A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第23页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 23 - 四章 程序编辑。 7、 调入程序 单击界面 “文件” , 单击 “读取程序” , 再单击要执行的程序名; 设置 “目 标数量”。 8、先后操作“影校、空转” “影校” 见第三章操作界面上各功能"键"介绍的 “程序编辑”部分。 执行此操作 是为了检查程序内的坐标是…
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 22 -
注意:
保存:按保存键则保存在 D 盘的统计记录里.
清除:按清零键则所有关运转信息都为 0.
取消:按取消键则退出运行信息。
■
生产信息,包括产量、待机时间、插件时间等信息,可将它保存,自动保存到 D 盘的“自动插件机”
文件夹里的“统计计录”文件夹里,按时间命名存档,点文件下拉菜单退出生产菜单时也会自动在
这里存档。
4)帮助:
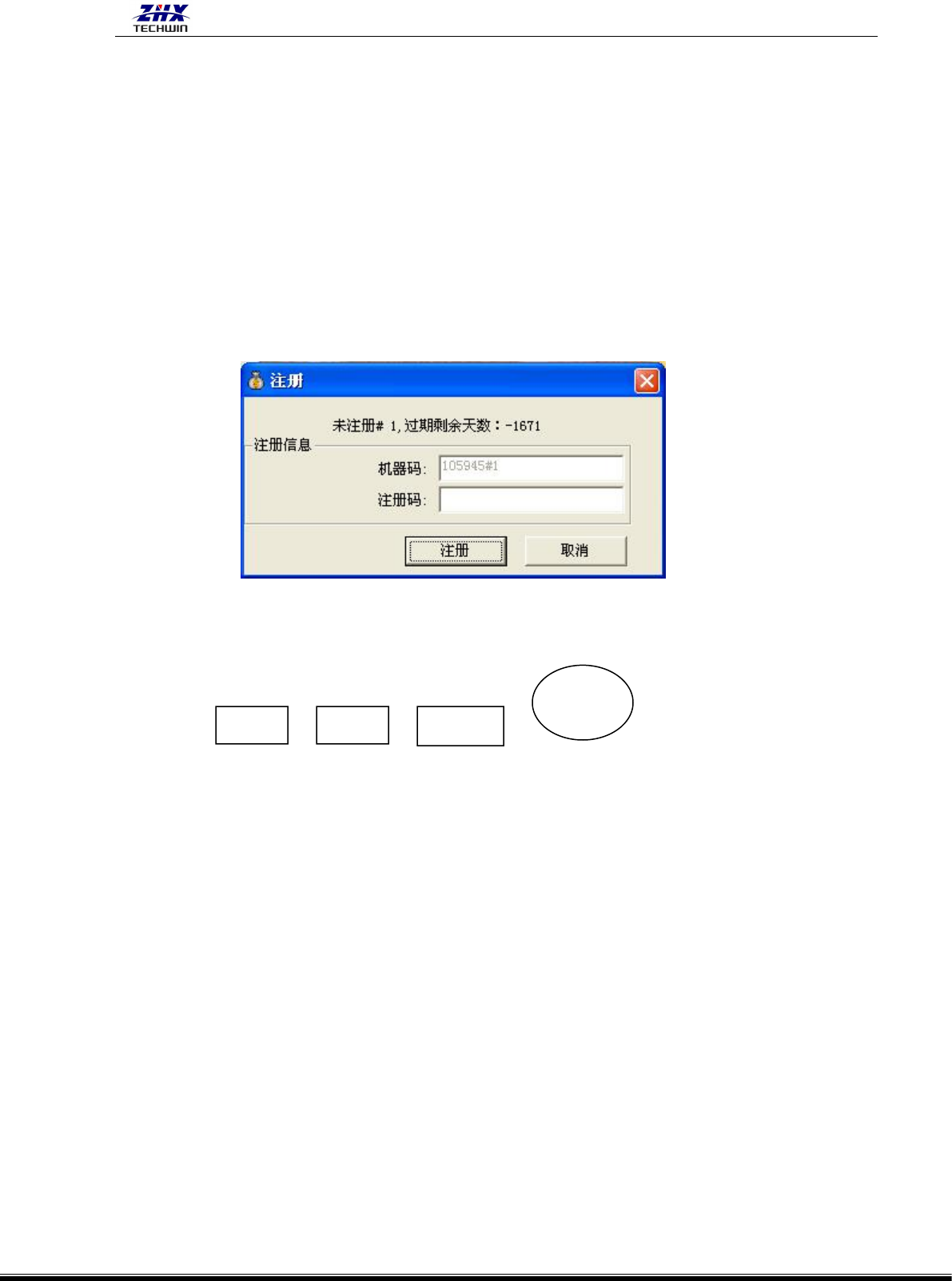
单步 + 帮助 弹出注册
注册:自动插件机到期系统会提示注册信息,(如有快过期的设备,请把机器码记入与中禾旭联系)
6
、面板按键说明
1) 启动:和操作界面上的“启动”的功能一样。
2) 停止:和操作界面上的“停止”的功能一样。
3) 补跳线:按此键将漏件跳线原位补上。
4) 急停:紧急情况下的停止按钮,压下它,机器的关键控制电源被断开(马达和伺服器)。
三、操作步骤
1、机器通电 将主机架左侧的主电源断路开关拨上。
2、打开电脑 “电脑”按键。电脑安装在操作面板正下面,打开机盖可见。
3、机器通气 点击操作控制面板上的“气源”按键,使底座在通气状态。
4、打开急停开关 把外壳上的急停开关顺时针旋起。(旋钮弹起。)
5、 进行诊断 看信号状态是否正常,检查动作的有、无,判断机器的控制部分是否正常。
见第三章操作,操作界面上各功能"键"介绍的“诊断”部分。
6、编程 见第三章 操作,操作界面上各功能"键"介绍的 “程序编辑” 部分;以及第
启动
停止
补跳线
急停
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 23 -
四章 程序编辑。
7、 调入程序 单击界面“文件”,单击“读取程序”,再单击要执行的程序名;设置“目
标数量”。
8、先后操作“影校、空转”
“影校”见第三章操作界面上各功能"键"介绍的 “程序编辑”部分。执行此操作
是为了检查程序内的坐标是否准确,也是检查 X 轴、Y 轴工作台是否在安全范围内移动,
否则,在执行“空转”时会损坏设备。
“空转”见第三章操作界面上各功能"键"介绍的“空转”部分。执行此操作是为
了检查插件轴是否动作正常,同时也是让各工作机构“热身”。
9、插件,插件链条和排料链条运作。
1) 先执行“单步+插件”检查元件插入的效果。如果插入效果不好,请参见第五章调
整、保养中的“机械、电脑参数的调整”。
2) 插完一块板,并检查插入效果,如:元件的位置是不是正确;有没有遗漏,否则增
加程序。。。。。。。。
3) 执行 “连续 + 插件”
10、关机
1)退出操作系统:见第三章 操作之操作界面上各功能"键"介绍的 “退出程序”部分。
2)关急停:压下机器外壳上的急停按钮。◎
3)关电脑:见第三章 操作之操作界面上各功能"键"介绍的部分“关电脑”部分。
4)关主电源:将右侧的主电源断路开关拨下。
警告:本设备严禁两人以上同时操作和维护,维护时一定要按下面板上的急停按钮或关闭
电源。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 24 -
第四章 程序编辑
对电路板插装电子元件前,必须要给电脑输入一个特定的插件程序。该程序指明了:
插装的先后顺序----1,2,3.。。。。。。;第一个元件在机器工作台上的位置---X、Y 坐
标值,即 OS 位置;每个元件的孔位的绝对坐标(X、Y)值;以及元件的两个引脚间的跨距
(U)值等。做此程序的过程我们称之为“编程”。
一、 程序说明
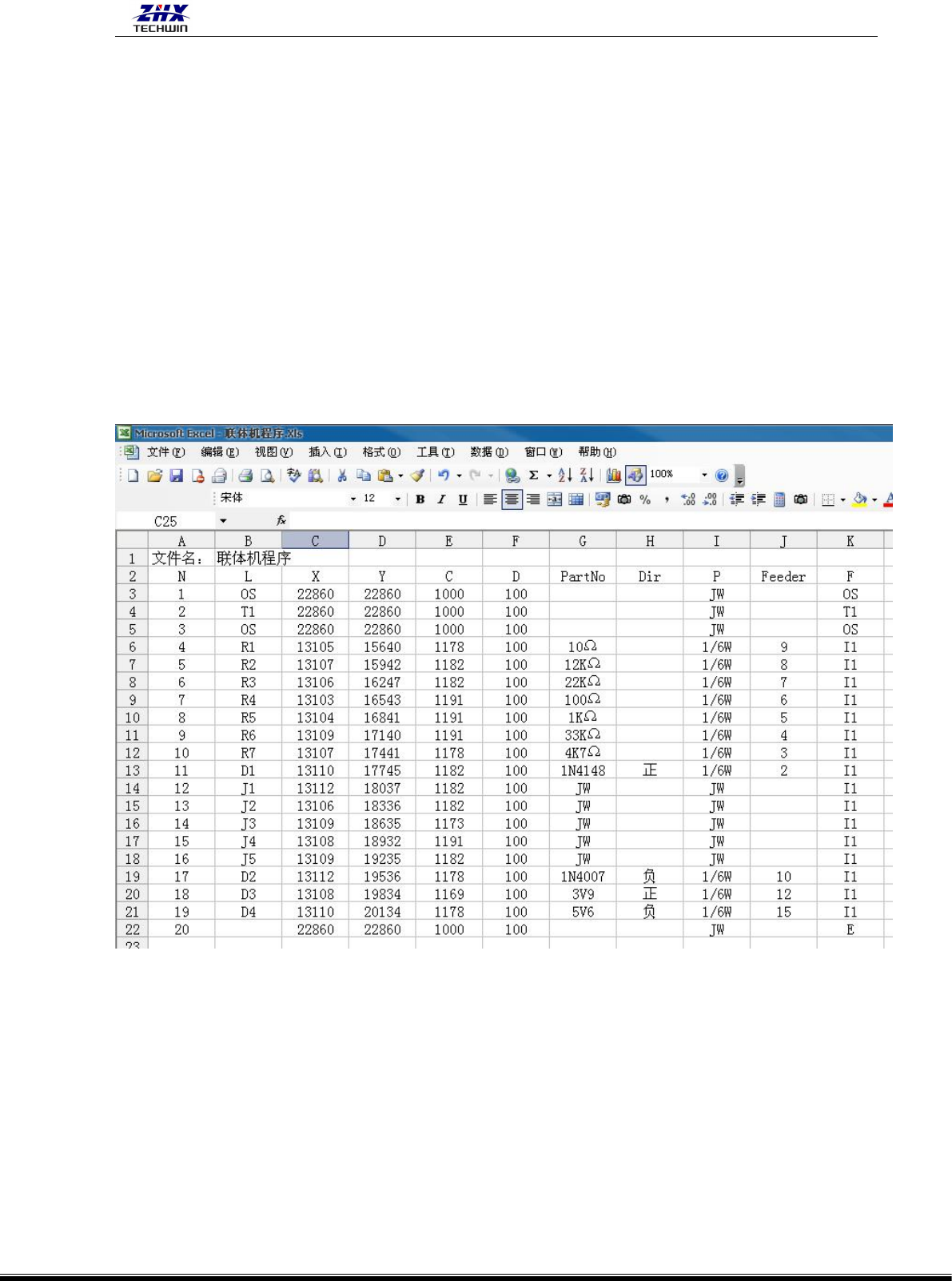
1、本设备程序采用 Excel 格式编辑,使用公制绝对坐标,可以将环球机、DYNA 机、模版的
程序导入并编辑成本设备使用的程序。下图是本设备的一个程序列子:
2、以上程序表内的所有功能性代码中的英文字母都必须是大写。
3、所有的尺寸数值都是用实际的公制之毫米值乘以 100。
4、程序的内容解释如下:
文件名:程序的第一行第一列,可以任意命名。
程序名:程序的第一行第二列,可以任意命名,但是要使人能清楚的看出是哪种 PCB 板
的程序。
N: 程序的第二行第一列,序号列。机器执行程序的先后顺序。
L: 程序的第二行第二列,PCB 板上插入点的位置编号,最好全部和 PCB 板上的编号
一致。