A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第35页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 35 - (3) 将马达支架向后或向前移,实现张紧或放松切割与打弯同步带, 以满足张力要求 。 (4)松开砧座轴支架 固定螺钉, 将该支架向上 或向下移,实 现张紧或放松 同步带,以 满足张力要求。 (5)锁紧轴座的固定螺丝。 3) X 、Y 驱动 同步带调整 在 X 、…

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 34 -
(
1
) 断开 H、U 轴伺服马达的电源,使伺服不使能运行。
(2) 以手动方式将插装头移至降下位置。
(
3
) 根据需要转动 U 轴马达,将外成形器(上成型刀)间的距离置为 20mm±0.25mm。
(4) 松开正极限光电开关检测片上的机米螺丝。
(
5
) 由前到后慢慢转动检测片,一旦 U 轴正极限光电开关被触发(信号由高变为低)就停
止转动。
(6) 旋紧检测片上的机米螺丝。
(
7
) 根据需要转动 U 轴马达,将外成形器(上成型刀)间的距离置为 5 mm±0.25mm。
(8) 松开负极限光电开关检测片上的机米螺丝。
(9) 由后到前慢慢转动检测片,一旦 U 轴负极限光电开关被触发(信号由高变为低)就停
止转动。
(10)旋紧检测片上的机米螺丝。
(
11
)松开 U 零位光电开关检测片上的机米螺丝。
(
12
)根据需要转动 U 轴马达,将外成形器(上成型刀)间的距离置为 10mm±0.25mm。
(13)由前到后慢慢转动检测片,一旦 U 轴零位极限光电开关被触发(信号由高变为低)就
停止转动。
(14)旋紧零位光电开关检测片上的机米螺丝。
5、各马达同步带的调整
整台设备的传动机构上有八条同步带,同步带应适度张紧。当同步带过度张紧时,会
产生过度磨损,会影响设备的精度和效率。如:过度拉紧同步带会导致相应杆的轻微弯曲,
传动带过松会引起“跑位”(如坐标不准)。以下分别介绍各传动部分同步带的调整方法。
1)、插件头驱动同步带。
该同步带张力也可改变 H 轴极限开关的设置,也会影响插件的松紧度。如欲检查张力是
否正确,可在驱动带跨距中施加—0.45kg(1 磅)的压力,这一压力应使驱动带弧度下垂 10mm,
如仍需调节,请按如下过程进行:
(1) 松开头部 H 轴电机架螺钉,将电机位置向后移。
(
2
) 旋转电机支架,增大或减小插装器驱动带张力.
(3) 松开同步轮的机米螺丝,将两个同步带轮调整在一条直线上
(
4
) 锁上机米,将同步带调到张力内,然后锁上电机架螺丝
2) 底座同步驱动同步带。
如欲检查同步带的张力是否正确,应在其跨距中央施加 0.45KG(1 磅)的压力,这一压力
应使其弧度下垂 12mm。
(1)松开轴座的固定螺丝。
(2)松开同步轮上的抱箍,将每对同步轮的轴向中心调在一条直线上。

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 35 -
(3)将马达支架向后或向前移,实现张紧或放松切割与打弯同步带,以满足张力要求 。
(4)松开砧座轴支架固定螺钉,将该支架向上或向下移,实现张紧或放松同步带,以
满足张力要求。
(5)锁紧轴座的固定螺丝。
3) X 、Y 驱动同步带调整
在 X 、 Y 驱动带跨距中央施加 0.45kg(1 磅)的压力,这一压力应使同步带弧度
下垂 6mm。如果没达到此要求,请按如下过程进行调整:
(
1
) 松开伺服电机支架螺钉。
(2) 将每条同步带的两个同步轮的端面调整在一条直线上平齐。
(
3
) 将 X 轴伺服电机支架向前或向后移,将 Y 轴伺服电机支架向左或向右移,实现
张紧或放松同步带,以满足张力要求。
(4) 锁紧电机支架螺钉。
4)、链条马达的同步带调整
如下图松开螺丝向上或向下推动机构就可调皮带的松紧度,调好再锁紧螺丝。
松开此螺丝
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 36 -
6
、转盘校准
旋转圆盘应在常规的操作环境温度下进行调节,这样方可转动自如,而不会出现过度的
空隙。旋转圆盘的调节要用量规配合。下列调节仅可由专职的受训人员执行。调节转盘端
面从动轴承可令其自由转动,每个转盘上有四个从动轴承,右侧的从动轴承用于调节对中,
而左侧的从动凸轮则用于调节过度间隙。转盘就位后,两个从动轮均在转动时对转盘起控
制作用。
下列过程应小心:不可移动转盘底部四个位置上的从动轴承板,它们均在出厂前经过
精密校正且不可调节。(注:用量规测试转盘前,夹具应先到达工作环境。)
1
) 调平工作台.
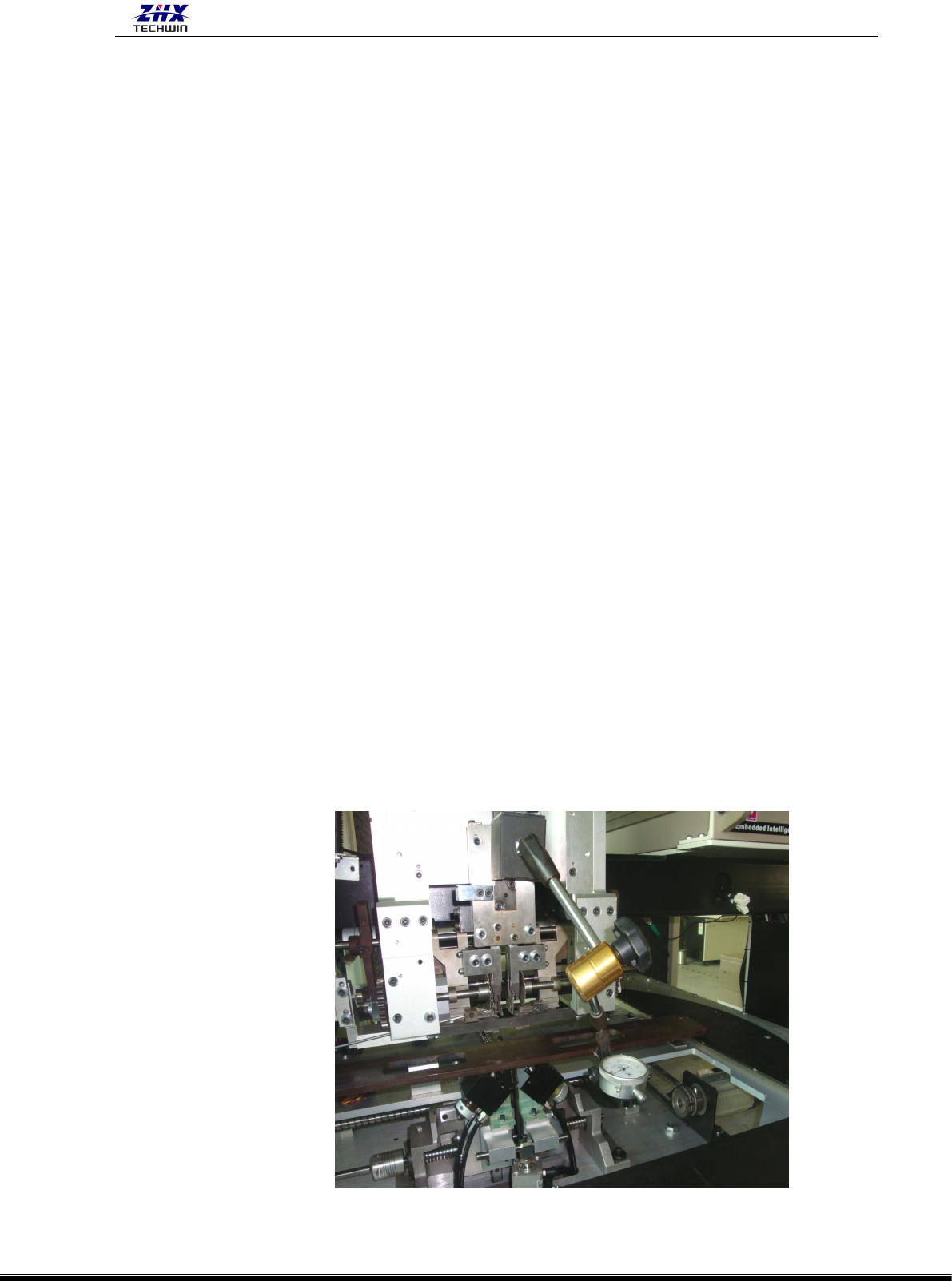
2) 将千分表的底座固定在刀盒盖的平面上,在工作台上固定专用治具。
3
) 首先调整横向直线度,再调整纵向直线度,在诊断模式下,设定好调校的范围
为 300mm,调校速度为 5mm/s 。检验的标准是:丝杆跑 300mm 范围内,百分表跳
动范围在正负 0.03mm 就是合乎标准。
4
) 使用 诊断,让 X 轴在 300mm 行程范围内,以 5mm/s 的速度反复移动 。记录下最大
偏差的数值及产生该偏差的位置。
5
) 同样,让 Y 轴在 300mm 行程范围内,以 5mm/s 的速度反复移动 。记录下最大偏差
的数值及产生该偏差的位置.
6
) 比较在 X 与 Y 轴上所得读数.
(
1
) 如在相同方向上所有四个读数偏差相同,就需调节转盘锁定主块。
(2) 如果四个读数的偏差值都不一样,第一个调节步骤就是先调节转盘锁定主
块,其它的三个步骤就是调节转台锁定爪。
(3) 如有一个读数有偏差,而其他三个一样,只需调节转台锁定抓。