RF08使用说明书.pdf - 第8页
RF0 8AS / RF1 2AS / R F16AS / RF 24AS / RF32 AS 使用说 明书 1-2 1-3 各部位的名称 图 1-3-1 各部位 名称 注意 除日常检查 、定 期 检查指定的 位置以外 , 请勿打开护罩、 拆解。 否则将无 法正确 调整、重新组装 。 1 提手 9 牵引齿轮 17 剥离缝 2 锁紧释放把手 10 牵引空转臂 18 上盖 3 孔穴盖 11 操作 面板 19 供料器标记 4 料带插入口 12…
RF08AS / RF12AS / RF16AS / RF24AS / RF32AS 使用说明书
1-1
1
概要
RF 系列电动进料器对应搭接并提供带装元件 JUKI 制成贴片机转速高,精度高。
仅可在 KE-3010A/KE-3020VA/KE-3020VRA、RX-6/6R、RX-7 的统一更换台车(RF)上使用。
1-1 特长
1. 使用马达驱动,可无振动稳定地供应元件。
2. 可进行元件供应料带的「搭接」(粘接料带)。对应不间断生产。
3. 对应生产中的护带废弃。
4. 备有搭接传感器选购项。通过使用搭接传感器,可自动检测搭接。
5. 生产程序的元件数据传送间距,自动设定为供料器的传送间距。
6. RF08AS 对应 1mm 间距。(需要更换配件。)
7. 通过薄型、小型轻量化,增加了可在台架上安装的数量。(使用 RX-7 新型统一更换台车(RF)时)
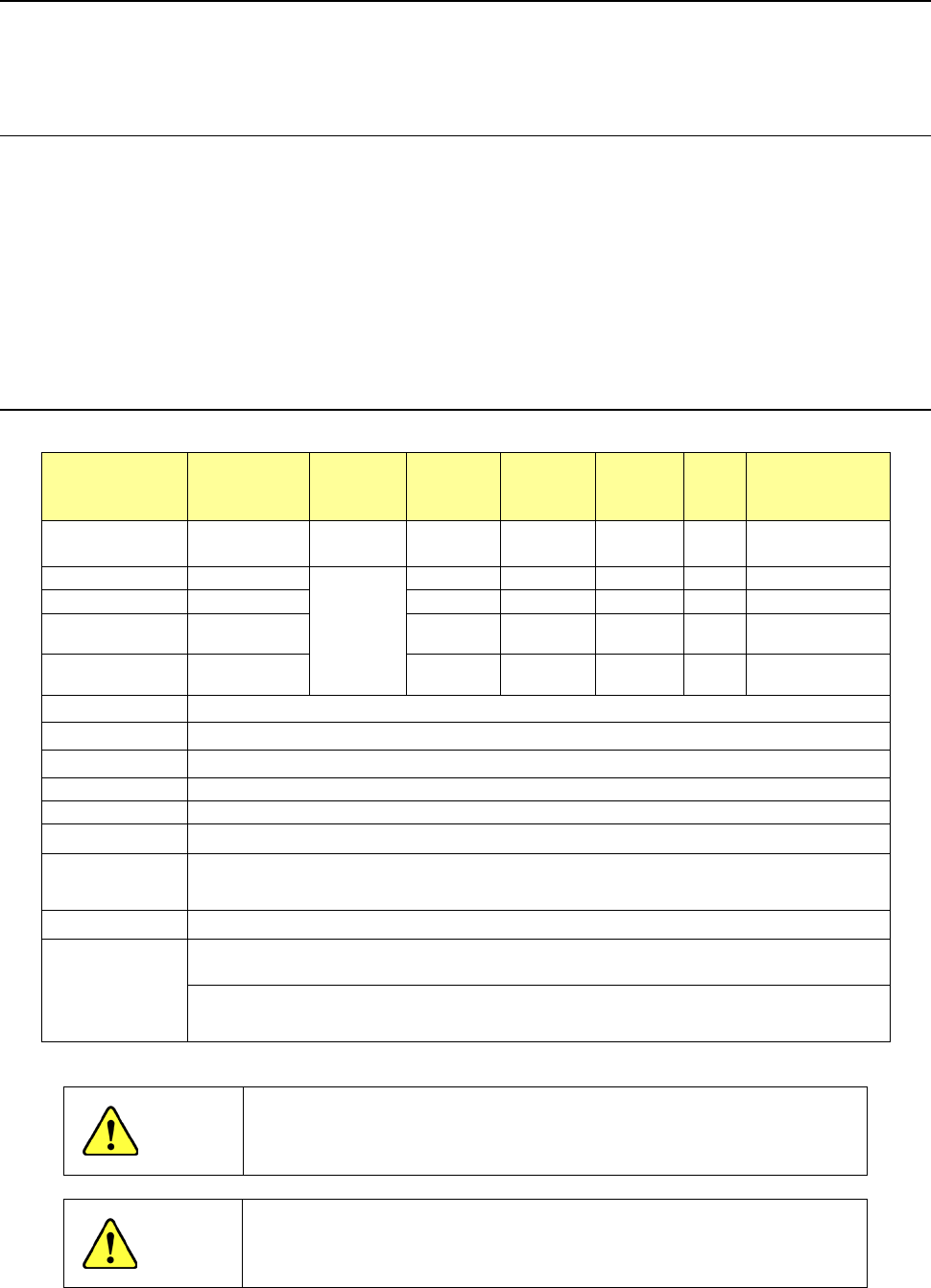
1-2 规格
表
1-2-1
产品代码
传送间距
(mm)
料带种类
对应元件
胶带宽度
对应元件
胶带深度
外形尺寸
幅
质量
(kg)
代表元件
种类
(注
1
)
RF08AS
1、2、4
纸、
胶带
4.3mm 3.5mm 12mm 1.3
8mm 尺寸全部
RF12AS
2, 4, 8, 12
胶带
8.3mm
17mm
17mm
1.8
12mm
尺寸全部
RF16AS
4, 8, 12, 16
12.2mm
17mm
24mm
1.8
16mm
尺寸全部
RF24AS
4, 8, 12, 16,
20, 24
20.2mm 17mm 34mm 2.2
24mm 尺寸全部
RF32AS
4, 8, 12, 16,
20, 24, 28, 32
23.5mm 20mm 48mm 2.7 32mm 尺寸全部
外形尺寸
全长=
530mm
、高度=
300mm
电源 从贴片机主机供给
元件传送方式 马达驱动
电源电压
DC24V
、
DC5V
允许电流
Max3.5A(DC24V)
、
Max0.15A(DC5V)
运转时环境条件 温度:10℃~35℃、湿度:30~80%RH (无冷凝)、标高:1,000m 以下
过电压区分
过电压类别Ⅰ(IEC60664-1) :从过电压限制为较低级别的电路供给
(2 次侧低电压电路等)
环境污染度 污染度 3 :比通常环境更污染的环境(制造工厂等)
适合规格
・机器指令 :
2006/42/EC
评价规格 :
EN ISO 12100, others
・EC EMC 指令 :2014/30/EU
评价规格 :EN 61000-4-2, EN 61000-4-3, EN 61000-6-2, EN 61000-6-4
(注 1)有关元件尺寸及料带各项数据,以 JIS C0806-3(1999)、IEC 60286-3:2007 为准。
警告
将市场销售的电源等机器连接到带式供料器或供料器台架会有危险,
切勿如此操作。
注意
请使用适应各型号的专用带式供料器。
各元件尺寸均有专用设计,(如用错供料器)即使元件能流动,也可
能无法正确动作,造成损坏。
RF08AS / RF12AS / RF16AS / RF24AS / RF32AS 使用说明书
1-2
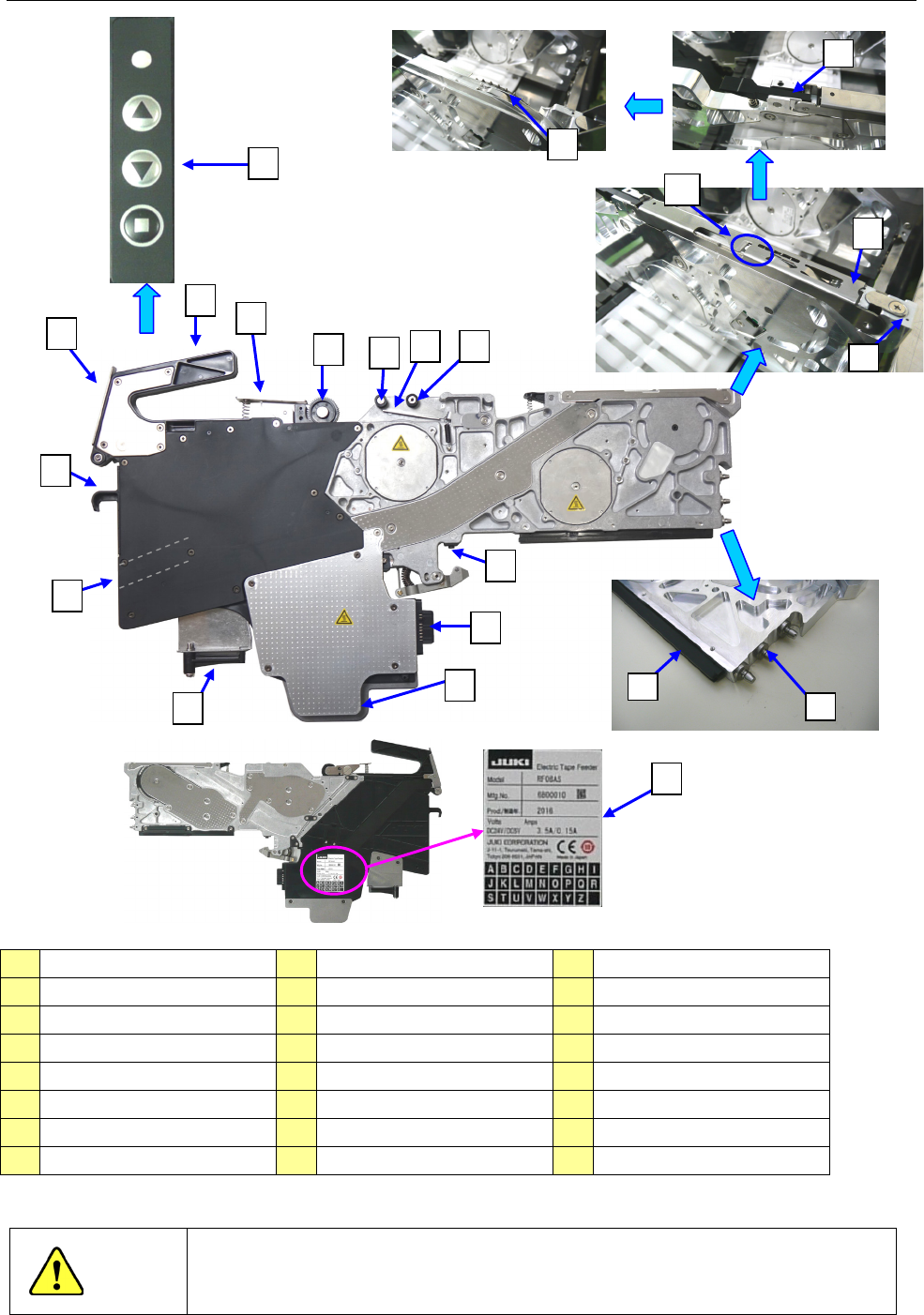
1-3 各部位的名称
图
1-3-1 各部位名称
注意
除日常检查、定期检查指定的位置以外,请勿打开护罩、拆解。 否则将无法正确
调整、重新组装。
1
提手
9
牵引齿轮
17
剥离缝
2
锁紧释放把手
10
牵引空转臂
18
上盖
3
孔穴盖
11
操作面板
19
供料器标记
4
料带插入口
12
链轮
20
滑动轨道
5
卷筒钩
13
上盖钩
21
导向销
F
6
导向板
14
张力滚轮
22
额定铭板
7
连接器
15
张力臂
8
导向销
R
16
导向滚轮
21
20
13
18
19
17
12
16
15
14
22
11
10
9
1
8
7
6
2
5
3
4
RF08AS / RF12AS / RF16AS / RF24AS / RF32AS 使用说明书
1-3
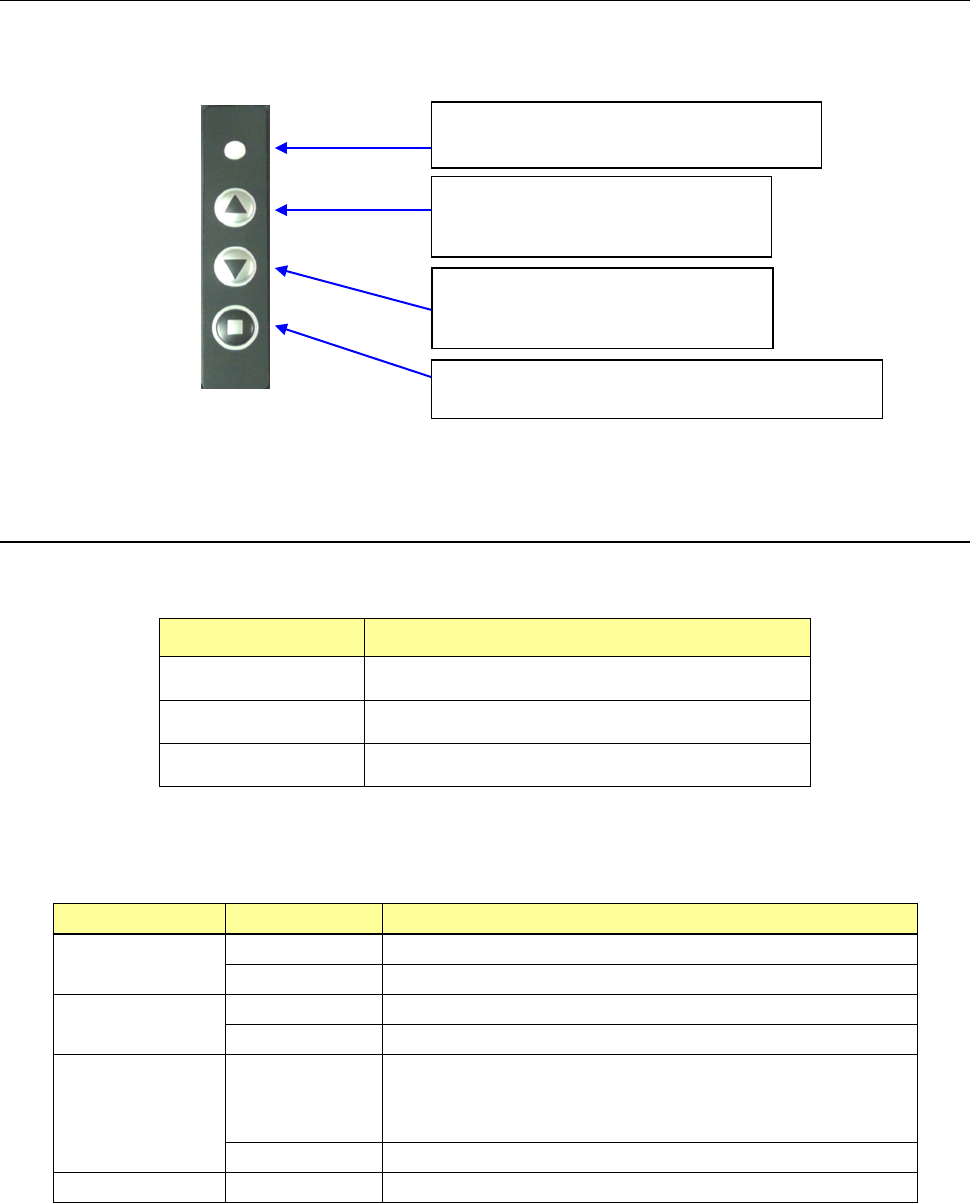
1-4 操作面板
可从操作面板的显示灯知晓供料器的状态,通过开关的操作进行料带的正转/反转动作、重置错误重置
等。
图
1-4-1
操作面板
1-4-1 开关操作
开关的操作方法如下。
表
1-4-1-1
开关的操作方法
操作方法 操作说明
单按 将开关按下 300msec。
连续按 从单按连续按下 1 秒以上。
同时按 同时按 2 个开关。
表
1-4-1-2
开关操作与供料器的动作
操作的开关 操作方法
供料器的动作
▲
单按
正转传送
1
个间距
连续按
在按压开关期间,正转传送间距
▼
单按
反转传送
1
个间距
连续按
在按压开关期间,反转传送间距
■
单按
错误解除(发生错误时)后,实施错误对应的复原动作
不同步错误:初始化动作
张力错误:牵引侧绕卷动作
连续按
仅牵引侧动作,张力传感器
ON
时停止
▼■ 同时按
初始化动作
※供料器的传送间距会被自动设定为生产程序的元件数据传送间距。
※通过开关操作进行正转、反转,按 2mm 间距传送料带。
显示灯
初始化执行中、错误显示、模式显示等
▲开关
单按:正转传送 1 次间距
连续按:在按压期间,连续正转传送间距
■开关
解除错误(错误解除后,实施与错误对应的复原动作)
▼开关
单按:反转传送 1 次间距
连续按:在按压期间,连续反转传送间距