A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第44页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 44 - 9 、接料的调整 1、 接料的调整是整机的关键, 能否调好直接关乎插件的质量。 接料调整的部件包括接 料 轮、排 料链 条上 的三 工位 链夹、 站位 。 工 作 流程 : 驱动 站位 切 断元 件 →元件 准 确 落到 三 工 位链 夹上 并 随排 料 链向 …
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 43 -
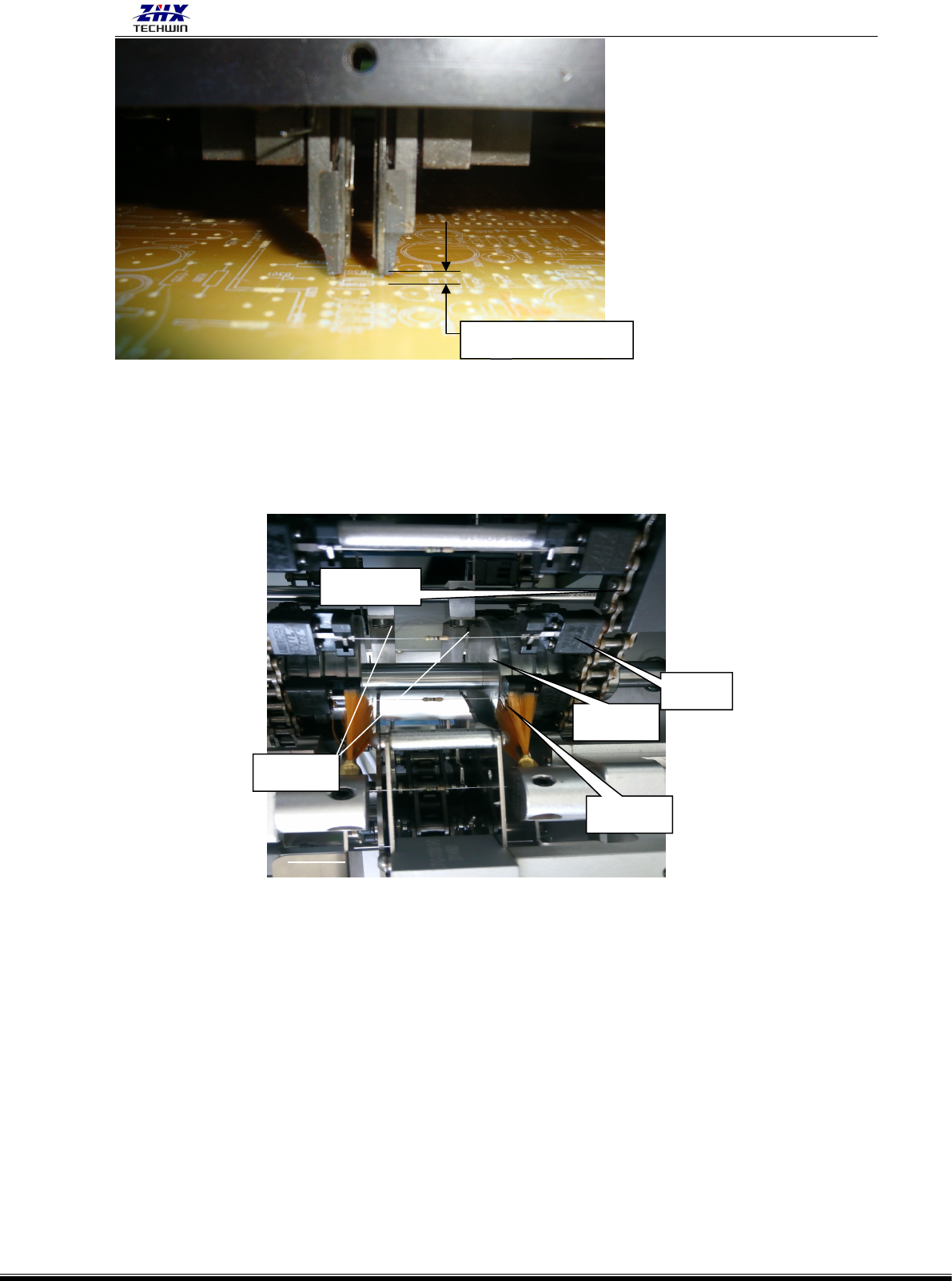
1)、下图为调整链条的位置
8、 送料链条的调整
衔接处
链夹
张合轮
送 料 链
M5 螺
如图步骤如下:1、先把左边张合轮的两个 M5 螺丝松开,右边的两个螺丝锁紧。
2、如图让元件大概在中间,左右链夹分别夹紧元件两脚 ,用手慢慢拉动
左边的链条,让两个链夹和被夹元件大概在同一直线上,调好后把左边的
两个螺丝锁紧。
3、进入机器操作系统的诊断界面,慢慢点 MOVE1 按键,链条就会慢慢动起
来,用本机器配的专用工具,测试元件的稳定性(不偏、不离、不弯、不
掉)。
4、若出现偏离、弯脚、掉料、请按前边步骤调整,直到元件的稳定。
0.25mm(0.010in)

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 44 -
9
、接料的调整
1、接料的调整是整机的关键,能否调好直接关乎插件的质量。接料调整的部件包括接 料
轮、排料链条上的三工位链夹、站位。工作流程:驱动站位切断元件→元件准确落到三工
位链夹上并随排料链向前移动→排料链把元件送上接料轮上→接料轮再把元件送到送料链
夹上,元件被夹紧向前移,完成接料。
图解如下:1)、驱动站位切断元件 → 元件准确落到三工位链夹上并随排料链向前移动
2)、排料链把元件送上接料轮上
3)、接料轮再把元件送到送料链夹上,并被料夹加紧,向前移
排料链条
站位

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 45 -
1)、调整接料轮的位置如下图:
1)、由于两个接料轮尺寸一致,每个轮上都打了 2 个销孔,且位置也一致,每个轮上
的 2 个销孔到圆心成直角,这样就可用专用的销分别插进两个轮上对应的销孔,就起到定
位的作用,即使得两个接料轮边缘上的 V 型槽在同一直线上了,起到挂料平衡 。按这样的
原理,调整料轮时,如下图先把锁接料轮的螺丝松开,然后在侧边把专用销分别对应插到
两个轮上的孔,由于螺丝松开了,就可以左右移动接料轮,注意,两个接料轮在和送料链
夹衔接处,左边接料轮与左边送料链夹之间距离为 2 毫米,右边接料轮与右边送料链夹之
间距离为亦为 2 毫米。调好后,即可把接料轮的螺丝锁紧,把专用销也拔出来,就完成。
送 料 链
衔接处
送 料 链
接料轮
2)、接料轮与送料链夹的调整