YG300_Ope_K.pdf - 第67页
2-14 2 3 . [ 축 이 동 ] 버 튼 수 동으 로 축 을 움 직일 경우 에 사 용합 니다 . 화 살표를 사 용 하거 나 , [ P T P] 버튼 을 눌 러서 수치입력 후 이동시 킬 수 있습 니 다 . 「축이동」화면 1 2 3 4 5 6 2 8 2 07 - M 9 - 0 0 버 튼 명 기 능 1 확 대 , 축 소 ( + , − ) 화 …
2-13
2
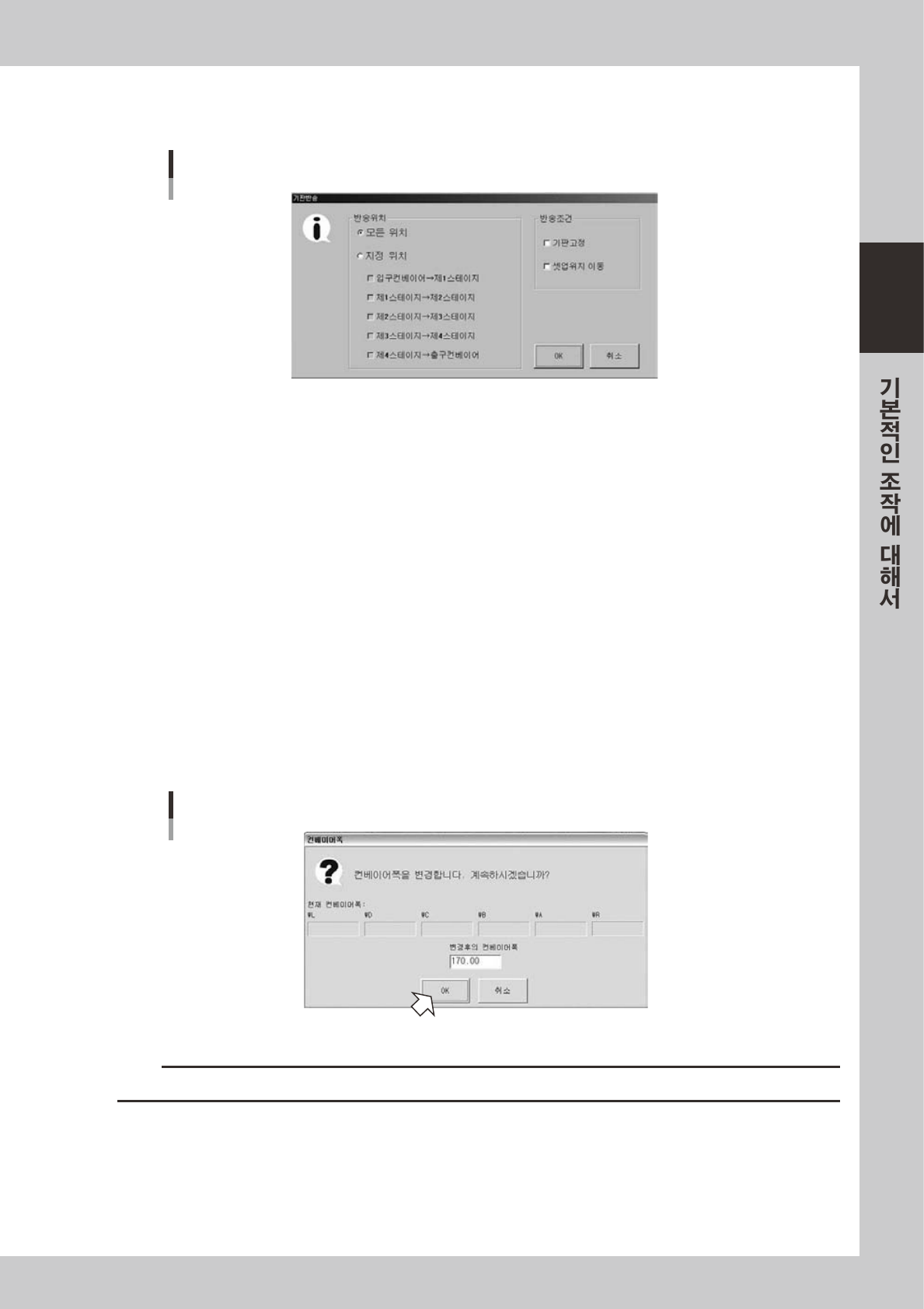
1. [ 기판반송 ] 버튼
[ 기판반송 ] 버튼을누르면 ,다음과같은대화창이표시됩니다 .
「기판반송」대화창
28 2 05 -M 3 -00
•
모든 위치
모든위치를선택하면 ,「입구컨베이어→제 1 스테이지」,「제 1 스테이지→제 2 스테이지」,「제 2 스테이지→제 3 스테이지」,
「제 3 스테이지→제 4 스테이지」,「제 4 스테이지→출구컨베이어」로반송을실행합니다 .
•
지정위치
체크박스에지정된구간만반송을실행합니다 .전부체크하면 ,「모든위치」와같은동작으로실행합니다 .
•
기판고정
기판반송종료후에 ,기판이있는스테이지에서기판고정을합니다 .
•
셋업위치 이동
기판반송종료후에 ,각스테이지가다음과같은위치로이동합니다 .
•
실장스테이지 (A,B,C,D) 는실장위치로이동합니다 .
•
반송스테이지는반송위치 ( 상류장비의컨베이어와라인이일치하는위치 ) 로이동합니다 .
•
반출스테이지는반출위치 ( 하류장비의컨베이어와라인이일치하는위치 ) 로이동합니다 .
2. [ 컨베이어 폭 ] 버튼
컨베이어폭을생산할기판폭에맞춥니다 .
[ 컨베이어 ] 버튼을누르면컨베이어폭대화창이표시되므로 ,컨베이어폭을확인하고[OK] 버튼을눌러주십시오 .
컨베이어가지정된폭으로변경됩니다 .
「컨베이어폭」화면
28 2 06-M3- 00
c
주의
컨베이어폭조정시 ,컨베이어레일이다른컨베이어유니트와푸쉬업핀등에닿지않도록주의하여주십시오 .
2-14
2
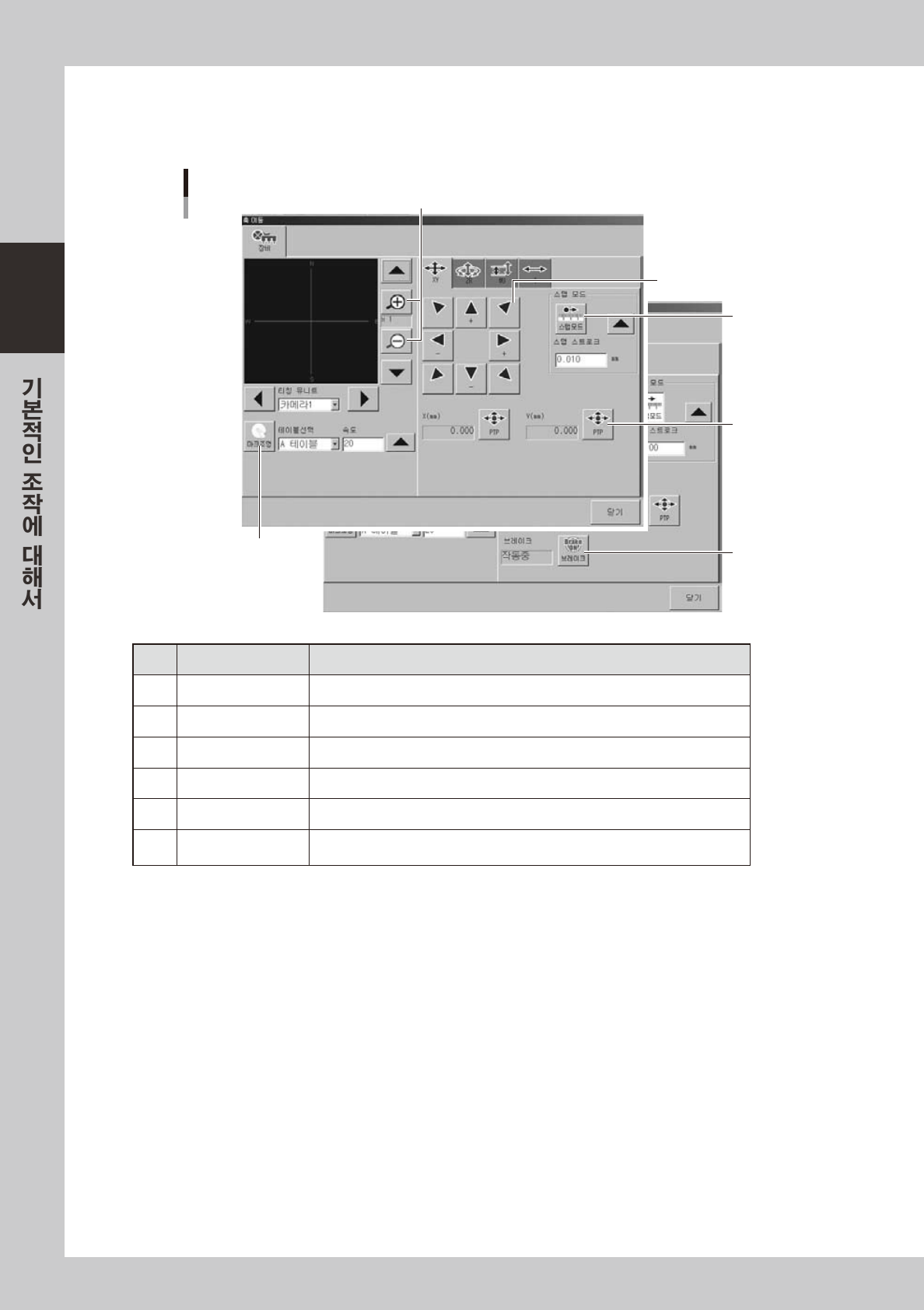
3. [ 축 이동 ] 버튼
수동으로축을움직일경우에사용합니다 .화살표를사용하거나 ,[PTP]버튼을눌러서수치입력후이동시킬수있습니
다 .
「축이동」화면
1
2
3
4
5
6
28 2 07-M9-0 0
버튼명 기능
1 확대 ,축소(+ ,
−
) 화상의확대 ,축소를실행합니다 .(16 배 ~1/16 배 )
2 마크조명 마크조명을수동으로변경할수있습니다 .데이터에는영향없습니다 .
3 PTP 지정한좌표로대상이이동합니다 .
4 스탭모드 스탭스트로크에지정한양만큼화살표키로움직입니다 .
5 화살표 이동방향으로이동시킬때사용합니다 .
6 브레이크
비상정지상태에서 ,브레이크를해제할때사용합니다 .(W 축과PU 축만 )
서보 ON 하면 ,자동적으로브레이크는해제됩니다 .
2-15
2
4. [ 좌 ], [ 우 ] 버튼
좌측또는우측으로컨베이어모터를고속으로회전시킵니다 .
5. [ 저속 좌 ], [ 저속 우 ] 버튼
좌측또는우측으로컨베이어모터를저속으로회전시킵니다 .
6. [ 푸쉬업 ] 버튼 (A - D)
각테이블의푸쉬업플레이트를상하로움직입니다 .연동하여클램프기능이동작합니다 .
7. [ 출구스톱퍼 ], [ 입구스톱퍼 ] 버튼
출구또는입구스톱퍼를상하로움직입니다 .
8. [T1 Claw 상하 1
〜
3], [T2 Claw 상하 1
〜
3] 버튼
수동으로T 축의Claw 를상하로움직일경우에사용합니다 .
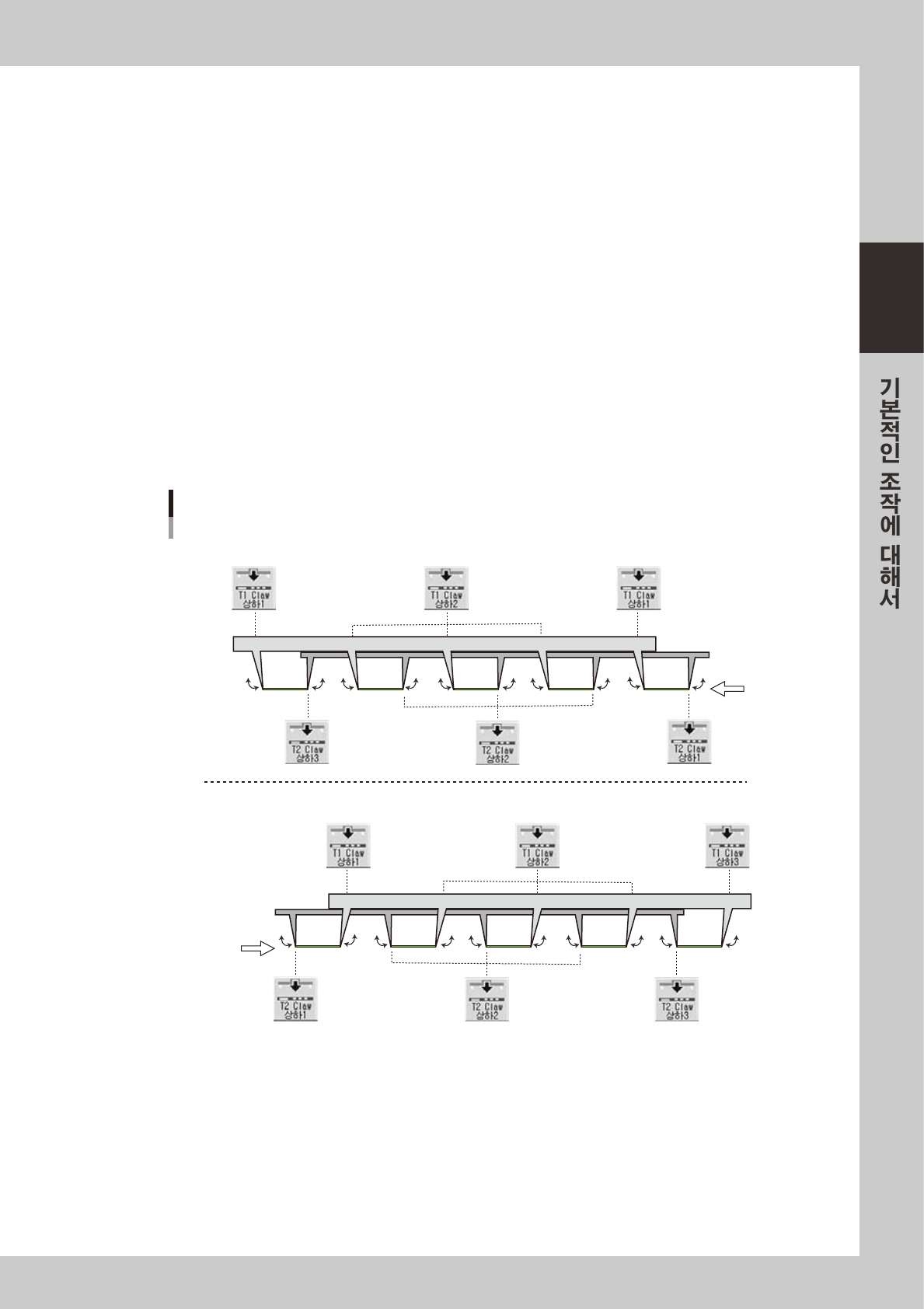
[T1 Claw 상하 1], [T2 Claw 상하 1]
기판의입구부터세어첫번째의Claw 를상하로움직입니다 .
[T1 Claw 상하 2], [T2 Claw 상하 2]
기판의입구부터세어2 번째부터4 번째의Claw3 개를연동하여상하로움직입니다 .
[T1 Claw 상하 3], [T2 Claw 상하 3]
기판의출구부터세어첫번째의Claw 를상하로움직입니다 .
[T1 Claw 상하1〜3], [T2 Claw 상하1〜3] 버튼
기판
기판
T2
T1
T2
T1
■ 기판 우→좌
■ 기판 좌→우
272 01-M3- 0 0