N7201A616C00_0316.pdf - 第193页
NPM-W 2 EJM7DC-MB-02O-00 ■ 双轨传送带 2-5-8 -12 ●小基板第 2 位置实装: ON 时 ●小基板第 2 位置时装: OFF 时
NPM-W2 EJM7DC-MB-02O-00
2-5-8-11
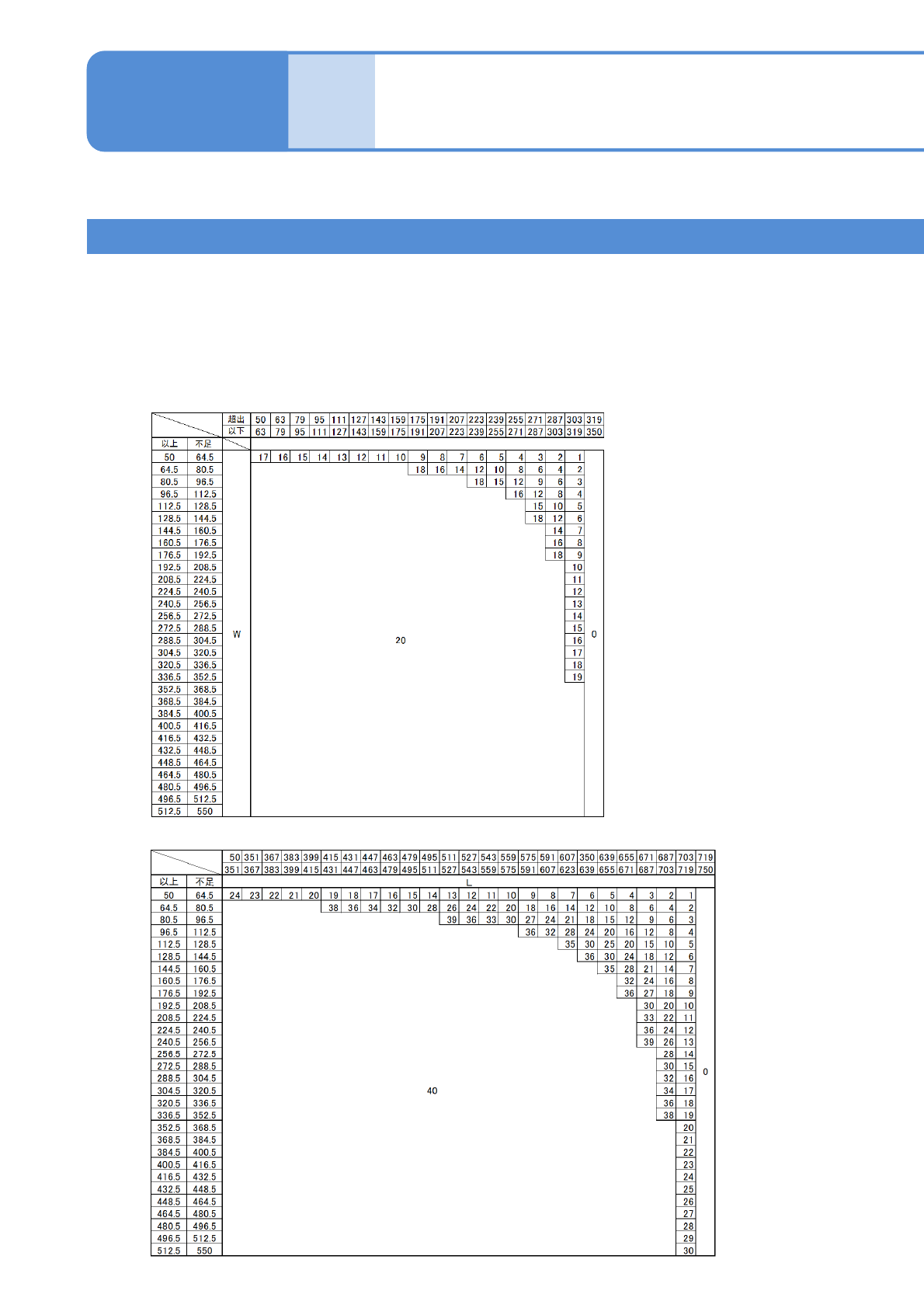
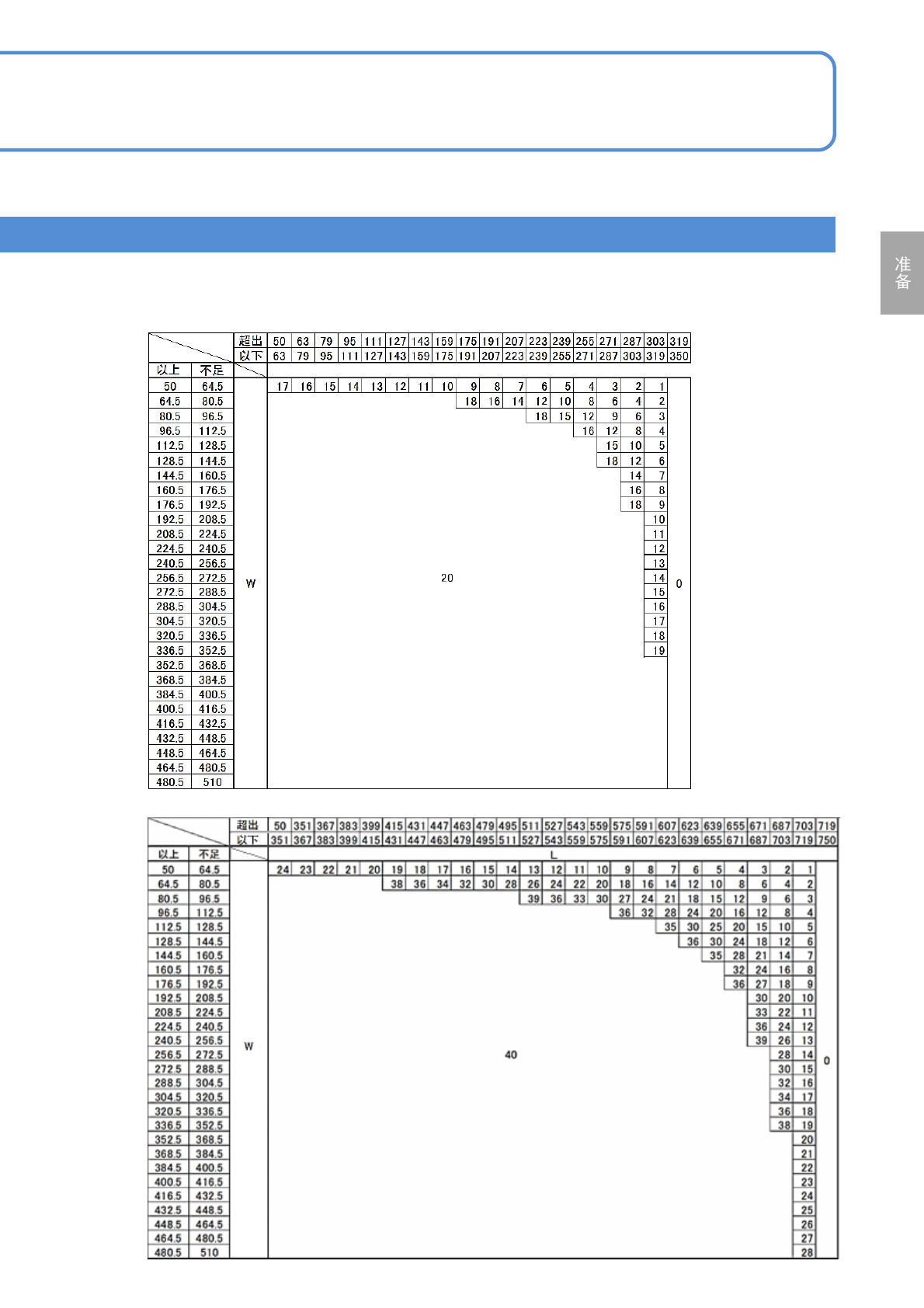
基板尺寸和可退避的支撑销数量
设备通过基板尺寸判断销的数量,下表中表示的数量为止,在生产时不使用的支撑销可以自动退避。
把支撑销设置在基准位置时,在生产数据上,根据配置的销数量和可退避数量,请正确设置支撑销的数量。
(退避销越多,支撑销的更换时间越长)
个别
准备
支撑销(自动更换用)的安装 6
操作篇
2-5-8
■单轨传送带
●小基板第2位置实装:ON时
●小基板第2位置时装:OFF时
NPM-W2 EJM7DC-MB-02O-00
■双轨传送带
2-5-8-12
●小基板第2位置实装:ON时
●小基板第2位置时装:OFF时
NPM-W2 EJM7DC-MB-02O-00
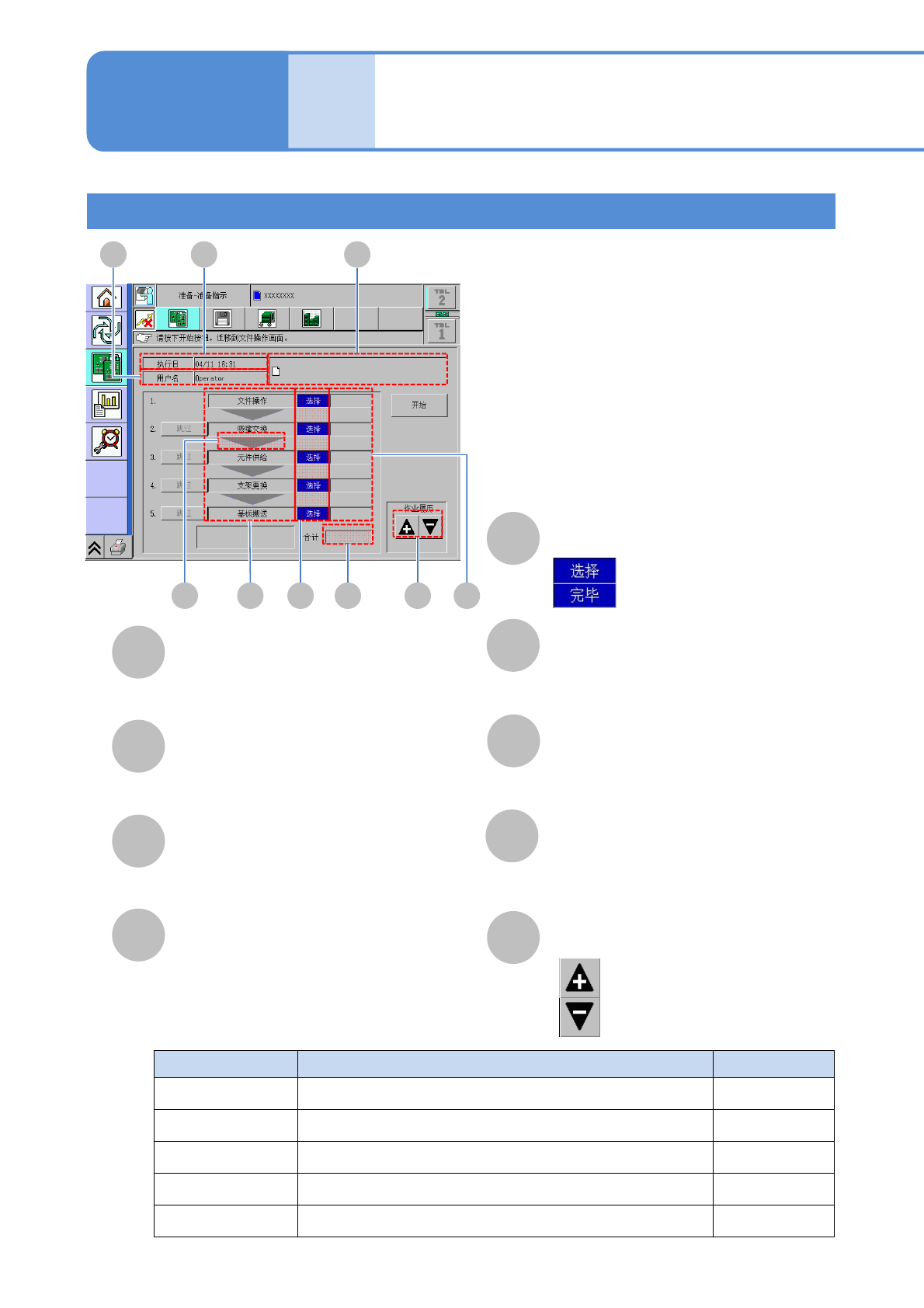
画面的确认方法
2-6-1
F
H
l
A
E
B
C
D
作业名称 内容 参阅页
文件操作 切换机种时,读入或保存生产数据。
P.2-3-2 to 2-3-6
吸嘴更换 进行吸嘴的更换。
P.2-5-2
元件供给 安装供料器。
P.2-4-1 to 2-4-5
支架更换 更换基板支架单元。
P.2-5-3
基板传送 进行基板的传送试验。
P.2-5-5
■各作业的内容
连续准备
执行日
作业开始日期。
用户名
操作者姓名。
批量名
读入生产数据或履历数据的批量名称。
作业内容
执行的作业内容。
作业状态
:预定作业
:作业完毕
作业时间
各准备作业所需时间。
G
合计
准备作业所需的总时间。
下一作业的指示箭头
下一步要进行的作业内容。
作业履历:连续准备的履历
:最近的履历
:过去的履历
AB C
D GE I FH
操作篇
2-6