A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第27页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 27 - 6、坐标数据量好后, 在电脑的 D 盘之 “中禾旭数据” 文件夹内新建一个 EXCEL 格式工作表, 输入文件名,把坐标数据全部输进工作表,并将实测数据乘以 100,制作成中禾旭机器 需要的生产用程序,程序格式如下例:(以下是转台顺转,连续插件的程序) 文件名:…
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 26 -
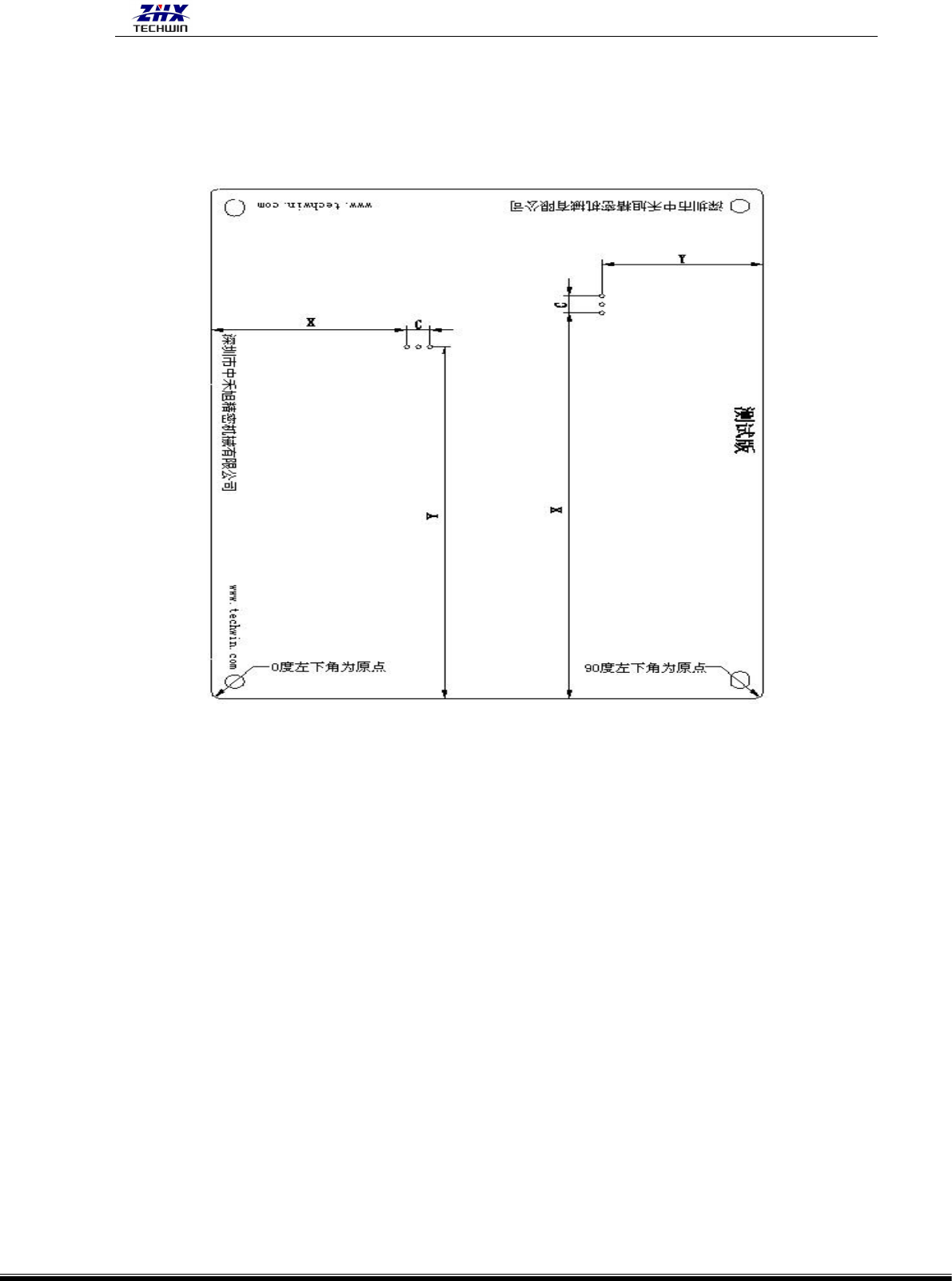
留小数点后两位数。插件元件的两孔间的中心距就是跨距,也就是中禾旭数据的 C。0 度一
面的坐标全部量好后,接着要量取 90 度面的坐标数据。下面的图例就是 0 度时量取坐标时
PC 板的放置状态:
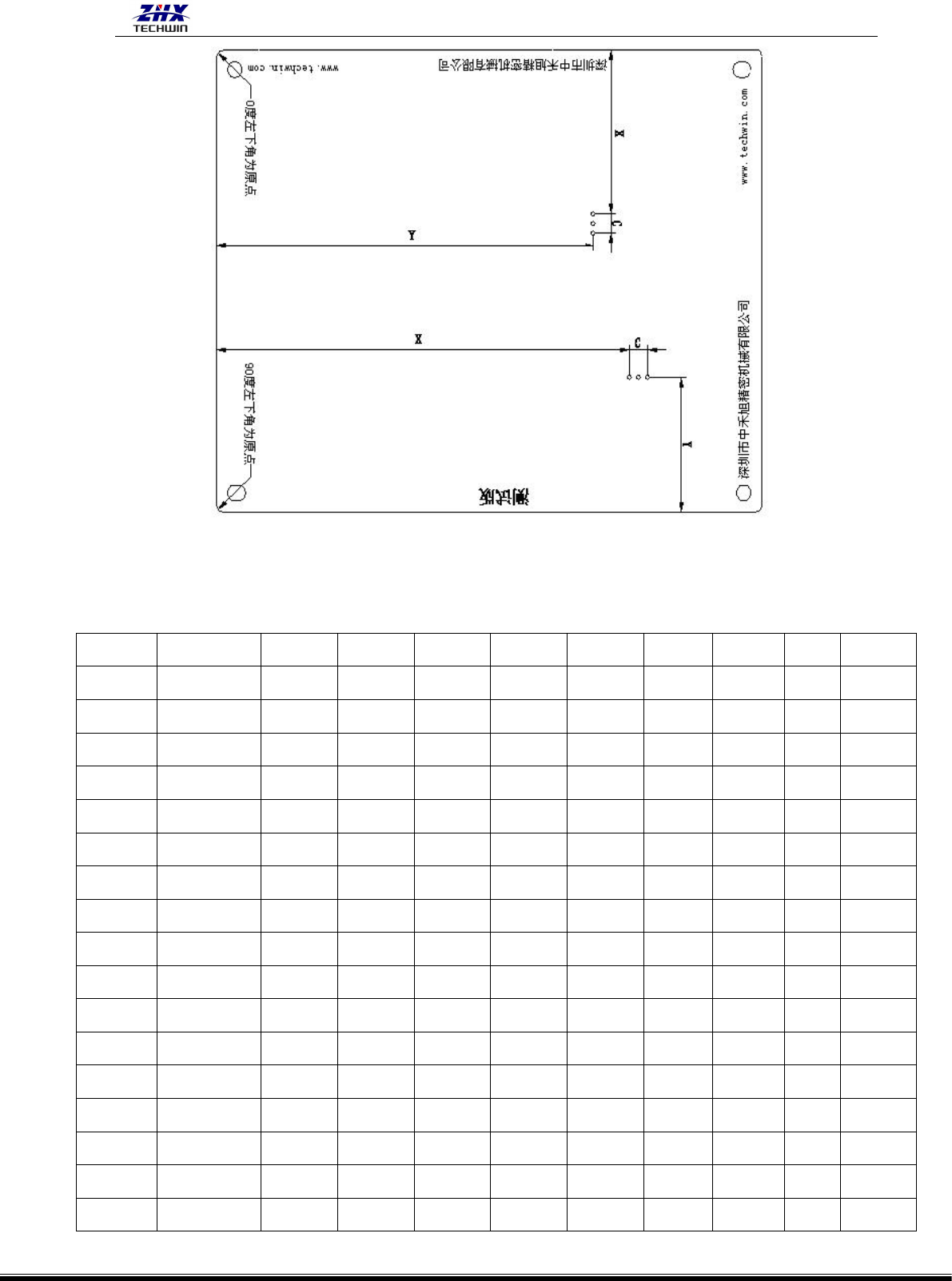
5、机器在正常的生产过程中,当 0 度一面插件完毕后,机器圆盘再旋转一 个 90 度,
此时 PCB 板的两插件定位孔变为在 PCB 板的板上边,呈一左一右的状态。此时我们量取
90 度坐标数据时,还是以 PCB 板的左下角为原点,卡尺以板的左边向右量取是 X 坐标数据,
卡尺以板的下边向上量取是 Y 坐标数据,跨距仍是元件两孔位的中心距。下面的图例就是
90 度量取坐标时 PCB 板的放置状态:
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 27 -
6、坐标数据量好后,在电脑的 D 盘之“中禾旭数据”文件夹内新建一个 EXCEL 格式工作表,
输入文件名,把坐标数据全部输进工作表,并将实测数据乘以 100,制作成中禾旭机器
需要的生产用程序,程序格式如下例:(以下是转台顺转,连续插件的程序)
文件名:
ZHX-W3
N
L
X
Y
C
D
PartNo
Dir
P
Feeder
F
1
22860
22860
1000
100
JW
OS
2
22860
22860
1000
100
JW
T1
3
22860
22860
1000
100
JW
OS
4
R1
13105
15640
1178
100
10Ω
1/4W
9
I1
5
R2
13107
15942
1182
100
12KΩ
1/4W
8
I1
6
R3
13106
16247
1182
100
22KΩ
1/4W
7
I1
7
R4
13103
16543
1191
100
100Ω
1/4W
6
I1
8
R5
13104
16841
1191
100
1KΩ
1/4W
5
I1
9
R6
13109
17140
1191
100
33KΩ
1/4W
4
I1
10
22860
22860
1000
100
JW
OS
11
22860
22860
1000
100
JW
T1
12
22860
22860
1000
100
JW
OS
13
J2
13106
18336
1182
100
JW
JW
I1
14
J3
13109
18635
1173
100
JW
JW
I1
15
J4
13108
18932
1191
100
JW
JW
I1
16
D2
13112
19536
1178
100
1N4007
负
D400X
10
I1
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 28 -
17
D3
13108
19834
1169
100
3V9
正
D4148
12
I1
18
D4
13110
20134
1178
100
5V6
负
D4148
15
I1
19
22860
22860
1000
100
JW
E
以下是一个转台不旋转,只插一个角度的程序的例子:
文件名:
ZHX-W3
N
L
X
Y
U
D
PartNo
Dir
P
Feeder
F
1
22860
22860
1000
100
JW
S
2
R1
13105
15640
1178
100
10Ω
1/4W
9
11
3
R2
13107
15942
1182
100
12KΩ
1/4W
8
I1
4
R3
13106
16247
1182
100
22KΩ
1/4W
7
I1
5
R4
13103
16543
1191
100
100Ω
1/4W
6
I1
6
R5
13104
16841
1191
100
1KΩ
1/4W
5
I1
7
R6
13109
17140
1191
100
33KΩ
1/4W
4
I1
8
R7
13107
17441
1178
100
4K7Ω
1/4W
3
I1
9
D1
13110
17745
1182
100
1N4148
正
D4148
2
I1
10
J1
13112
18037
1182
100
JW
1/4W
I1
11
J2
13106
18336
1182
100
JW
1/4W
I1
12
J3
13109
18635
1173
100
JW
1/4W
I1
13
J4
13108
18932
1191
100
JW
1/4W
I1
14
22860
22860
1000
100
JW
JW
E
在以上的两个程序例子中,有五点要注意:
1) 在转台插件的程序中,每两个 OS 坐标要一致;
2
) T1 的坐标和 I1 坐标要一致,这样转盘就可以在此插件点转台,但注意尽量在工作台中间转动,
否则圆盘转台锁定爪碰到剪脚刀上;
3
) OS 与 I1 的 X 、Y 对应坐标值不得小于 0 或大于 45000,超过此范围就是超出 X Y 的极限;
4) 当 OS 下面的插件行不是插元件而是插跳线就不需要分配头站位号了,而是直接输入 I1;
5) 注意二极管的正负方向,不插位置改为 S 机器会空插(即跳过此行)。
7、打开电脑,进入插件机操作系统。并让机器处于正常状态。
8、(快捷方式)单击“文件”——“打开”,选择刚做好的插件程序文件
点击—打开或者双击,这样系统就打开了程序文件,机器将执行这个程序。
9、启动“归零”。
10、启动“移位”——“单步”,运行到 OS 下的第一插件行,也就是偏距行。
应用“程序编辑”和“影校”, 根据实际情况选用编辑校正用的上、下、左、右箭头,
和移位的单位距离值 2、10、100……,确定新的偏距行的坐标位置,当相机校准插件孔位
后,点击 “偏距/确认”按钮,确定新的偏距坐标。