00195681-02_OM_XPS_DE.pdf - 第70页
5 Konfiguration SIPLACE X-Serie XPS-T y p I/II und XPL 5.26 Positionen des Shuttles einstellen Bedienungsanleitung 62 5.26 Positionen des Shuttles einstellen Die Einheit der einzug ebenden Positionswer te ist [0,1 mm]. D…
61
SIPLACE X-Serie XPS-Typ I/II und XPL 5 Konfiguration
Bedienungsanleitung 5.25 Offset Shuttle
5.24.4 Festanschlag 2.3
Hier wird für den Auslauf 2.3 festgelegt, wie das nachstehende XPS die Position einer dritten
Spur, zum Anfahren mit dem Shuttleband, berechnen soll. Da das XPL immer symmetrisch in die
Bestückautomaten eingebaut ist und dessen Breite symmetrisch zur Mitte verstellt wird, gilt hier
standardmäßig die Einstellung „zentrisch“.
Bei einer dritten Spur mit einer festen und einer losen Wange zur Breiteneinstellung ist die Ein-
stellung „innen“ zu wählen.
Abb. 5 - 30 Festanschlag 2.3
5.25 Offset Shuttle
Der Offset dient zur Korrektur der Positionswerte (siehe Kapitel 3.3 und 5.26), wenn z. B. das XPL
aus der Linie genommen und wieder reingestellt oder die Linie, nach einem Umzug, neu aufge-
stellt wird. Es ist davon auszugehen, dass die Positionen der Spuren sich untereinander nicht ver-
ändern. Mit dem Offset wird dann die Abweichung der Maschinen zueinander korrigiert. Der
Offsetwert addiert sich zu allen Positionswerten für die Ein- und Ausläufe hinzu.
Die Einheit des Wertes ist [0,1 mm] in einem Einstellbereich von 0 mm bis 200 mm. Eine Einstel-
lung von beispielsweise 1000 entspricht einem Maß von 100 mm. Der Defaultwert ist 10 mm.
Abb. 5 - 31 Offset Shuttle
Festanschlag 2.3
zentrisch
Vorhanden in
XPS Typ I / II
Offset Shuttle
100
5 Konfiguration SIPLACE X-Serie XPS-Typ I/II und XPL
5.26 Positionen des Shuttles einstellen Bedienungsanleitung
62
5.26 Positionen des Shuttles einstellen
Die Einheit der einzugebenden Positionswerte ist [0,1 mm]. Das heißt, die Eingabe des Wertes
1000 entspricht einem Maß von 100
mm.
Stellen Sie sicher, dass die Transportbreiten aller Bandsegmente auf das gleiche Leiterplatten-
maß eingestellt sind.
HINWEIS
So lange Sie den Wert verändern und mit der MANUAL-Taste die Position anfahren geschieht
dies ohne eine vorherige Referenzfahrt. Wird der Wert nicht verändert und die MANUAL-Taste
betätigt, wird vor dem Anfahren der eingestellten Position eine Referenzfahrt durchgeführt. Dies
ist zur Kontrolle der Eingabe nach vielen Änderungen des Parameters empfehlenswert.
5.26.1 Menüs aufrufen / Einstellungen vornehmen
Um zum entsprechenden Menü zur Einstellung der verschiedenen Shuttlepositionen zu gelan-
gen, bewegen Sie sich mit der ENTER-Taste durch das Konfigurationsmenü. Stellen Sie dann
den, in nachfolgender Tabelle angegebenen, Defaultwert ein.
Betätigen Sie nun die MANUAL-Taste, das Shuttle fährt jetzt an die eingestellte Position. Über-
prüfen Sie die Position des Shuttlebandes zu der entsprechenden Spur. Wiederholen Sie den
Vorgang so lange, bis die Position übereinstimmen und eine LP reibungslos übergeben werden
kann. Dazu schieben Sie von Hand eine LP vom Band der vorstehenden Maschine auf das Shutt
-
leband.
Ist die richtige Position gefunden, übernehmen Sie den Wert mit der ENTER-Taste. Sie gelangen
dann in das nächste Menü.
Vorhanden in
XPS Typ I / II
63
SIPLACE X-Serie XPS-Typ I/II und XPL 5 Konfiguration
Bedienungsanleitung 5.26 Positionen des Shuttles einstellen
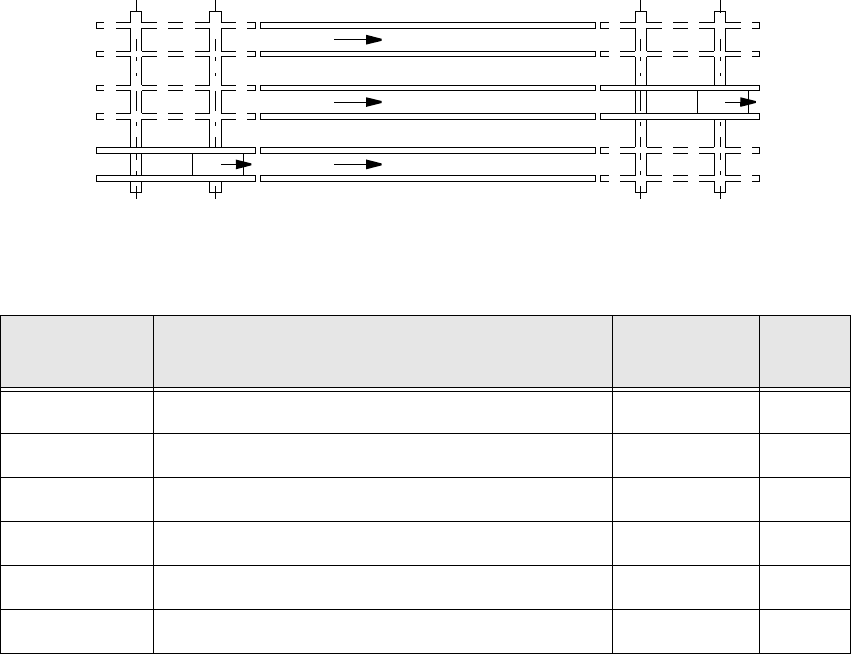
5.26.2 Einstellungstabelle
Abb. 5 - 32 Darstellung mit einem Bestückautomaten, SIPLACE-X-Series Productivity Shuttle und Lane
Menü Position von … zu einstellen
Relevant für
Prod. Shuttle
Default
-wert
Pos. Einlauf 1 Shuttleband zur Spur 1 der vorangestellten Maschine. Typ I, II 300
Pos. Einlauf 2 Shuttleband zur Spur 2 der vorangestellten Maschine. Typ I, II 5000
Pos. Einlauf 3 Shuttleband zur Spur 3 der vorangestellten Maschine. Typ II 2100
Pos. Auslauf 1 Shuttleband zur Spur 1 der nachfolgenden Maschine. Typ I, II 300
Pos. Auslauf 2 Shuttleband zur Spur 2 der nachfolgenden Maschine. Typ I, II 5000
Pos. Auslauf 3 Shuttleband zur Spur 3 der nachfolgenden Maschine. Typ I, II 2100
Tab. 5.26 - 1
Einlauf 1
Einlauf 3
Einlauf 2
Auslauf 1
Auslauf 3
Auslauf 2
Spur 3 Productivity Lane
Spur 1
Spur 2