A30C&D-AS(IN)联体机操作说明书-REV03 2019.12.05(未发行)(1).pdf - 第4页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 4 - 二、机械部分 1 、机架 机架结构经 过科学的计算 ,采用铸 造结构,再经 过时效处 理,刚性好, 稳固。在机架 的四角安 装有防震 地脚,地脚的 高度可以调整 ,用来调 整机器的水平 度。 2 、 X 、 Y 工作台机构 本机是由放置 PCB 的工 作平台移动,…
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 3 -
第一章 概述
ZHX-A30-AS/-IN 系列设备是将不同种类的编带元件(如电阻、二极管、卧式独石电容等元件)通过分
配站头排料在独特的 W 形料夹上,再转送到双链条料夹送到插件头和跳线在电路板(PCB)上自动插入各种
电子零件和跳线,并将插件不良的插件状态显示在显示器及插件漏件检测的专业产品,是一种高精度、
高效能的自动化设备。
该机器的一个显著特色是:可以直接将筒状跳线不经过再次编排而直接插入到 PCB 上,可以节约 1/3 的
跳线。在自行开发的软件配合下,该机器集三种功能于一身:既能单独插跳线,又能单独插卧式电子元
件,还能跳线和卧式元件混合插。一台机器,只需要一人操作,能完成四十个人手动插件的产能。
一、机器规格参数
项目
规格参数
理论速度
28000 点/小时
插入不良率
小于 300PPM
插入方向
平行 0 度,90 度,180 度,270 度
元件跨距
双孔距 5.0mm-20mm
基板尺寸
最小 50mm*50mm,最大 450mm*450mm、285mm*320mm(在线式)
基板厚度
0.79-2.36mm
元件种类
电容器、晶体管、二极管、电阻、熔断丝等卧式编带封装料。
元件引线剪脚长度
1.2-2.2mm(可调)
元件引线弯脚角度
10-35 度(可调)
料站数量
20 站(推荐使用站数),可选(20-100 站)
机器尺寸(长×宽×高)
主机尺寸 1750mm×1400mm×1500mm
料站尺寸(长×宽×高)
900mm×1900mm×1400mm(20 站)
主机器重量
1400KG
副机器重量
750KG(40 站)
使用电源
220V,AC(单相)50/60Hz,2.0KVA;
系统保护
不间断电源(UPS)配置,断电后可运行 15 分钟内
使用功率
1.6KW(节能型)
使用气压
0.6--0.8MPa
用气量
0.3 立方/分钟

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 4 -
二、机械部分
1、机架
机架结构经过科学的计算,采用铸造结构,再经过时效处理,刚性好,稳固。在机架的四角安装有防震
地脚,地脚的高度可以调整,用来调整机器的水平度。
2
、
X
、
Y
工作台机构
本机是由放置 PCB 的工作平台移动,实现对 PCB 各个区域进行插件。
每个工作台机构都是由两条直线滑轨,中间安装一套滚珠丝杆副和伺服马达作为驱动,丝杆螺母和
平台板固定连接,丝杆的两轴端固定,马达通过同步带与其相连。马达驱动丝杆旋转,丝杆带动丝杆螺
母和台板做直线运动。
X、Y 工作台机构上各装设正负极限、减速和零位检测光电开关。机构运动超出第一极限马达就减速,
超出第二极限马达就减速后停下来,避免对伺服系统产生破坏性冲击。零位检测光电开关决定工作平台
机构在停机时的位置。
X 工作台机构安装在主机架平台上,Y 工作台机构安装在 X 工作台机构上,工作台台板采用优质进
口铝材,实现轻量化。Y 工作台机构上设置了转台机构,该转台是为了让其上固定的 PCB 能作±90°、
±180°、±360°旋转,以满足为不同方向分布的电子元件插装。该转台机构是在 Y 工作台的台板内设
置一圆转盘,圆转盘被四个横向安装的轴承托起,由四个竖直安装的轴承对其四周限位。圆盘的四周各
对应安装一个有 V 型口的定位卡座,在常态下,台板上安装的定位机构的“舌头”伸出,与定位卡座的
V 型口紧密接触,对圆盘定位。定位机构主要由两个单作用气缸、一个可伸缩的“舌头”以及固定板等
组成。当转台需要旋转时,气缸伸出,“舌头”缩,并与卡座脱离接触。圆盘的旋转由转台马达驱动,
转台马达通过同步带和一个可伸缩的圆轮机构相连。圆轮机构上安装一个气缸,当圆盘需要转动时,该
气缸伸出,圆轮和圆盘的边缘紧密接触,马达的旋转从而带动圆盘的旋转。
3、插件头和底座机构
插件头主要是由编码器、马达、齿条、轴承、同步轮、等配件组成。插件头机构安装
在 100*150*6 的方管上。其上安装有马达、齿条、轴承、同步轮、一套摄像装置等高精度、
稳定性能好的配件,。
插件头的动作是由台达伺服马达来控制送料部分和插件部分实现的。
注:插件头本体动作步骤如下:送料部分是由高精度的双链条输送元件到插件头然后通过精确的对中机构
将元件对中,再随链条送到插件头下方,此时插件主轴(H)中的齿轮轴在伺服马达的驱动下旋转旋转,
从而带动齿条向下运动,切刀也向下运动,将元件引线切断;成型刀也随之向下运动,将元件两端的引线
折弯,把整个元件折成 U 字型;推刀再继续向下运动,将折弯的元件插入到 PCB 内。此时,在剪脚机构
上下在气缸的驱动下,两个剪脚气缸同时伸出,将插入 PCB 内的引线折弯,并将多余引线剪断,电子元
件便被固定在 PCB 板上。接着,底座迅速下降回位,插件主轴迅速向上回位。直到下一个指令的到来,
再重复此动作。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 5 -
4
、跳线机构
本机器可以将光线(跳线)不经后面的分配站位编排,而直接送到插件头下方插装。送线马达旋转,牵
引光线(跳线)由左向右运动,光线同时被校直,再被送到插件头下方,等待插装。(动作同插电子元
件一样)。
5
、电、气控制部分
是为机器提供动能和控制信号的。
本机器所有的动作指令都是通过电脑输入和输出。机器的检测信号通过 I/O 板输入电脑,动作指令信号
由电脑输入到 I/O 板或伺服器。
本机器用到 220 伏交流电、24 伏和 5 伏直流电。配备 UPS 交流电源。交流电源总线上设有漏电开关,
各分支线路上设有保险管;直流电由开关电源提供。接地线系统必须规范、可靠。
每一个交流伺服马达由一个伺服器控制。各种伺服参数可以直接在伺服器屏幕读取或调整,亦可通过专
用软件,在电脑上读取或调整。伺服器屏幕上能够显示伺服系统的故障代码,实现伺服“自诊断”。
机器的气源由气控组合输入,由各路电磁阀输送给相应的气缸。
6、摄像机构
是用来在线对电路板插入坐标编程和自动纠偏。
摄像机构主要是由相机和光源组成。相机安装在插件头的左侧,并被锁定在一个上下可微调的固定架上;
相机的镜头可以调节焦距和物距;相机镜头下方安装一个光源,用于辅助拍摄;底座设有背光灯,实现
背光定位功能。
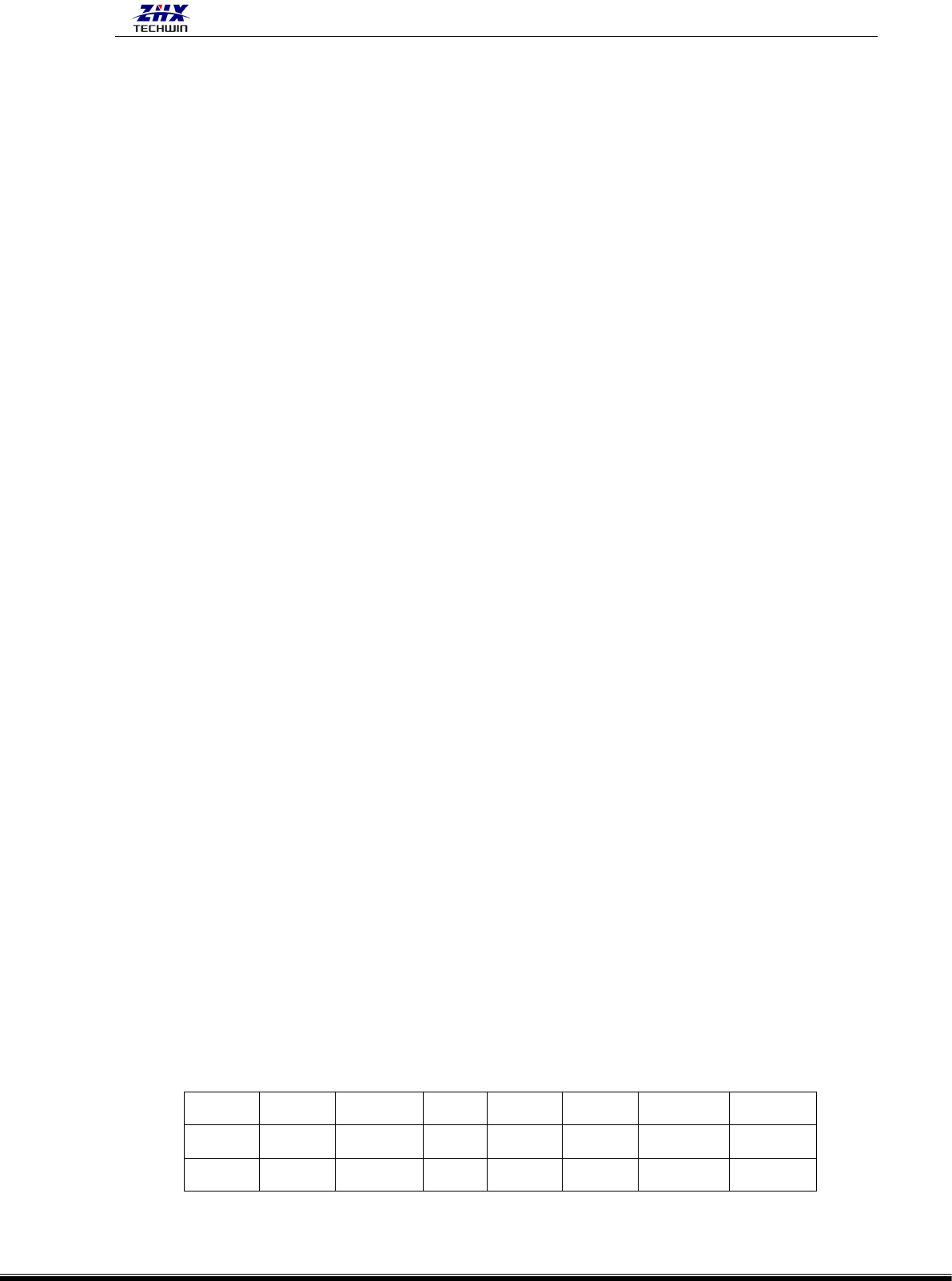
7、伺服控制
本机器共用了七套伺服系统如下图。实现运动控制的恒转矩、宽速比、高速度、高精度。是提高机
器整体性能的强有力保证。由于马达使用交流电,所以非常节能。
每一个伺服马达由一个伺服器控制。伺服减速、极限、编码器信号接入控制电脑;伺服器在由运动
控制卡、站位驱动卡和电脑控制。
各种伺服参数可以直接在伺服器屏幕读取或调整,亦可通过专用软件,在电脑上读取或调整。伺服
器屏幕上能够显示伺服系统的故障代码,实现伺服“自诊断”。
成熟的伺服软、硬件技术,使伺服系统的故障率几乎为零。
符号
H 轴
F 轴
X 轴
Y 轴
U 轴
W 轴
J 轴
名称
头部
前链条
左右
前后
跨距
送料
跳线
功率
1000W
400W
400W
400W
400W
750W
100W