YG300_Ope_K.pdf - 第100页
3-14 3 • 가 동 율 기계 한 대 의 가 동 율 입니다 . 상 하 류 측 기 계상 태의 영향 을 받지 않 은 가 동 율로 , 다 음과 같 은 식 으 로 산 출 하고 있습 니다 . 일반 적으 로 실 장기의 가 동 율 은 4 0 ~70 % 정도입니다 . ( 모든 스 테이 지의 누 적 실 장시간 + 모든 스 테이지 의…
3-13
3
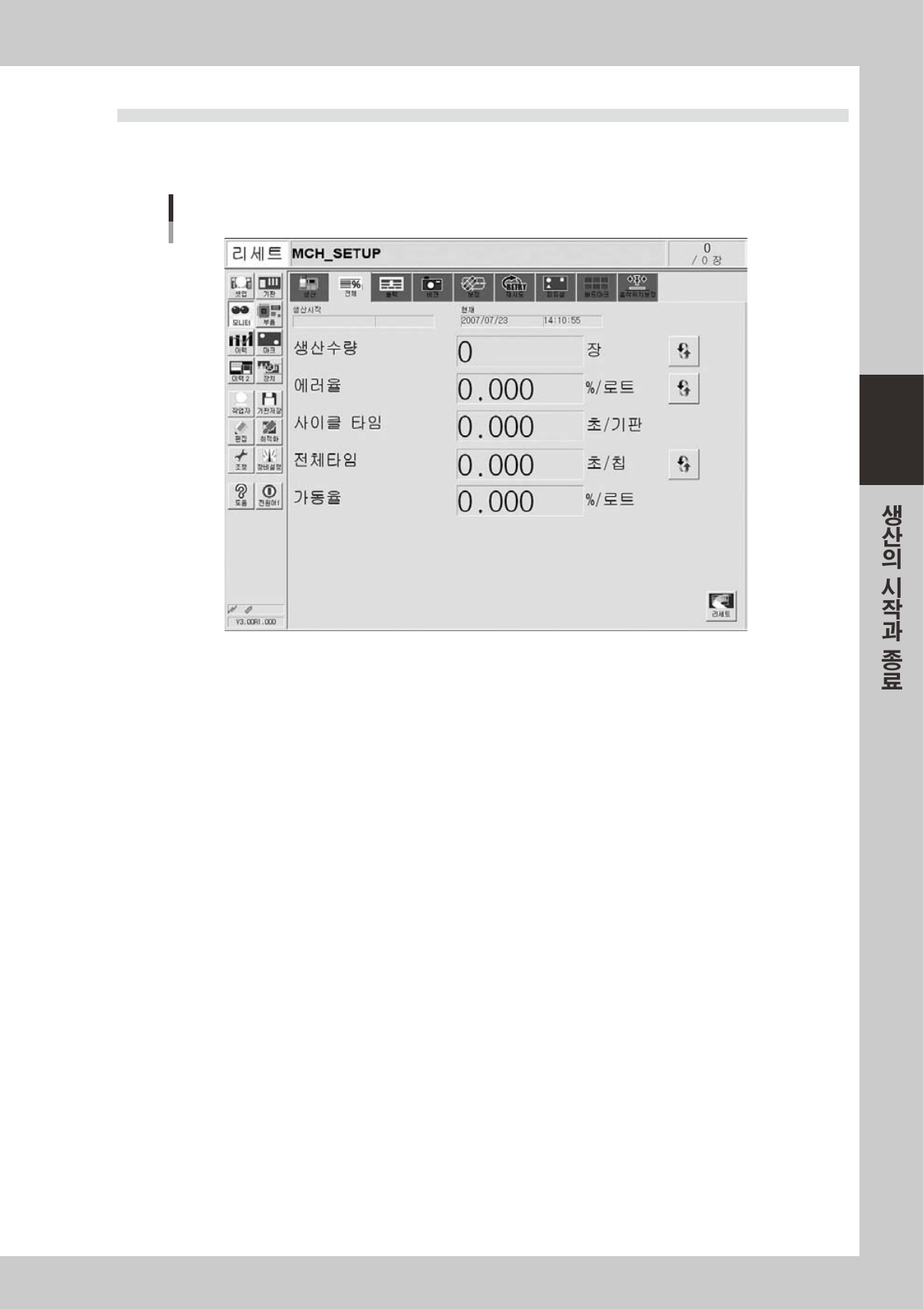
4.2 전체
이 화면은 현재생산중인 기판의 장수와 생산상태를 리얼타임 정보로 표시합니다 . 생산시에 이 화면을
열어두면 편리합니다 . 생산기판의 전환을 실행하면 모든 정보가 클리어됩니다 .
모니터 : 전체
28310-M3- 00
•
생산시작
현재생산중의기판데이터를전환했을때의날짜와시간을표시합니다 .
•
현재
이화면을표시했을때기계내의시스템시계의시간이표시됩니다 . 이화면이변경되면표시시간도변경됩니다 .
•
생산수량
현재생산중인기판데이터를전환하고나서의생산된기판장수입니다 .도중에리세트한기판데이터는도중탑재하지
않는한카운트되지않습니다 .
•
에러율
현재생산중인기판데이터로전환되고나서현재까지의흡착미스 ,인식미스에의해폐기된부품의모든소비부품에
대한비율입니다 .1 기판생산종료시에데이터는변경됩니다 .
폐기부품수 / 전부품의소비수 X100= 에러율
•
사이클 타임
기판 1 장당실장시간의평균입니다 .실장이완료되면데이터는변경됩니다 .사이클타임에서는피듀셜등의기판
마크인식시간 ,부품흡착시간 ,부품인식시간 ,실장시간 ,재시도동작시간 ,부품폐기시간 .노즐체인지시간이포함
됩니다 .반송시간과정지시간 ( 에러정지 ,STOP 버튼에의한정지시간등 ) 은포함되지않습니다 .
•
전체타임
부품1 점의실장에걸리는시간 ( 초 / 기판 ) 입니다 .흡착부터실장까지의 1 시퀀스에걸리는시간을 ,그시퀀스로실장한
부품수로나눈시간입니다 .

3-14
3
•
가동율
기계한대의가동율입니다 .상하류측기계상태의영향을받지않은가동율로 ,다음과같은식으로산출하고있습니다 .
일반적으로실장기의가동율은40~70% 정도입니다 .
( 모든스테이지의누적실장시간 + 모든스테이지의누적반송시간 )/[( 모든스테이지분의 ( 생산완료시각 - 셋업완료시간 )-
모든스테이지의누적대기시간 )]X100= 가동율 (%)
누적실장시간 :헤드가작동하고있는합계시간
누적반송시간 :반송 ( 반입 / 반출 ) 의합계시간
누적대기시간 :상류또는하류의기계대기의합계시간
생산완료시각 :다음의생산기판으로전환된시각
셋업완료시각 :「START」버튼을눌러운전이개시된시각
•
[ 리세트 ] 버튼
생산데이터의관리정보를리세트합니다 .생산데이터의관리정보에는 ,화면에표시되고있는각데이터및현재의생산수
량과현재의언로더수량 ,예정생산수량과예정언로더수량도포함됩니다 .리세트를실행하면「셋업」화면의「생산수량」
의수치등도리세트됩니다 .
3-15
3
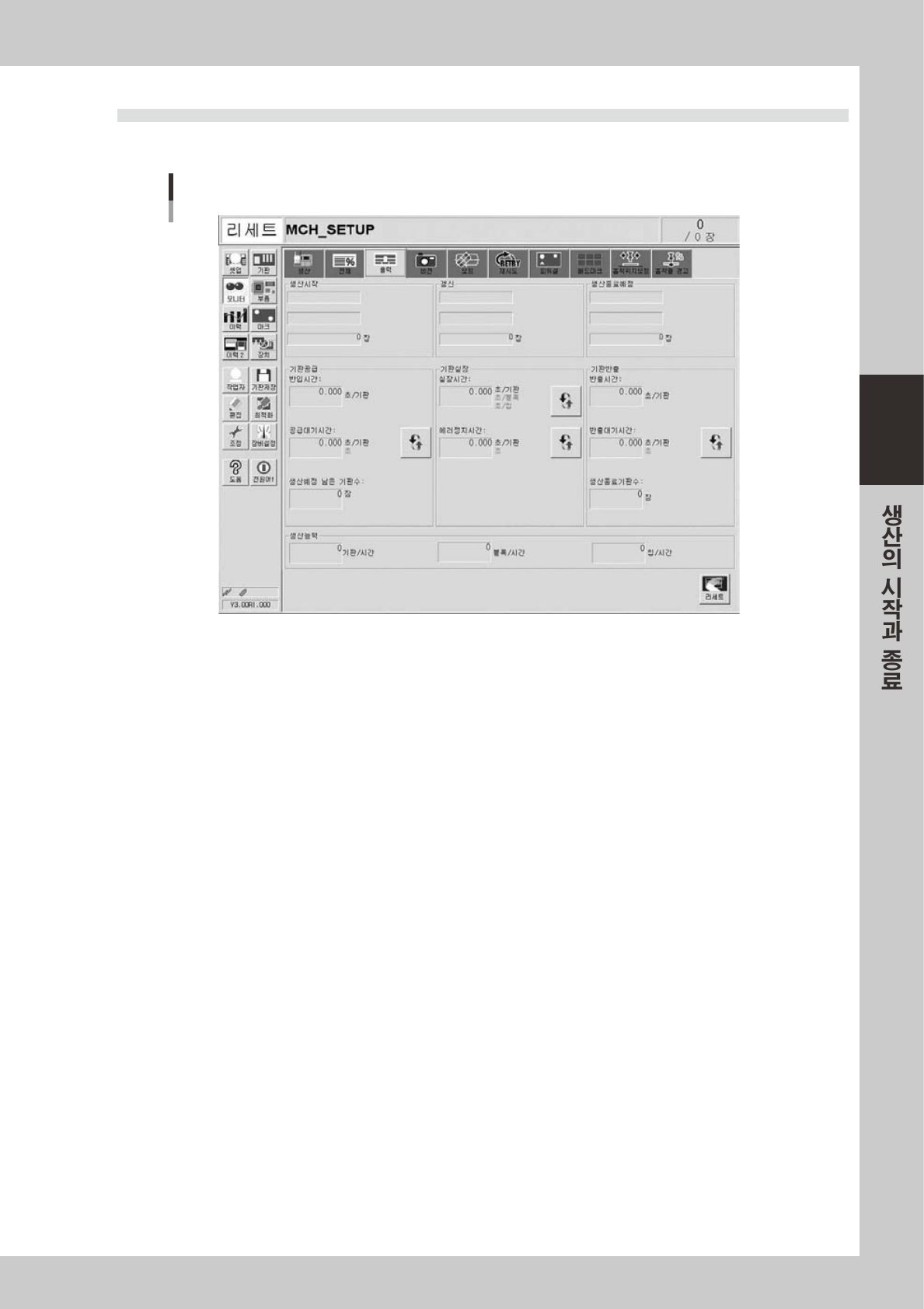
4.3 출력
이「출력」모니터는 , 현재 생산중인 기판데이터를 보다 상세한 생산 상황을 파악하기 위한 화면입니다 .
모니터 : 출력
28311-M3 - 00
•
생산시작
생산시작시각 ( 기판선택완료시각 ) 을표시합니다 .장수는통상0 입니다 .
•
갱신
표시데이터갱신시각을표시합니다 .장수는현재까지생산완료된기판장수가표시됩니다 .
•
생산종료 예정
생산종료예정시각을표시합니다 .장수는「셋업」화면에서입력된예정생산수량을나타냅니다 .
단 ,예정생산수량이입력되어있지않은경우는공백으로표시됩니다 .
•
반입 시간 ( 초 / 기판 )
입구스테이지의컨베이어반송시간의평균시간입니다 .
•
공급 대기 시간 ( 초 / 기판 , 초 )
기계의기판반입대기시간입니다 . 단기계가실장중일경우에는기판이대기하고있어도대기시간이카운트되지
않습니다 .[ 장치변환 ] 버튼으로 ,1 기판당평균공급대기시간또는누적공급대기시간을표시할수있습니다 .
•
생산예정 남은 기판수 ( 장 )
생산예정매수에서생산완료기판매수를뺀수치입니다 .
•
실장 시간 ( 초 / 기판 , 초 / 블록 , 초 / 칩 )
기판을실장하는시간입니다 .이시간에는기판마크인식 ( 피듀셜 ,배드마크 ), 부품흡착 ,부품인식 ,실장 ,
디스펜스 ,재시도동작 ,노즐체인지 ,부품폐각등이포함되어있습니다 .
[ 장치변환 ] 버튼으로 ,1 기판당평균시간 ,1 블록당평균시간 ,또는1 칩당평균시간을표시할수있습니다 .
•
에러정지 시간 ( 초 / 기판 , 초 )
기계가에러로정지하고있는시간입니다 .에러가발생한후[CLEAR] 버튼을누를때까지의시간입니다 .
단 ,복구작업이행해지는시간은포함되지않습니다 .[ 장치변환 ] 버튼으로1 기판당평균에러정지시간또는
에러정지의누계시간을표시할수있습니다 .
•
반출 시간 ( 초 / 기판 )
출구스테이지의컨베이어반송시간의평균시간입니다 .