A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第14页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 14 - H 速度: 插件轴 H 的速度。 XYU 速度: 工作 台和 U 轴移动的速度。 确定: 保存 修改好的参数 并应用。 取消: 退出 当前,返回上 一级操作系统 界面。 (2)系统设置: 1>参数 机器的所有 参数调整都在 系统设置里进 行,包括 相机位置…
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 13 -
打开文件: 打开已制作好的生产文件。
保存文件: 将生产文件保存到指定的文件夹。
另存为新文件: 将生产文件保存到新的文件夹里。
退出: 退出生产菜单,返回上一级操作系统。
2)设置
单击设置弹出下拉菜单。包括有设置元件参数表、站位表、系统设置三个部分。(如
下图)
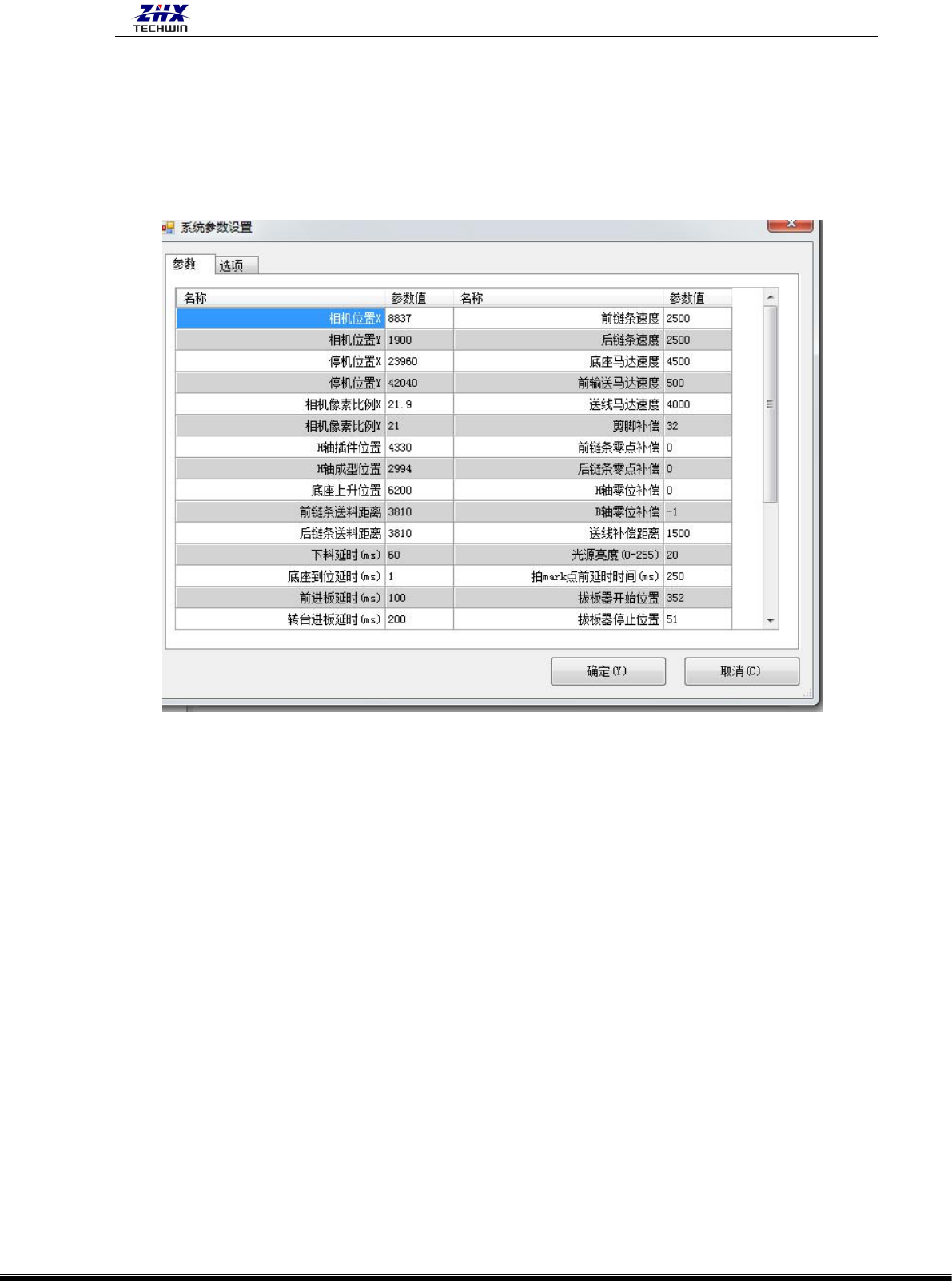
(1)设置元件参数表:
元件参数是将插件程序中的所有元件按一定的标准归类,并描述元件体特征。
单击它会显示以下参数(如图):
序号: 元件的序号。
型号: 元件的型号类型,以功率大小来划分。
直径 BD: 元件本体的直径。
线径 LD: 元件引线的直径。
体长: 元件本体的长度。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 14 -
H 速度: 插件轴 H 的速度。
XYU 速度: 工作台和 U 轴移动的速度。
确定: 保存修改好的参数并应用。
取消: 退出当前,返回上一级操作系统界面。
(2)系统设置:
1>参数
机器的所有参数调整都在系统设置里进行,包括相机位置 X 和 Y、H 插深位置、成型 H 轴位置、
送线补偿、底座马达速、停机位置 X(Y)、光源亮度调节等。当修改了其中的参数后要点击“确定”
即可。
相机位置 X:以一对成型刀的中心为零点,相机在 X 轴方向的坐标。
相机位置 Y:以一对成型刀的中心为零点,相机在 Y 轴方向的坐标。
停机位置 X:工作台归零后,X 轴所在的实际位置,要超前零位。
停机位置 Y:工作台归零后,Y 轴所在的实际位置,要超前零位。
前链条速速:前链条的移动速度。
后链条速速:后链条的移动速度。
相机像素比例:调节 XY 相机像素的比例。
H 插键位置:插件头插入深度位置。
成形 H 轴位置:插件头下插时元件成形的位置。
底座上升位置:底座上升的高度位置。
前链条送料距离:前链条送料的位置距离。
后链条送料距离:后链条送料的位置距离。
下料延时:下料后的时间延迟。
底座到位延时:底座到达指定位置后的时间延时。
进板延时:进板后的时间延时。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 15 -
转台进板延时:板进入转台后的时间延时
前链条速速:前链条的移动速度。
后链条速速:后链条的移动速度。
底座马达速度:底座马达的速度。
前输送马达速度:运输马达的运输速度调节。
送线马达速度:送跳线的马达速度。
剪脚补偿:剪脚气缸的工作时间。
前链条零点补偿:前链条归零零点后,位置还未到达零点,需要进行补偿
后链条零点补偿:后链条归零零点后,位置还未到达零点,需要进行补偿
H 轴零位补偿:H 轴归零位后,再进行补偿。
B 轴零补偿:B 轴归零后,再进行位置补偿。
送线补偿距离:跳线的跨距上增加的数值,方便于成形及插件。
光源亮度:相机拍摄的画面的零度调节。
拍 mark 点延时时间:拍 Mark 点的时间延时。
拔板器开始位置: 拔板器开始时的初始位置。
拔板器停止位置: 拔板器完成后的停止位置。
确定:保存修改好的参数并读取运行。
取消:退出当前,返回上一级操作系统界面。
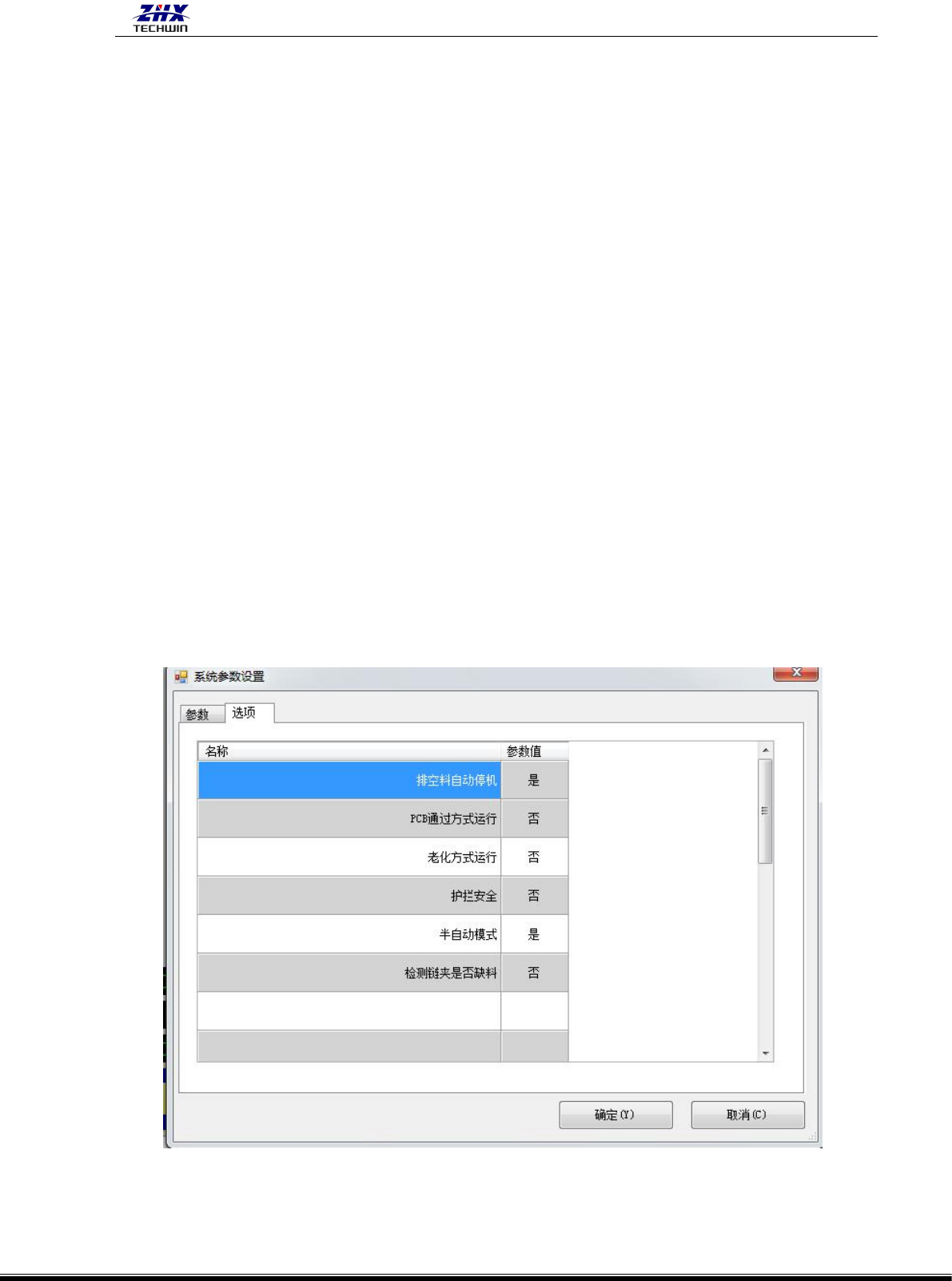
2>选项
根据系统需要来进行调整,点击参数值,选择是/否,然后点击确定,就完成了选项的操作,
如果不保存就点击取消。
3)高级 单击设置弹出下拉菜单。包括有及其参数设置、密码设置、IO 诊断、语言、设备
运行信息五个部分。(如下图)