RF08使用说明书.pdf - 第39页
RF0 8AS / RF1 2AS / R F16AS / RF 24AS / RF32 AS 使用说 明书 2- 29 2-7 更换上盖(仅 RF08A S ) RF0 8AS 的 上盖,如果元件 尺寸比 3216 大 ,请更换为 Y 方向 开口扩大的制品 。 如果要使用 1mm 间距 的料带,请更换为 Y 方向 开口较 窄的 上盖。 2-7-1 上盖的更换方法 ① 拧松螺丝,取下上推 杆板和弹簧。 注 ) 请别丢失取下 的零部件 ②…
RF08AS / RF12AS / RF16AS / RF24AS / RF32AS 使用说明书
2-28
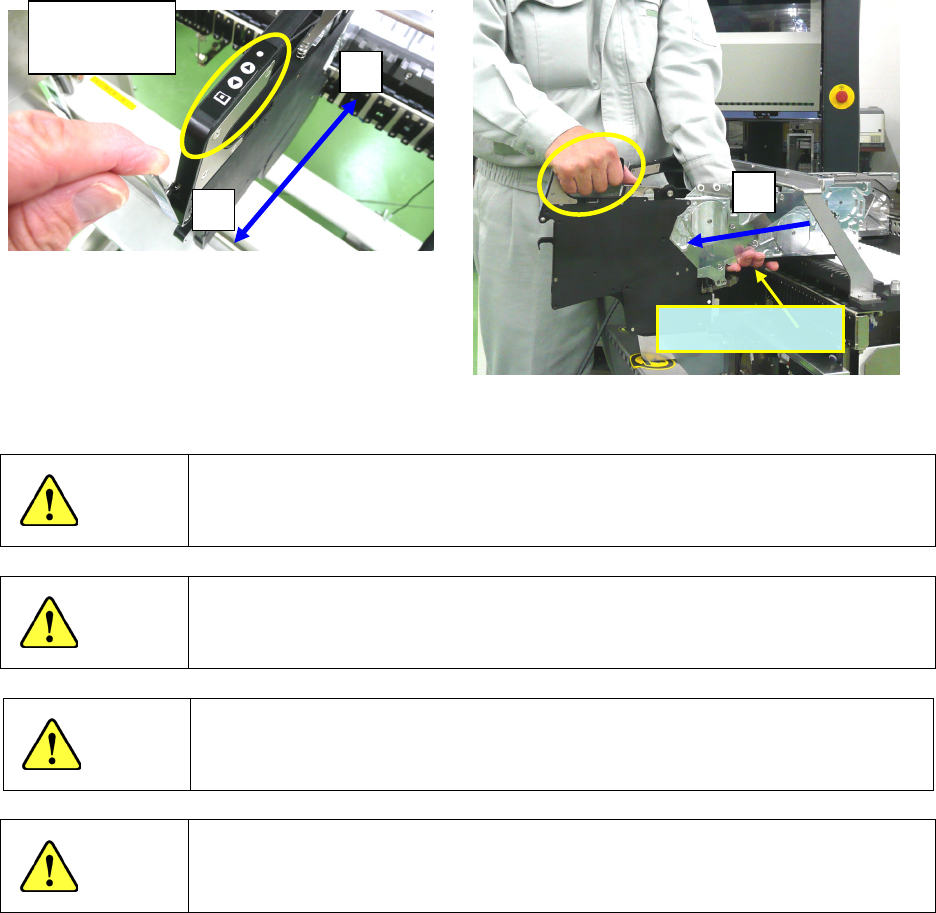
8. 拆卸时,请将锁紧释放杆拉向前方,握住把手部位,将带式供料器向拆卸方向拉。
这时,请用一只手握住把手部位,用另一只手扶住供料器的下部,如下图所示。
如果在前侧向下的状态下拉出,「导向销 F」碰到台架,有时会导致影响供给位置,敬请注意。
(※2)拉出前,请确认上盖已确实关闭。上盖若开着,会碰到调节棒,无法拉出供料器。
图
2-6-12
图
2-6-13
注意
・请确认带式供料器的定位位置・固定部分、供料器台架的上面・固定部分没有
元件等异物。
注意
・安装带式供料器时,请勿 在带式供料器上横向加力。否则有可能无法正常固定
到供料器供给位置上。
供料器供给位置不正常时,请对带式供料器进行一次拆卸,再重新安装。
注意
・如果在带式供料器已安装的状态下移动了统一更换台车,有时会因移动过程
中的碰撞等影响到供料器供给位置的准确性。
统一更换台车移动后,请对固定的状态及供料器供给位置进行确认。
注意
・在贴片机的生产动作过程中,如果用手在带式供料器上从侧方向、上下方向施
加力、发生碰撞,可能造成无法正常地在供料器供给位置上供给元件。届时,
请中断生产,对固定的状态及供料器供给位置进行检查确认。
①:安装方向
②:拆卸方向
①
②
②
请用手扶住此部分。
RF08AS / RF12AS / RF16AS / RF24AS / RF32AS 使用说明书
2-29
2-7 更换上盖(仅 RF08AS)
RF08AS 的上盖,如果元件尺寸比 3216 大,请更换为 Y 方向开口扩大的制品。
如果要使用 1mm 间距的料带,请更换为 Y 方向开口较窄的上盖。
2-7-1 上盖的更换方法
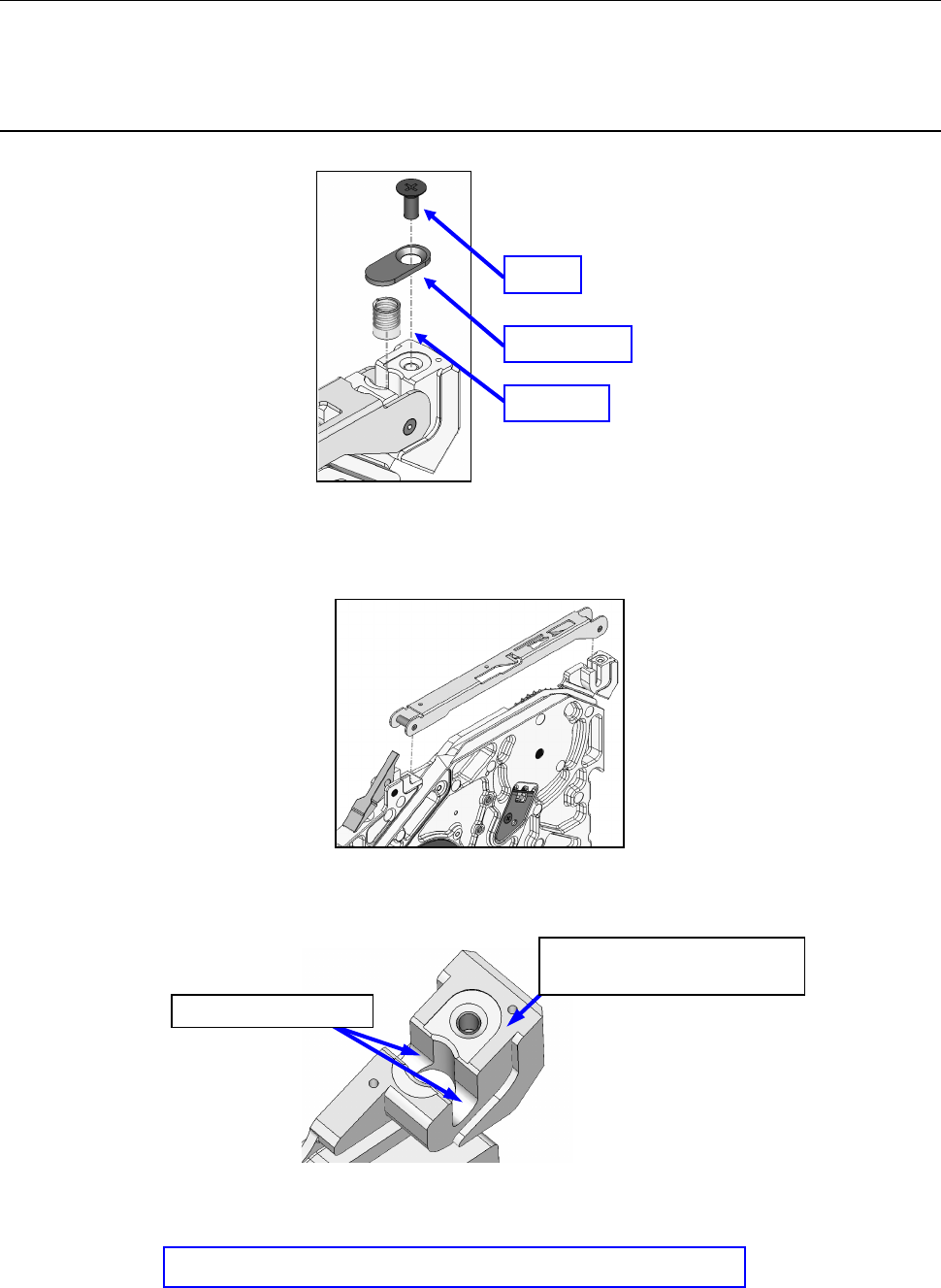
① 拧松螺丝,取下上推杆板和弹簧。
注) 请别丢失取下的零部件
② 提起上盖钩,将上盖拆下。
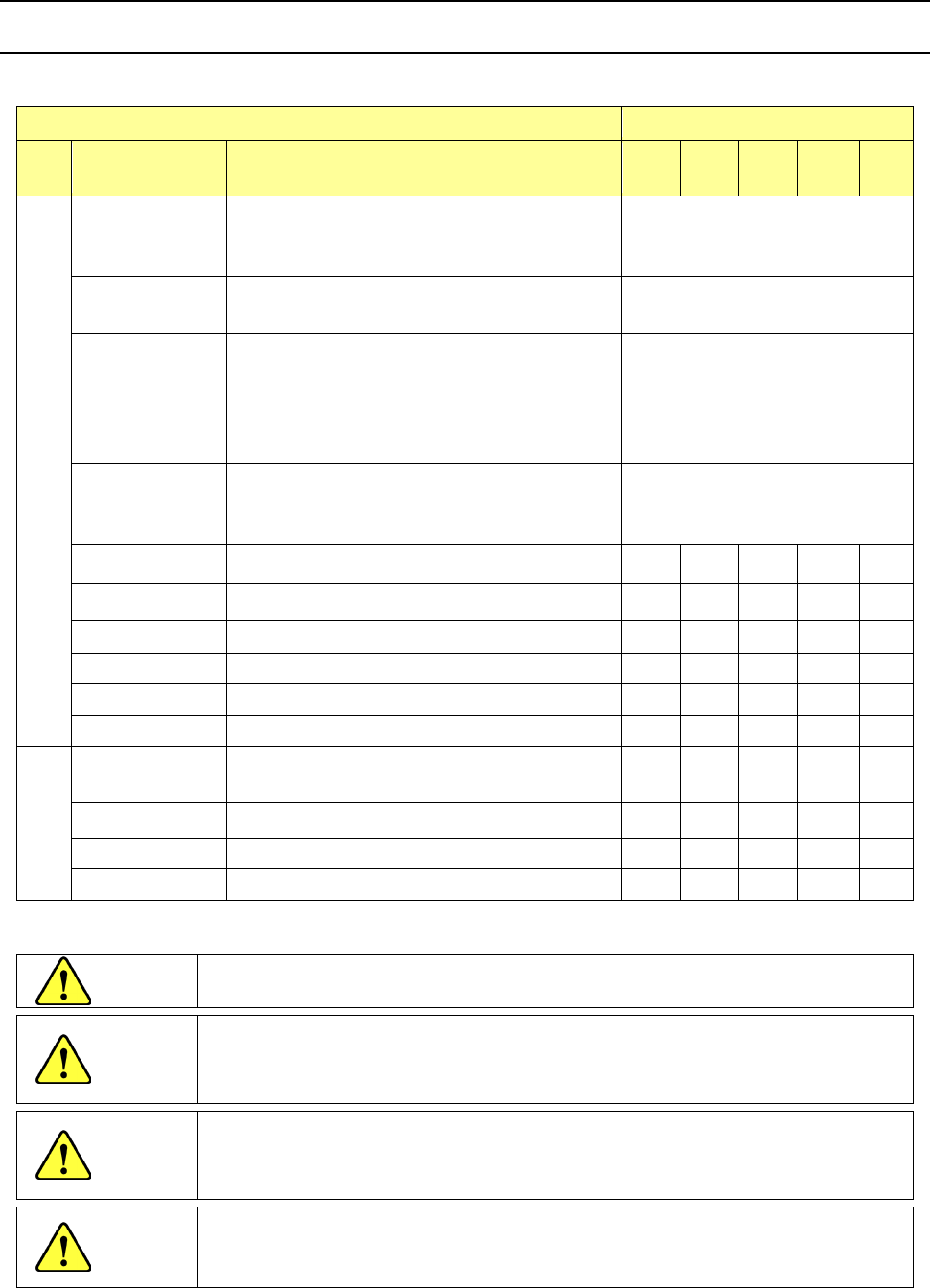
③ 在 U 沟槽部分,用棉棒涂抹爱万利 EP-2。
④ 按照①~③的相反步骤,安装适合传送间距、元件尺寸的上盖。
框架上面不要附着爱万利 EP-2
涂抹爱万利 EP-2
COVER_CS_SCREW_MAC_M26X6 螺丝拧紧扭矩:0.29N・m
上推杆板
螺钉
弹簧
RF08AS / RF12AS / RF16AS / RF24AS / RF32AS 使用说明书
3-1
3
日常检查
3-1 日常检查项目列表
表
3-1-1
日常检查项目列表
日常检查项目
频率
处理
方法
检查调整位置 检查项目 每天 每周 每月
每 6
个月
每年
检查
上盖
上盖下面沟槽部位的损伤
有无脏污、变形
确认上盖、盖钩的开关顺畅
安装卷筒时检查
料带输送表面
料带输送表面的损伤
带子磨耗粉的附着
安装卷筒时检查
张力臂
张力滚轮
导向滚轮
牵引空转臂
拉齿
臂部位的动作检查
确认滚轮部位旋转是否顺畅
确认滚轮部位没有垃圾、脏污
安装卷筒时检查
滑动轨道
导向轨道
夹紧部
确认轨道部位没有损伤、异物
确认夹紧杆的变形,线的挠度
安装供料器时检查
连接器部位 确认连接器周围没有元件等异物。 ○
链轮齿轮 确认齿底部没有附着元件等异物 ○
各部位弹簧
确认各部弹簧没有脱落、变形
○
导向销
F/R
确认导向销没有变形、磨损
○
供料器标记
确认标记孔没有脏污、异物
○
进给齿轮驱动部
异物存在确认向进给齿轮(
RF32AS
)
○
清扫
上盖
剥离缝
清扫剥离缝两面的粘着物等附着物 ○
料带输送表面 全体带子输送表面的粘合物存款的清扫 ○
各部位滚轮
张力滚轮、导向滚轮部位的清扫
○
进给齿轮驱动部
异物的取出附着在进给齿轮(
RF32AS
)
○
・如果附着异物,请用吹气枪去除异物。
・去除脏污时,请用含有酒精的棉纱或棉棒清扫。
注意
酒精请使用 IPA(异丙醇)或乙醇(乙醇酒精)。
注意
用吹气枪将垃圾等吹掉时,请注意附着的油雾(吹气时混在空气中喷雾状油脂)。
会使元件污染,导致护带的绕卷不良。
注意
带式供料器是精密机械。使用时请充分注意不要碰撞或过分用力施压。如果过分
用力施压或掉落时,请确认供料器供给位置。(供料器供给位置的调整请与敝公
司服务人员联系协商)
注意
带式供料器无需注油。
请不要在各滚轮部以及弹簧,链轮上涂油。