A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第13页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 13 - 打开文件: 打开已制作好的生产文件。 保存文件: 将生产文件保存到指定的文件夹。 另存为新文件: 将生产文件保存到新的文件夹里。 退出: 退出生产菜单 ,返回上一级 操作系统 。 2 )设 置 单击设 置弹 出下 拉菜 单 。包括 有设 置元 件参 数表 、站 …
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 12 -
偏移: 当对程序的“OS”后面一行进行 X、Y 的编辑修改时此键会变为绿色,修改完毕并且在
退出编辑前如果单击它,那么该程序的其它所有行的 X、Y 坐标都自动按第三行的修改
量偏移。如果修改完毕在退出编辑后单击它“偏移”是无效的。
确认: 单击它将会对所作的编辑进行确认保存。
上箭头: 在“编辑” 状态下,点击之,移动到上一行程序。
下箭头: 在“编辑” 状态下,点击之,移动到下一行程序。
送线: 点击跳线机构动作一下。
成型: 推刀下插将元件弯成 U 形,但不插入。
H 下插: 推刀下移,将元件推出到 PCB 板上。
复位: “H 下插” “剪脚” “底座”回到原来的位置
底座: 整个底座的上升与下降,回复原位。
剪脚: 该键为复合键,单击虚线框为绿色,剪脚头伸出;再单击虚线框颜色复原,剪脚头复位。
Rst: 坐标调整后,在没有确认前反悔时使用,使坐标回复调整前的状态。
箭头键: 在影校时利用照相机来调整坐标。箭头所指方向为插件头移动方向(即工作台移动的反
方向)。
数字选择:数字 2、10、100、1000,为坐标移动量的选择,配合“箭头键”使用。按 100=1 毫米计
算。
U+: 加大 U 轴的宽度(即跨距增大)。
U-: 减小 U 轴的宽度(即跨距减小)。
校正: 在控制面板区选择“校正”时,点击此键时会自动校正当前行。
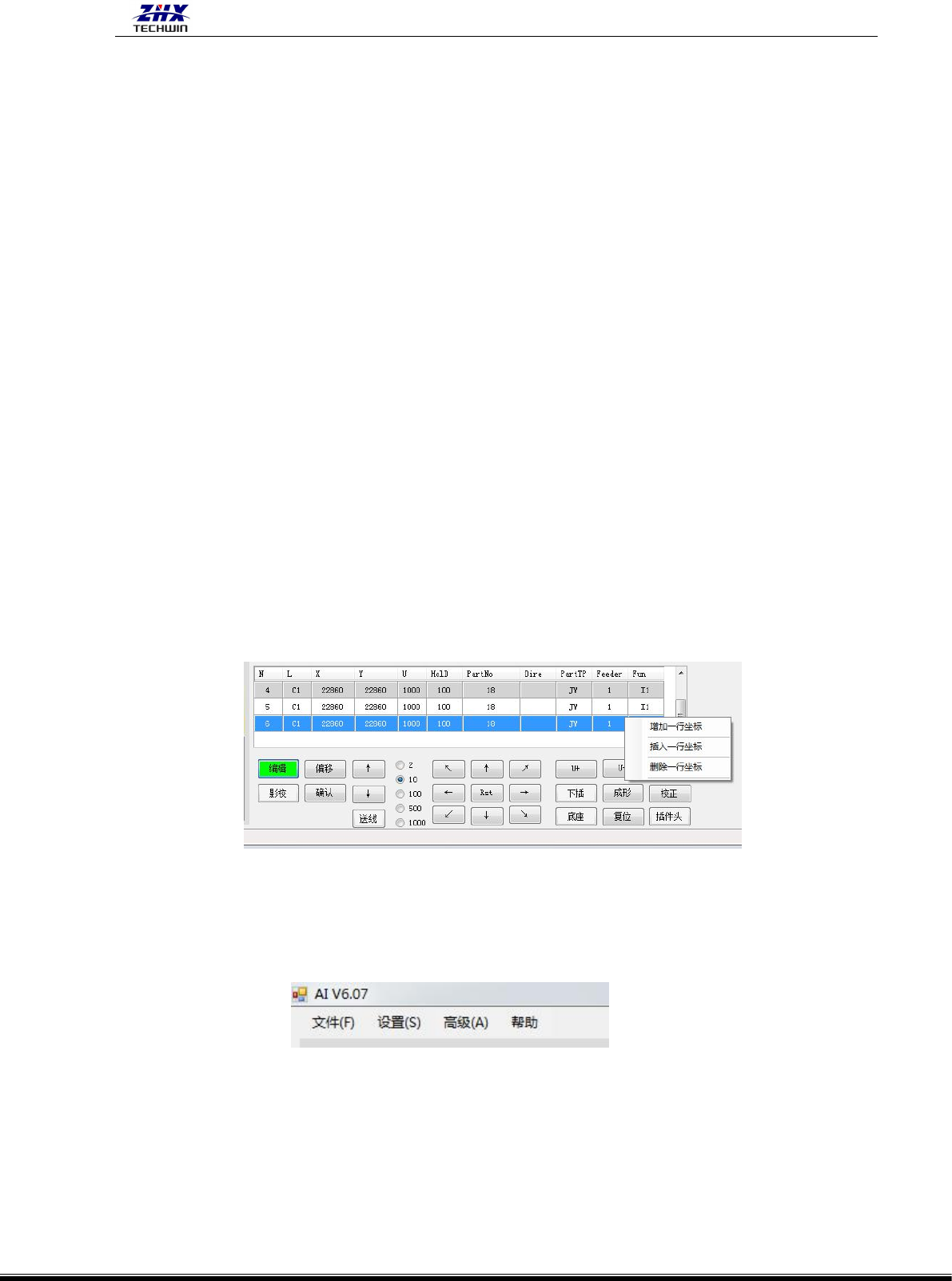
编辑菜单: 在鼠标移动到表格栏中,单击鼠标右键,会弹出三栏信息。如图
增加一行坐标:在程序里加入一行。
插入一行坐标:在程序指定一行里插入一行。
删除一行坐标:在程序指定一行删除。
5、工具栏的说明
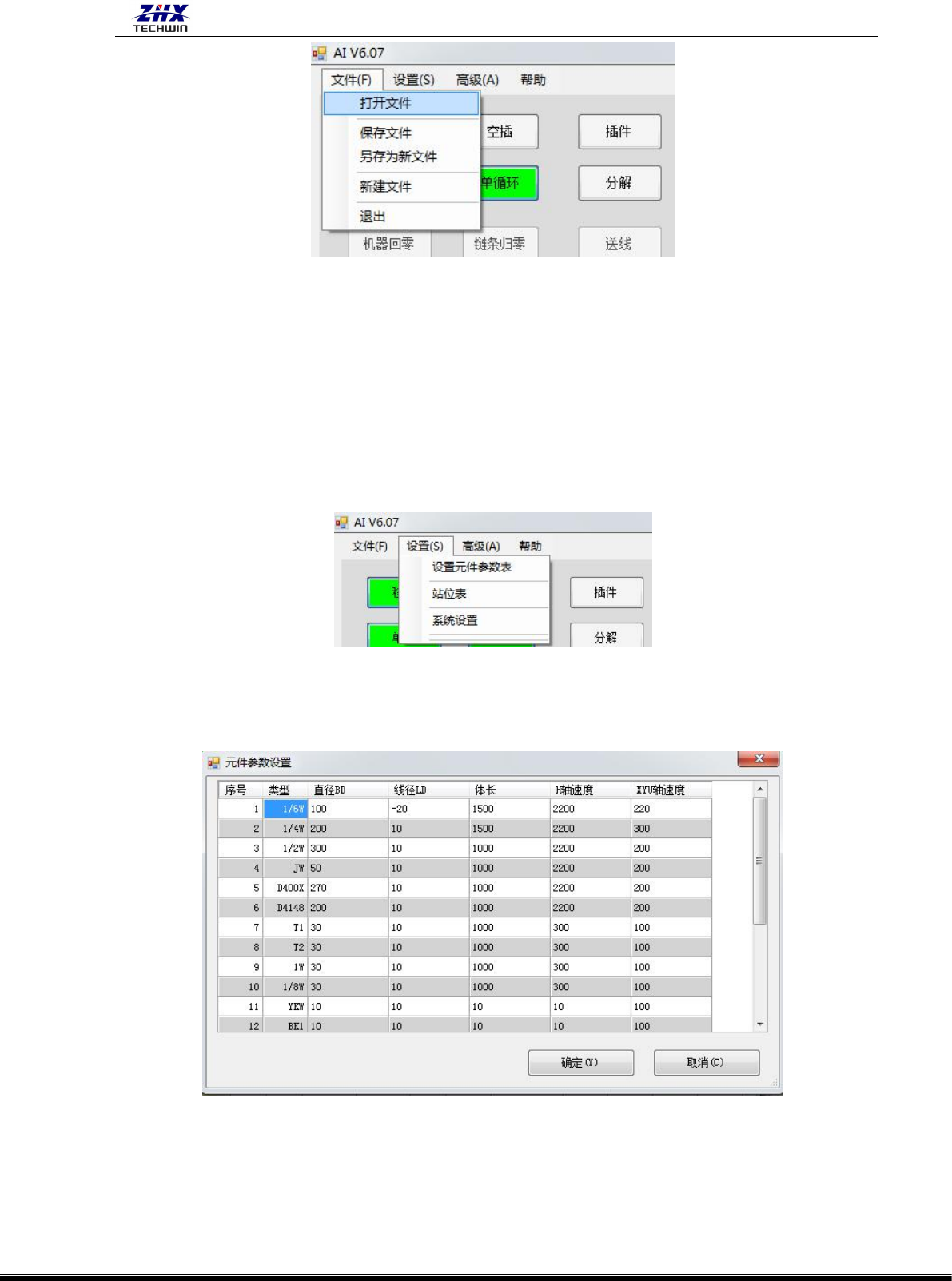
1)文件
单击:单步+文件=打开文件、保存文件、另存为新文件、新建文件夹、退出(文字格式解
释:点击中『单步』,再点击中『文件』,会弹出『打开文件、保存文件、另存为新文件、
新建文件夹、退出』等功能键,后续同种格式依此类推。)
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 13 -
打开文件: 打开已制作好的生产文件。
保存文件: 将生产文件保存到指定的文件夹。
另存为新文件: 将生产文件保存到新的文件夹里。
退出: 退出生产菜单,返回上一级操作系统。
2)设置
单击设置弹出下拉菜单。包括有设置元件参数表、站位表、系统设置三个部分。(如
下图)
(1)设置元件参数表:
元件参数是将插件程序中的所有元件按一定的标准归类,并描述元件体特征。
单击它会显示以下参数(如图):
序号: 元件的序号。
型号: 元件的型号类型,以功率大小来划分。
直径 BD: 元件本体的直径。
线径 LD: 元件引线的直径。
体长: 元件本体的长度。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 14 -
H 速度: 插件轴 H 的速度。
XYU 速度: 工作台和 U 轴移动的速度。
确定: 保存修改好的参数并应用。
取消: 退出当前,返回上一级操作系统界面。
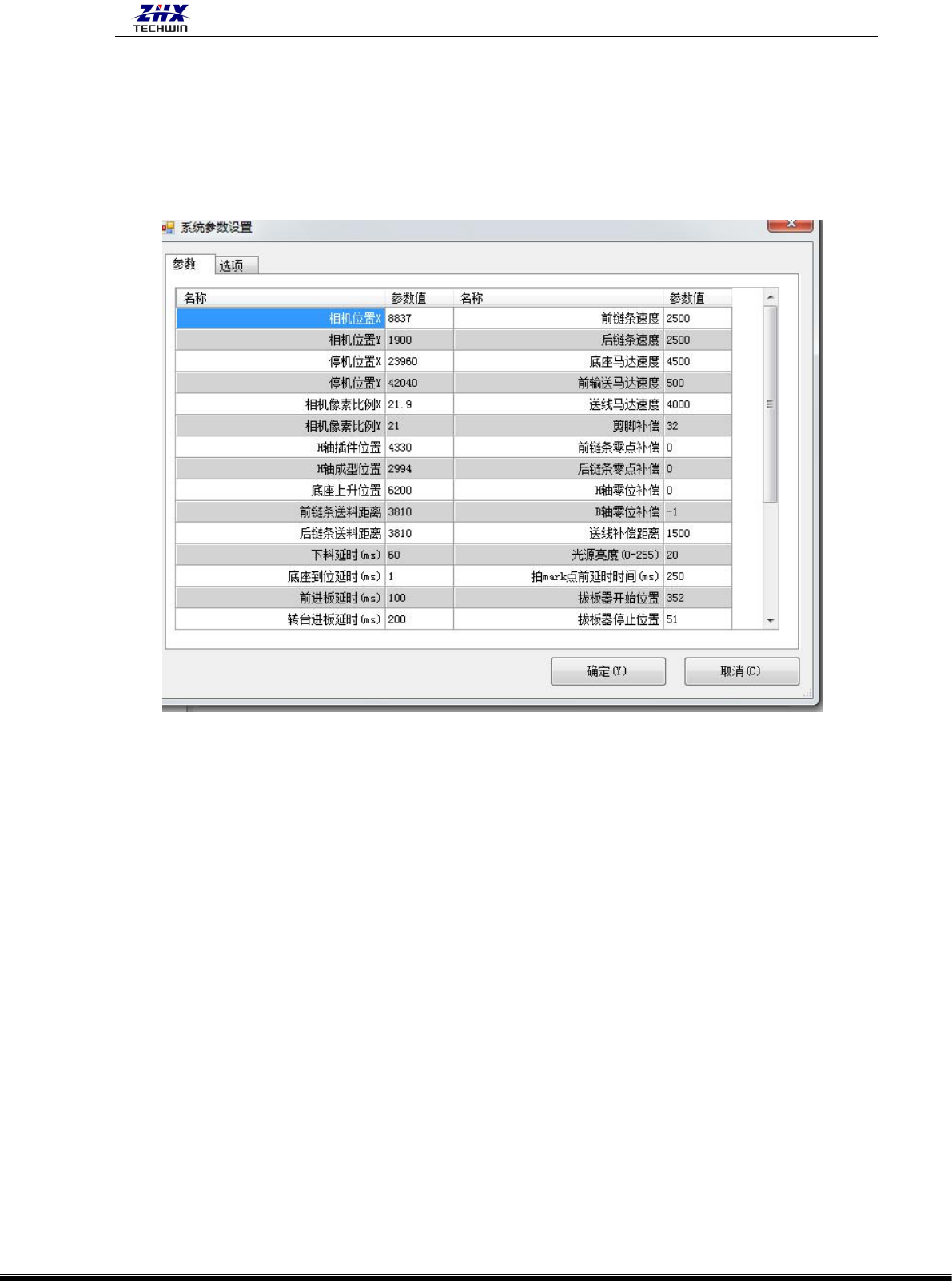
(2)系统设置:
1>参数
机器的所有参数调整都在系统设置里进行,包括相机位置 X 和 Y、H 插深位置、成型 H 轴位置、
送线补偿、底座马达速、停机位置 X(Y)、光源亮度调节等。当修改了其中的参数后要点击“确定”
即可。
相机位置 X:以一对成型刀的中心为零点,相机在 X 轴方向的坐标。
相机位置 Y:以一对成型刀的中心为零点,相机在 Y 轴方向的坐标。
停机位置 X:工作台归零后,X 轴所在的实际位置,要超前零位。
停机位置 Y:工作台归零后,Y 轴所在的实际位置,要超前零位。
前链条速速:前链条的移动速度。
后链条速速:后链条的移动速度。
相机像素比例:调节 XY 相机像素的比例。
H 插键位置:插件头插入深度位置。
成形 H 轴位置:插件头下插时元件成形的位置。
底座上升位置:底座上升的高度位置。
前链条送料距离:前链条送料的位置距离。
后链条送料距离:后链条送料的位置距离。
下料延时:下料后的时间延迟。
底座到位延时:底座到达指定位置后的时间延时。
进板延时:进板后的时间延时。