A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第32页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 32 - 3 、元件对中机构 的调整 用直径 为 1mm 的 顶针 放在 料夹 上, 对中 夹片 刚好 与顶 针接 触, 对中 夹片 末端 (即 最外 面尖端) 与顶针的距离为 4.5mm 左右 (最佳值为 4.5mm) ; 然后调节 “调节螺丝” , 使到对 中机构可以…
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 31 -
2
、刀盒
WS1D-07001
与左、右刀架
LT1D-05030
、
LT1D-05031
的调整。
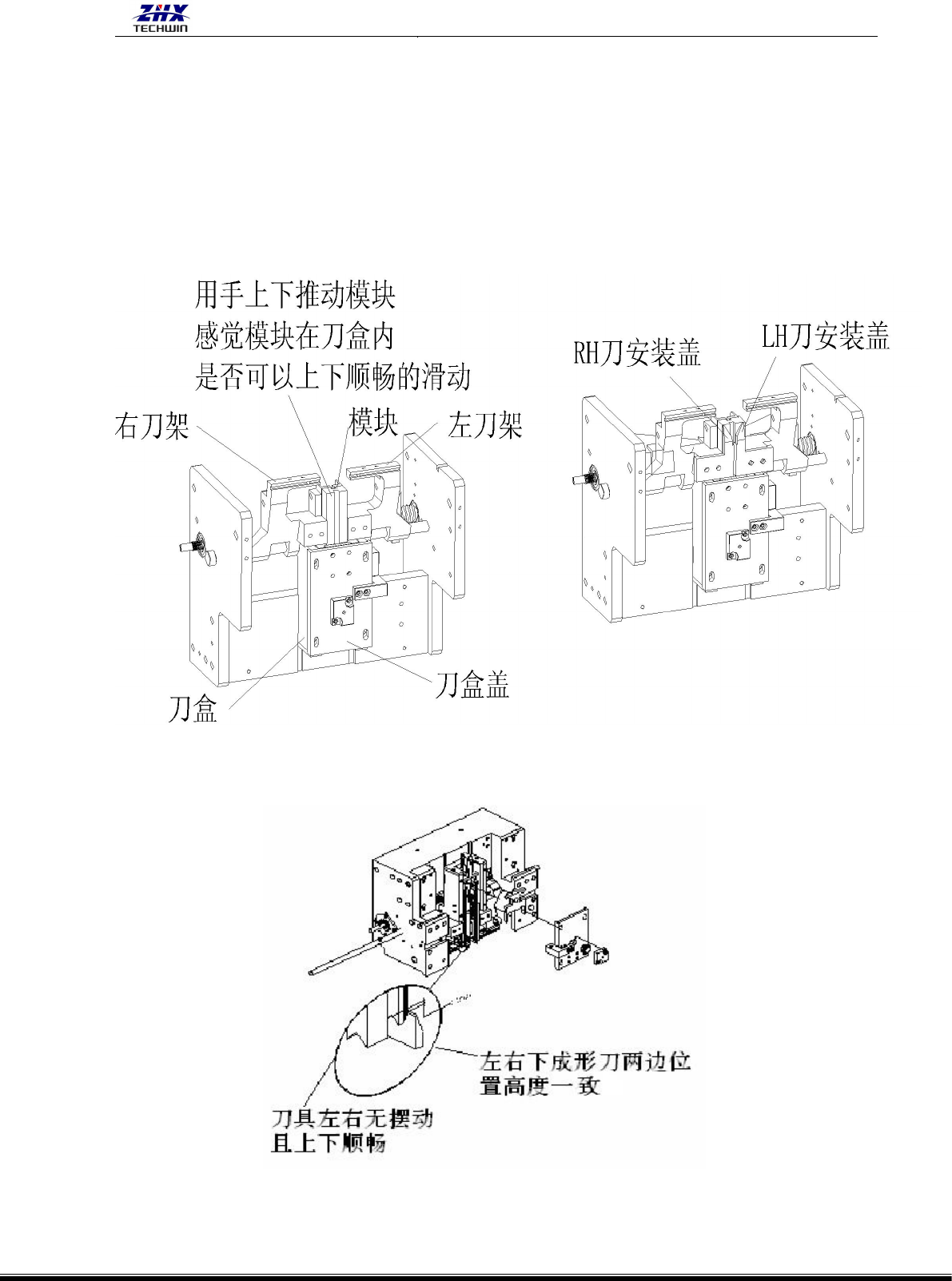
1)有一个标准的刀具模块供调整使用,具体的调整步骤为:首先将模块放入刀盒,将
其与丝杆配件 1、刀架的导刀槽贴合在一起,把 RH 刀安装盖、LH 刀安装盖装上并锁
好螺丝,将安装在左右旋丝杆与丝杆配件 2、刀架之间的连接件下 U 轴丝杆左、右配
件安装好,标准是:所有连接部件安装牢固后,用手上下推动模块,能感觉模块在
刀盒内可以上下顺畅的滑动。
2)、左右刀架 LT1D-05030,LT1D-05031 核心部件安装好之后,就可以调左右
下成形刀,调法如下图 :
把上面的机构装好并调好后,就可把它挂到头部铝块了。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 32 -
3
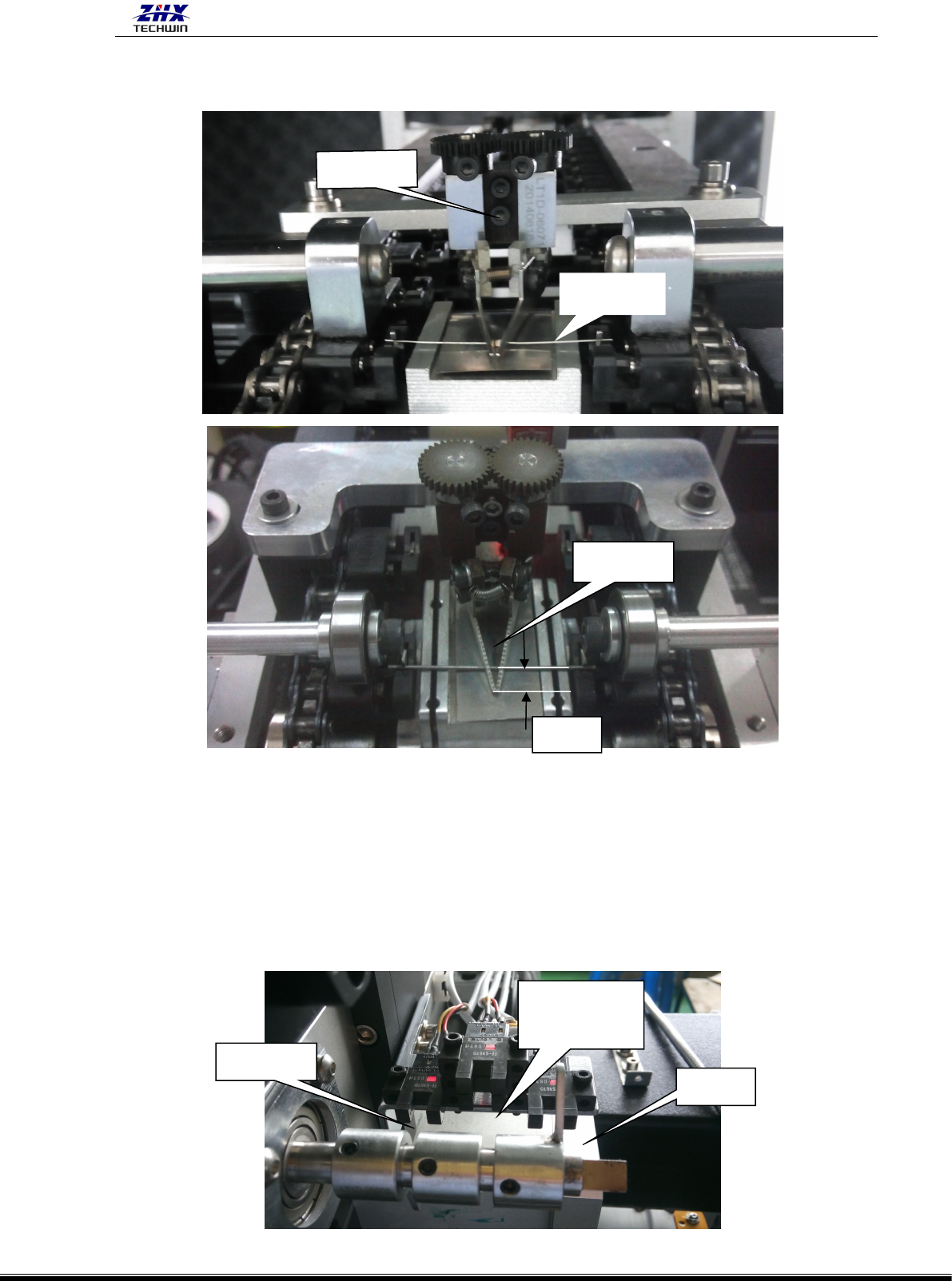
、元件对中机构的调整
用直径为 1mm 的顶针放在料夹上,对中夹片刚好与顶针接触,对中夹片末端(即最外
面尖端)与顶针的距离为 4.5mm 左右(最佳值为 4.5mm);然后调节“调节螺丝”,使到对
中机构可以在顶针上方上下跳动,跳动高度大约 2mm。
4
、 零位的调整
1)、头部各光电开关的调整
1mm 顶针
4.5mm
调节螺丝
对中夹片
H 轴原点
负极限(上)
头部安全(下)
正极限
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 33 -
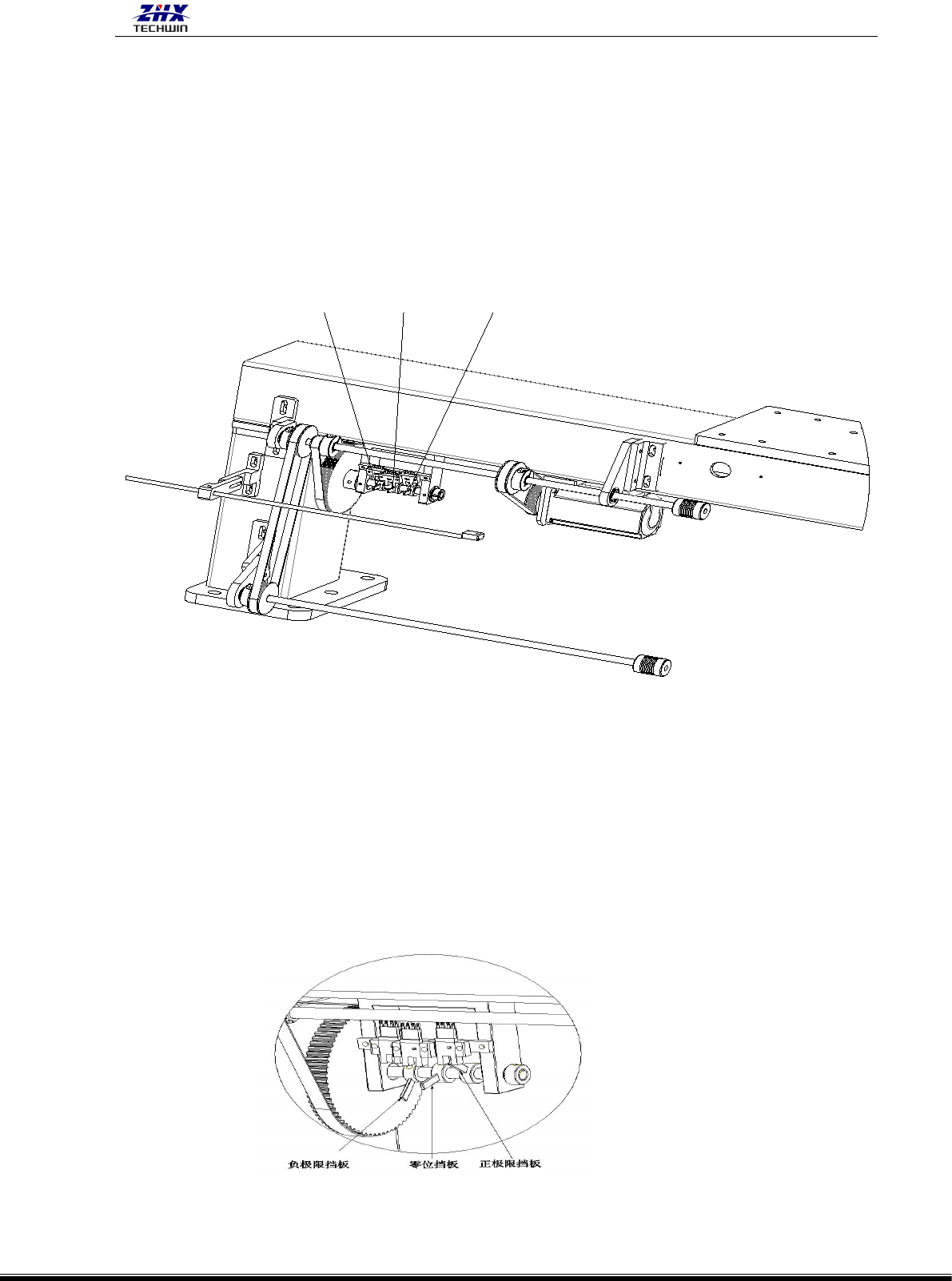
原点光电检测块调好后,打开菜单上的 “诊断”,用手转动 H 轴,查看专用输入信号
里的 H 轴的信号变化。H 轴上有三个光电检测开关如上图,分别是: H 轴原点,H 轴正极限,
头部安全, H 轴负极限 。它们的顺序是:H 轴向上时首先遇到头部安全、H 轴原点、H 轴
正极限;反方向转动头部,向下插时遇到 H 轴负极限。如果顺序反了的话,H 轴不会回到原
点位置,而会向相反的方向跑。打开 H 轴电源开关,让 H 轴自动复位,观测调整的位置是
否合乎要求,如不合乎要求就需重新调整,直到调整好为止。
2)、U 轴的调整
轴 负 极 限
轴 零 位
轴 正 极 限
U 轴负极限
U 轴零位
U
轴正极限
(1)松开轴座的固定螺丝。
(2)松开同步轮上的抱箍,将每对同步轮的轴向中心调在一条直线上。
(3)将马达支架向后或向前移,实现张紧或放松切割与打弯同步带,以满足张力要求 。
(4)
松开砧座 U 轴支架固定螺钉,将该支架向上或向下移,实现张紧或放松同步带,以满
足张力要求。
(5)锁紧轴座的固定螺丝。
3)、U 轴与零点、极限开关调整步骤如下: