N7201A616C00_0316.pdf - 第203页
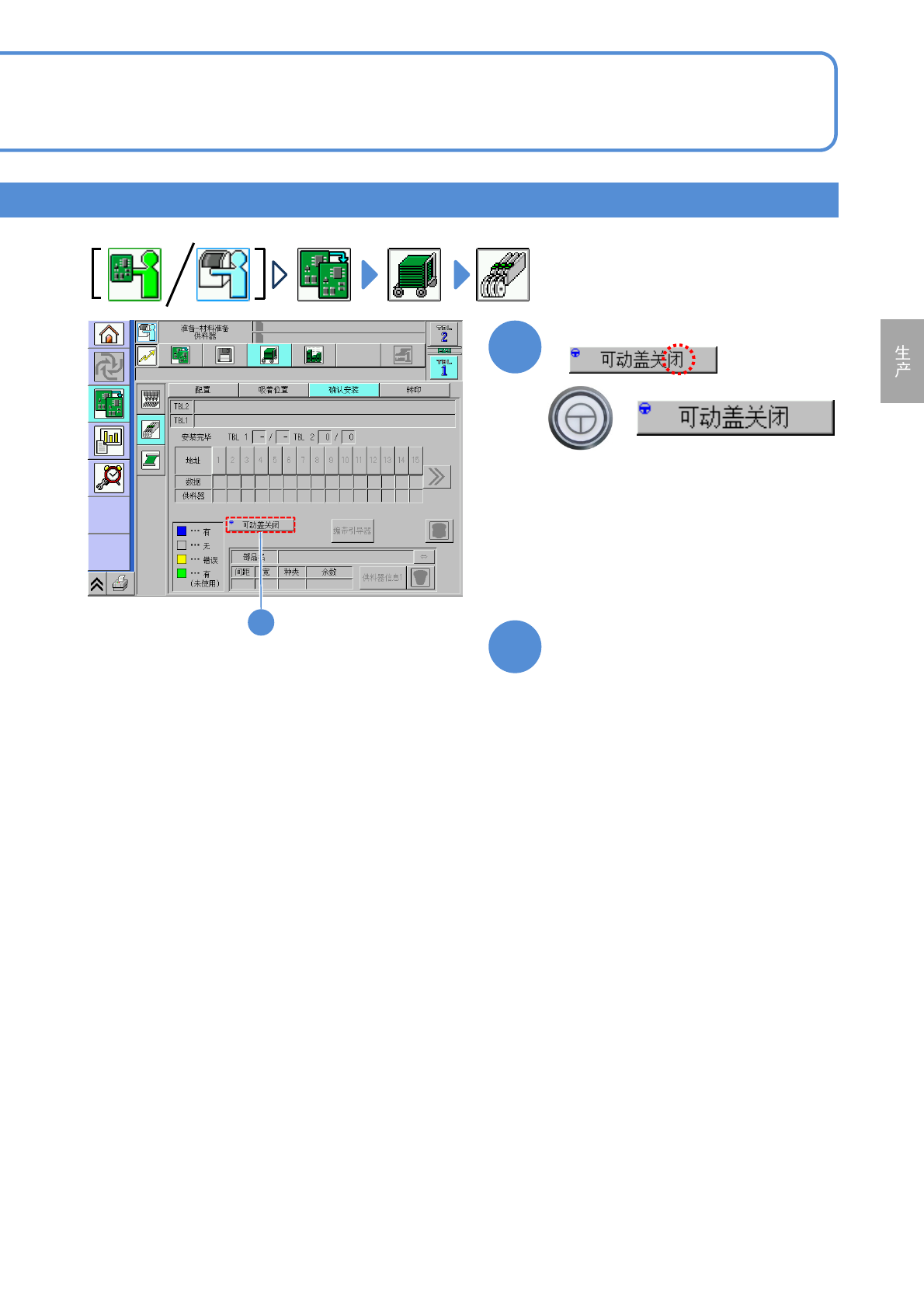
NPM-W 2 EJM7DC-MB-03O-00 3-1-1 -4 6 6 7 可动盖处于打开状态时 ( 时 ) ( 将关闭可动盖 ) + ●开始生产时,请参照这个项目的“ 开 始生产时”、“独立实装模式时”等 记载。 开始生产
NPM-W2 EJM7DC-MB-03O-00
生产
生产的开始 2
3-1-1-3
3
操作篇
3-1-1
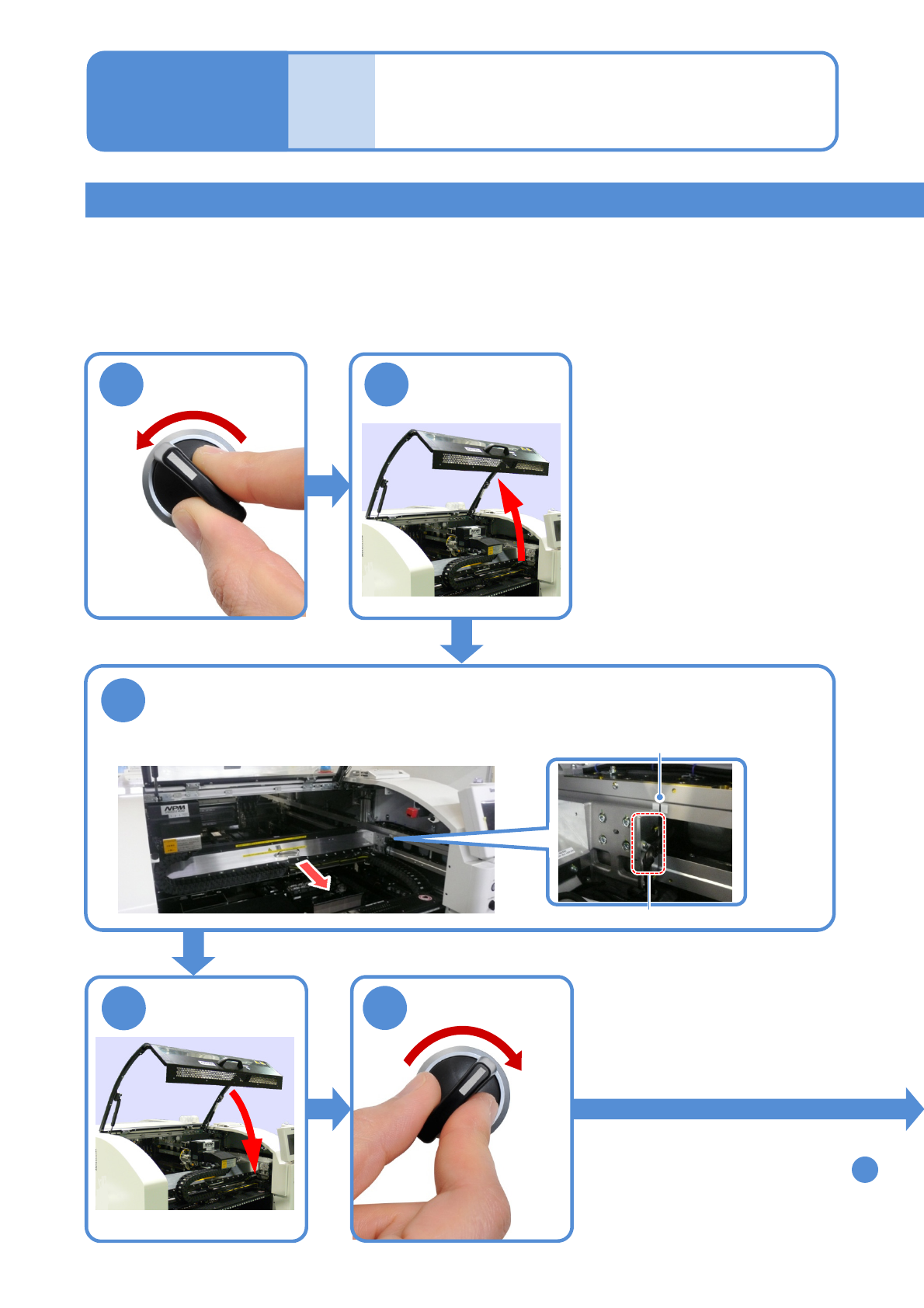
使X轴移动
退避位置标签
X轴端部
移动交换台车被卸下一方的X轴端部,使其一直移动到Y轴的退避位置标签的上侧。
2
1
OFF
SERVO
4
SERVO
ON
5
6
至步骤
当卸下更换台车时,从对象轴开始生产的方法
■没有安装独立机种切换应对单元(可动盖)(选购件)的设备
在独立贴装模式下,即使在卸下了交换台车的状态下,仍可开始对象轴侧的生产。
在这里对准备工作进行说明。
在安装了交换台车的的状态下仍可开始生产。
请安装交换台车后再开始生产。
■安装了独立机种切换应对单元(可动盖)(选购件)的设备
NPM-W2 EJM7DC-MB-03O-00
3-1-1-4
6
6
7
可动盖处于打开状态时
( 时)
(将关闭可动盖)
+
●开始生产时,请参照这个项目的“开
始生产时”、“独立实装模式时”等
记载。
开始生产
NPM-W2 EJM7DC-MB-03O-00
生产
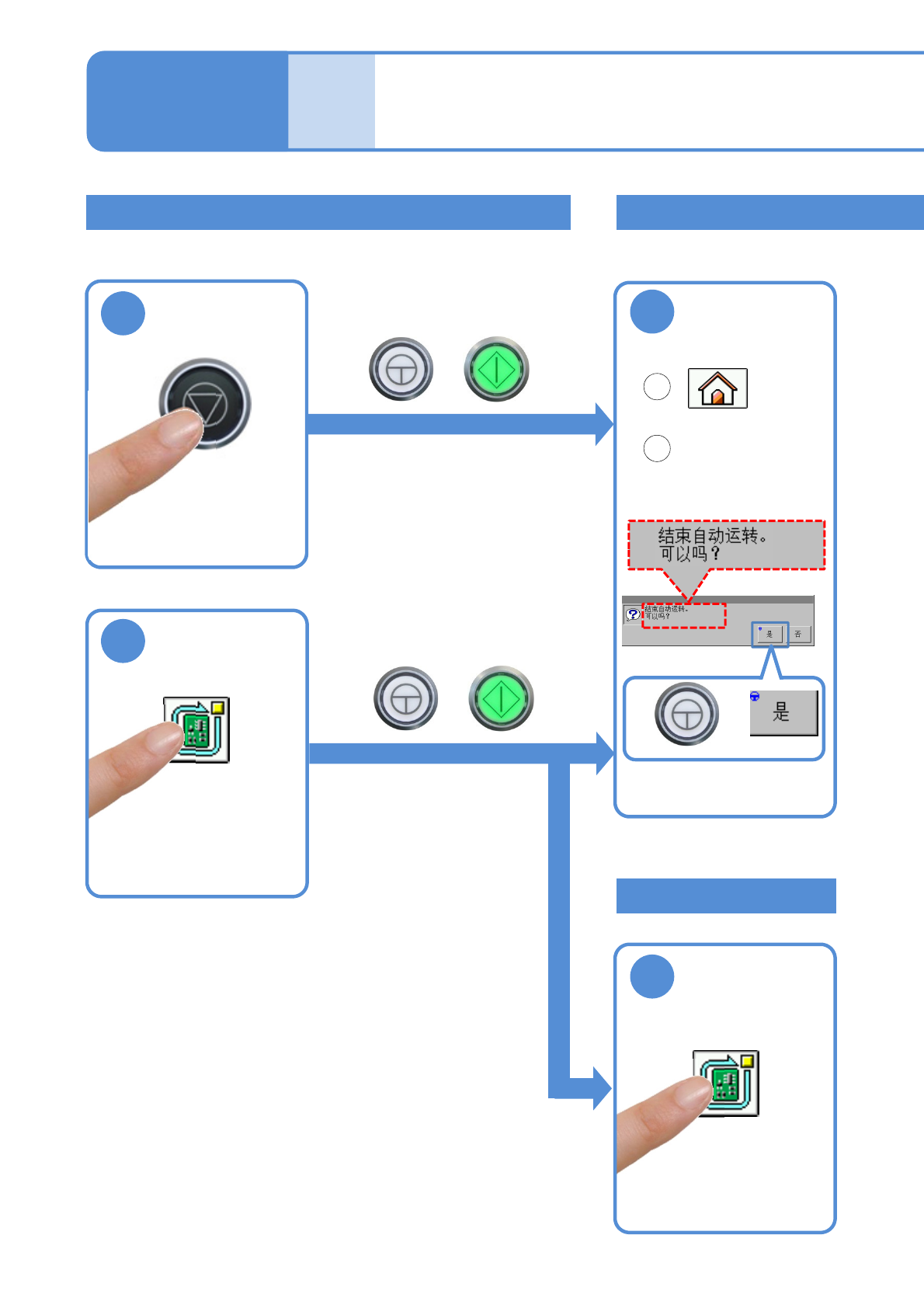
停止
■立即停止生产时<中途停止>
1
●生产再启动时
+
■基板生产后,停止时<循环停止>
1
●生产再启动时
+
生产结束
+
生产的停止和结束
结束
2
确认提示
■一定数量的基板生产后,停止时<自动停止>
在设定数量的基板生产后,自动停止生产,返回到主菜单。
(→P.2-7-1)
3-1-2-1
取消停止
2
停止前
1
2
●停止生产。
●在双轨下,轨道1和2
都会停止。
■手动时
●生产中的基板在生产后,
再停止生产。
●在独立实装模式下,指定
轨道。
操作篇
3-1-2