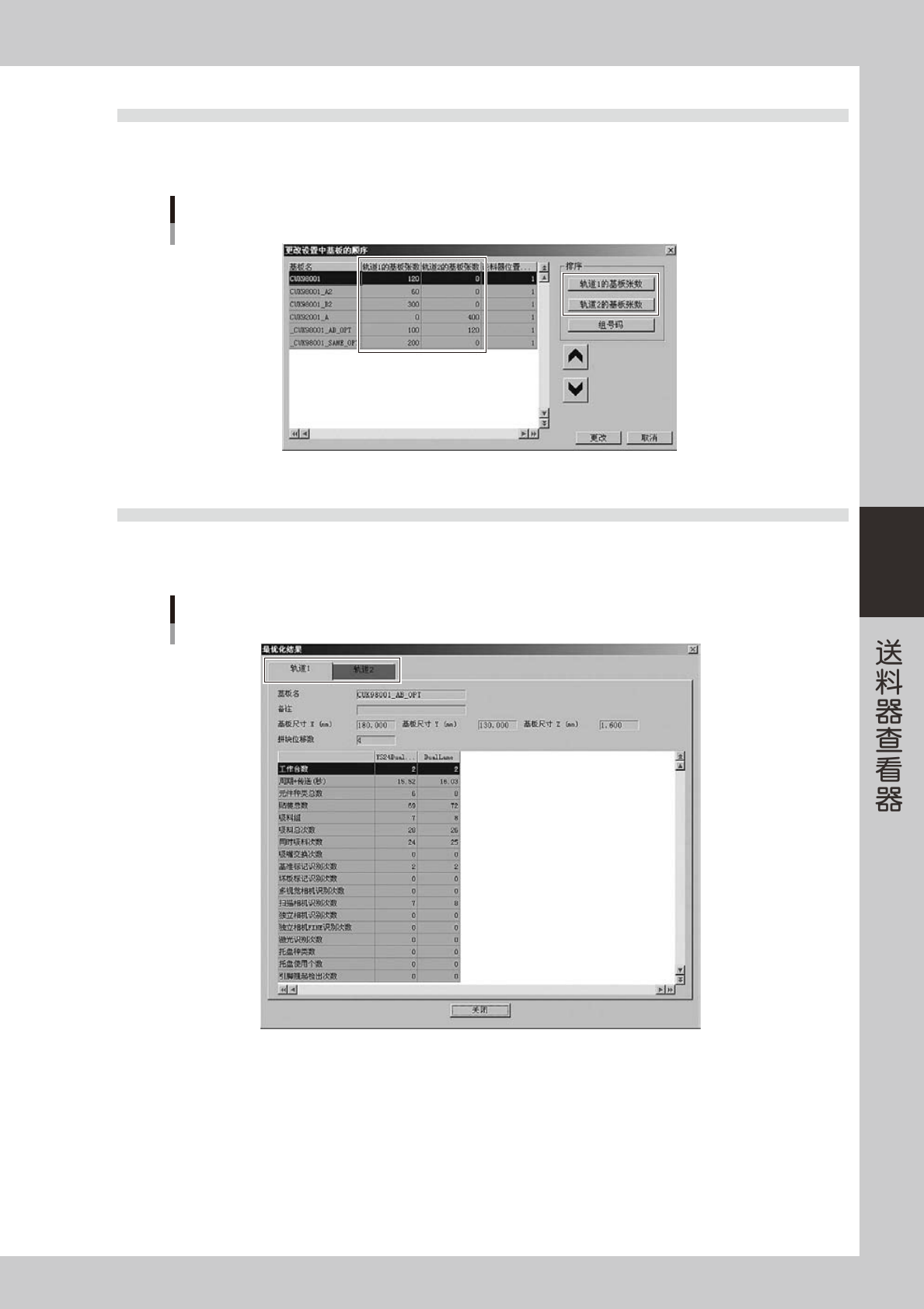
5.3 「更改设置中基板的顺序」对话框
从「生产计划 (P)」菜单的「更改送料器位置设置基板的顺序 (P)」打开的「更改设置中基板的顺序」对话框中,
分别显示「轨道 1 的基板张数」、「轨道 2 的基板张数」。排序功能也可以按轨道 1/ 或轨道 2 的基板张数执行。
「更改设置中基板的顺序」对话框
66480-S0-00
5.4 「最优化结果」对话框
从「最优化 (O)」-「显示最优化结果 (R)」打开的「最优化结果」对话框中,分别显示「轨道 1」、「轨道 2」的最
优化结果。
「最优化结果」对话框