YSP10_Mainte_C.pdf - 第70页
3. 每 3 个月需实施的项目 3-25 第 3 章 定期保养项目 6 对准滚珠丝杆润滑油注油嘴的位置。 1. 按 [ 装置 ] -“传送装置”页面的 [ 移动轴 ] 按钮,打开“移动轴”画面。 2. 选择“PU”页面,按 [ 制动 ] 按钮,解除 PU 轴的制动状态。 3. 用手转动右图中的马达带轮,使 PU 轴滚珠 丝杆的螺母转动,直到可以从润滑油枪插入 孔看到润滑油注油嘴。 7 给滚珠丝杆加润滑油。 用润滑油枪 ( 标准枪嘴 ) …
3. 每 3 个月需实施的项目
3-24
第 3 章 定期保养项目
3.2 PU 轴
下面,介绍顶板 (PU) 轴的清洁与加油的方法。
3.2.1 PU 轴的清洁与加油
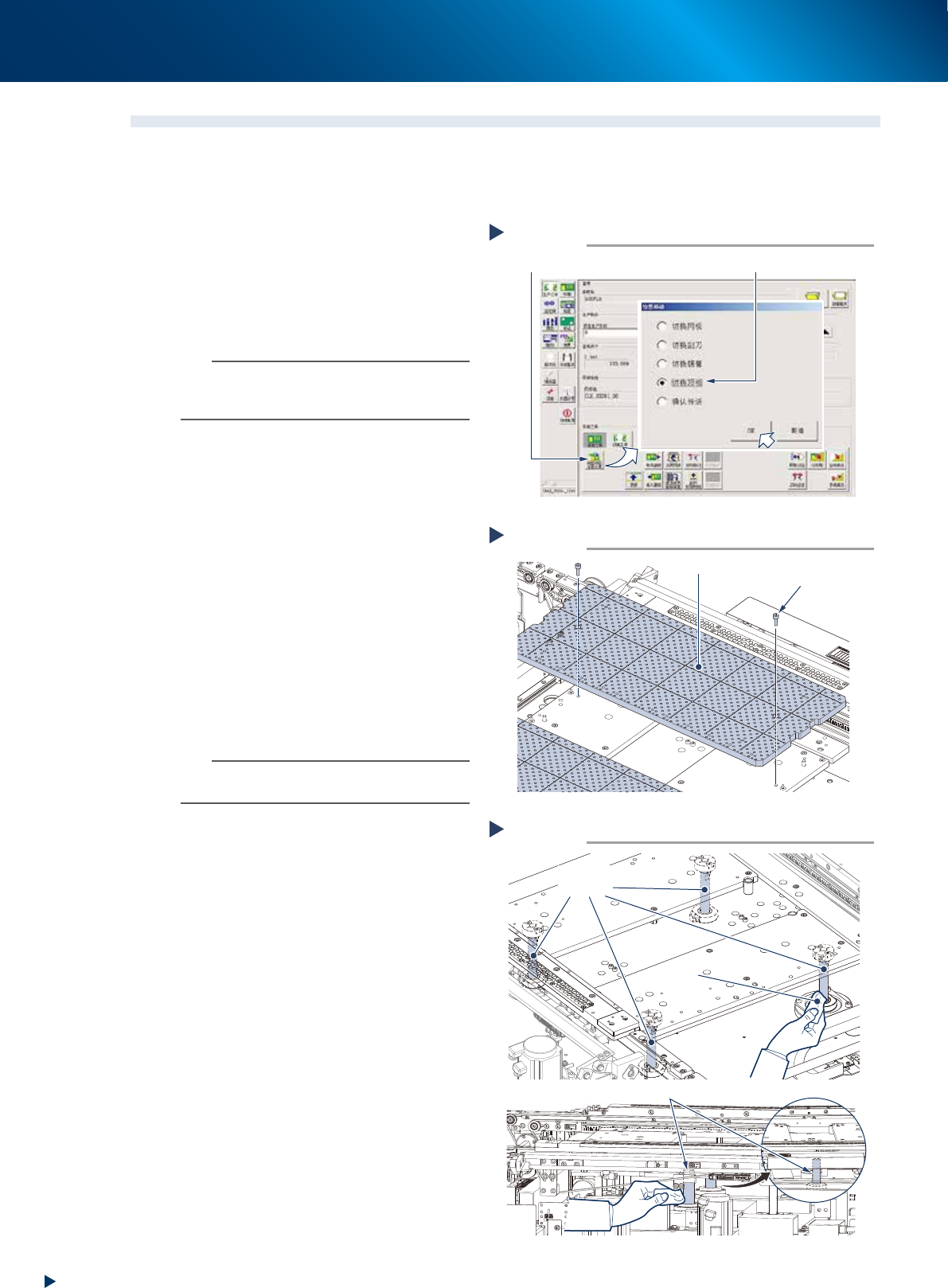
1
使顶板上升。
1. 读入任意的基板程序。
2. 按“生产设计”画面 -“切换工具”页面的 [ 调
整印刷作业位置 ] 按钮。
3. 选择“切换顶板”,并按 [OK] 按钮。
n
要点
选择“切换顶板”后的运行动作 :
传送宽度自动调到最大之后,顶板上升。刮刀头和清洁装
置自动移动到印刷机里侧。
2
e
拆卸顶针等基板支撑治具。
1. 按急停按钮,打开安全机盖、下部机门和维
护保养用盖板。
2. 将矩阵式顶板上的所有顶针或平面支撑治具
拆下。
3
拆卸矩阵式顶板。
1. 用内六角扳手 (4mm) 拆下矩阵式顶板的固定
螺栓 ( 右图中的 4 处 )。
2. 拆卸矩阵式顶板 ( 前后各 1 块,共 2 块 )。
4
清洁 PU 轴的滚珠丝杆、导轴。
从工作台的侧面,用无尘擦拭纸擦去 PU 轴滚珠
丝杆 (4 处 )、导轴 (2 处 ) 的脏污润滑油与尘屑。
n
要点
仔细擦拭包括螺旋槽在内的滚珠丝杆全杆,并确认没有尘
屑残留。
5
给导轴加润滑油。
用手指将指定的润滑油 (NSL) 均匀地涂抹在导
轴的表面。
使顶板上升
Step 1
选择“切换顶板”
[调整印刷作业位置] 按钮
56303-KMJ-00
拆卸矩阵式顶板
Step 3
矩阵式顶板
固定螺栓
55319-KMJ-00
清洁PU轴
Step 4
无尘擦拭纸
后视图
PU轴的导轴
PU轴
滚珠丝杆
55322-KMJ-00
3. 每 3 个月需实施的项目
3-25
第 3 章 定期保养项目
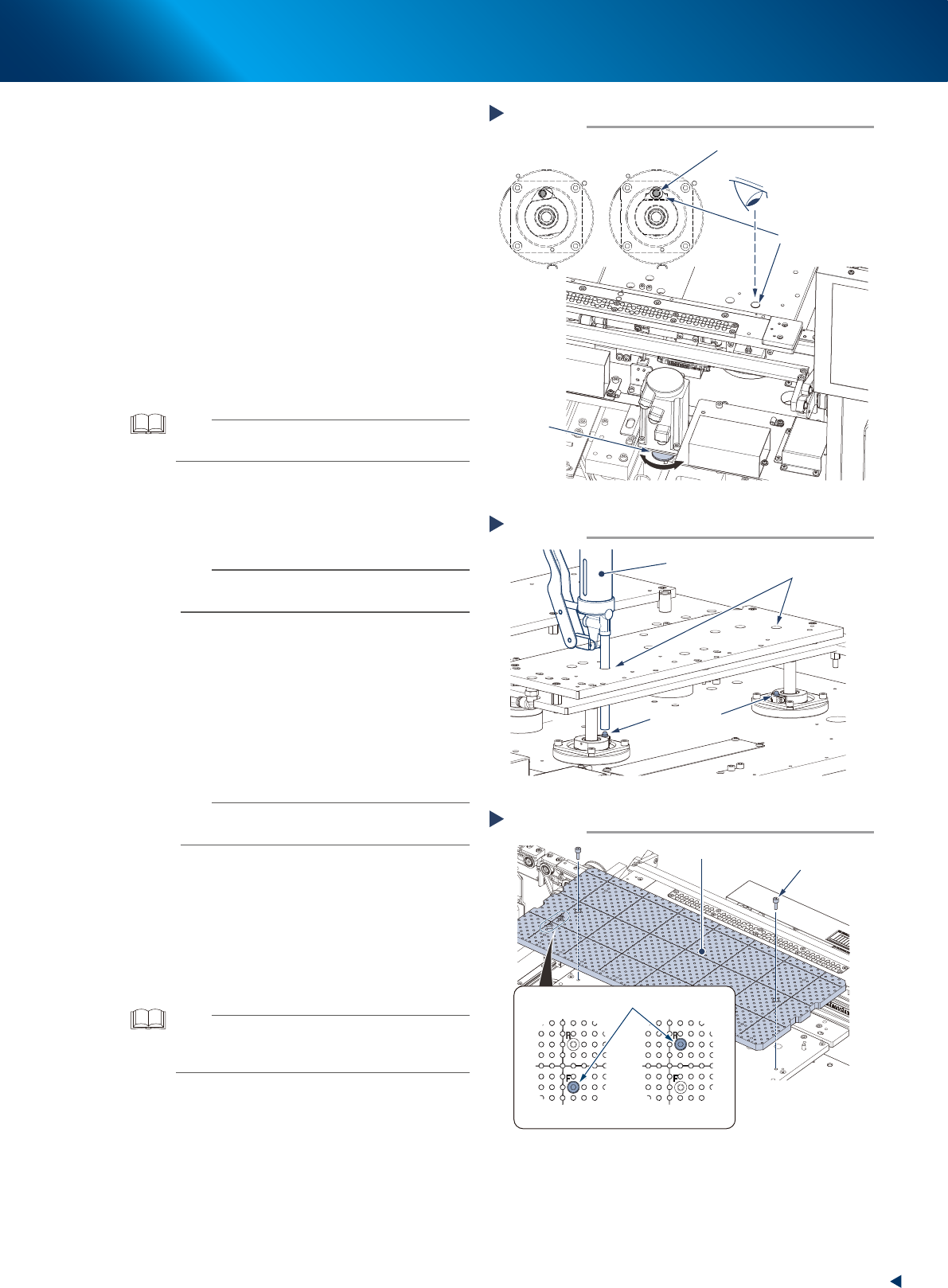
6
对准滚珠丝杆润滑油注油嘴的位置。
1. 按 [ 装置 ] -“传送装置”页面的 [ 移动轴 ]
按钮,打开“移动轴”画面。
2. 选择“PU”页面,按 [ 制动 ] 按钮,解除 PU
轴的制动状态。
3. 用手转动右图中的马达带轮,使 PU 轴滚珠
丝杆的螺母转动,直到可以从润滑油枪插入
孔看到润滑油注油嘴。
7
给滚珠丝杆加润滑油。
用润滑油枪 ( 标准枪嘴 ) 从顶板的润滑油枪插入
孔将指定的润滑油 (NSL) 注入滚珠丝杆的润滑
油注油嘴,直至注入的干净润滑油从缝隙间溢出
为止。
参考
如果润滑油枪嘴无法到达润滑油注油嘴,可以继续转动马
达带轮使顶板下降。
8
给所有润滑油注油嘴注入润滑油。
按照 Step7 的要领,继续给余下 3 处 ( 共 4 处 )
的润滑油注油嘴注入润滑油。
n
要点
只要对准 1 处润滑油注油嘴的位置,其余 3 处也会随之
对准位置。
9
擦去多余的润滑油。
从工作台的侧面,用无尘擦拭纸擦去 PU 轴滚珠
丝杆 (4 处 ) 的多余润滑油。
0
安装矩阵式顶板。
确认 2 块矩阵式顶板的防错装螺栓的位置之后,
将 2 块矩阵式顶板装回原位。
n
要点
矩阵式顶板上刻有“F”( 前 )、“R”( 后 ),在刻印的位置
装有防错装螺栓。
q
使润滑油遍布。
1. 关闭印刷机正面安全机盖、维护保养用盖板
和下部机门之后,解除印刷机的紧急停机状
态。
2. 按 [ 装置 ] -“传送装置”页面的 [ 顶板 ] 按
钮数次,顶板上下移动,使润滑油遍布 PU 轴。
参考
按 [ 顶板 ] 按钮使顶板上升时,会显示输入基板厚度的画
面。如果画面中显示的厚度在 1 〜 2mm 左右,可以直接
按 [OK] 按钮,使顶板上升。
对准润滑油注油嘴的位置
Step 6
俯视
确认润滑油注油嘴的位置
偏位 正对
马达带轮
润滑油枪插入孔
润滑油注油嘴
55323-KMJ-00
给PU轴的滚珠丝杆加润滑油
Step 7
润滑油枪插入孔
润滑油枪
(标准枪嘴)
润滑油注油嘴
55324-KMJ-00
安装矩阵式顶板
Step 10
矩阵式顶板
固定螺栓
前侧矩阵式顶板
后侧矩阵式顶板
防错装螺栓
55343-KMJ-00
3. 每 3 个月需实施的项目
3-26
第 3 章 定期保养项目
3.3 Z 轴
下面,介绍对 YSP10 印刷工作台 Z 轴进行清洁与加油的方法。作业时,如果使用梯台会使作业更容易实施。
3.3.1 Z 轴的清洁与加油
1
e
拆卸印刷机背面的盖板。
为了保障作业安全,按急停按钮,将印刷机置于
紧急停机状态。
标准机型时
用十字螺丝刀拆下印刷机背面盖板的 6 处螺钉,
将背面盖板向上提起取下。
选配有网板自动更换单元时
用十字螺丝刀拆下印刷机背面中央盖板的 4 处
螺钉之后,取下背面中央盖板。
c
注意
请注意不要使盖板跌落,以免砸伤脚。
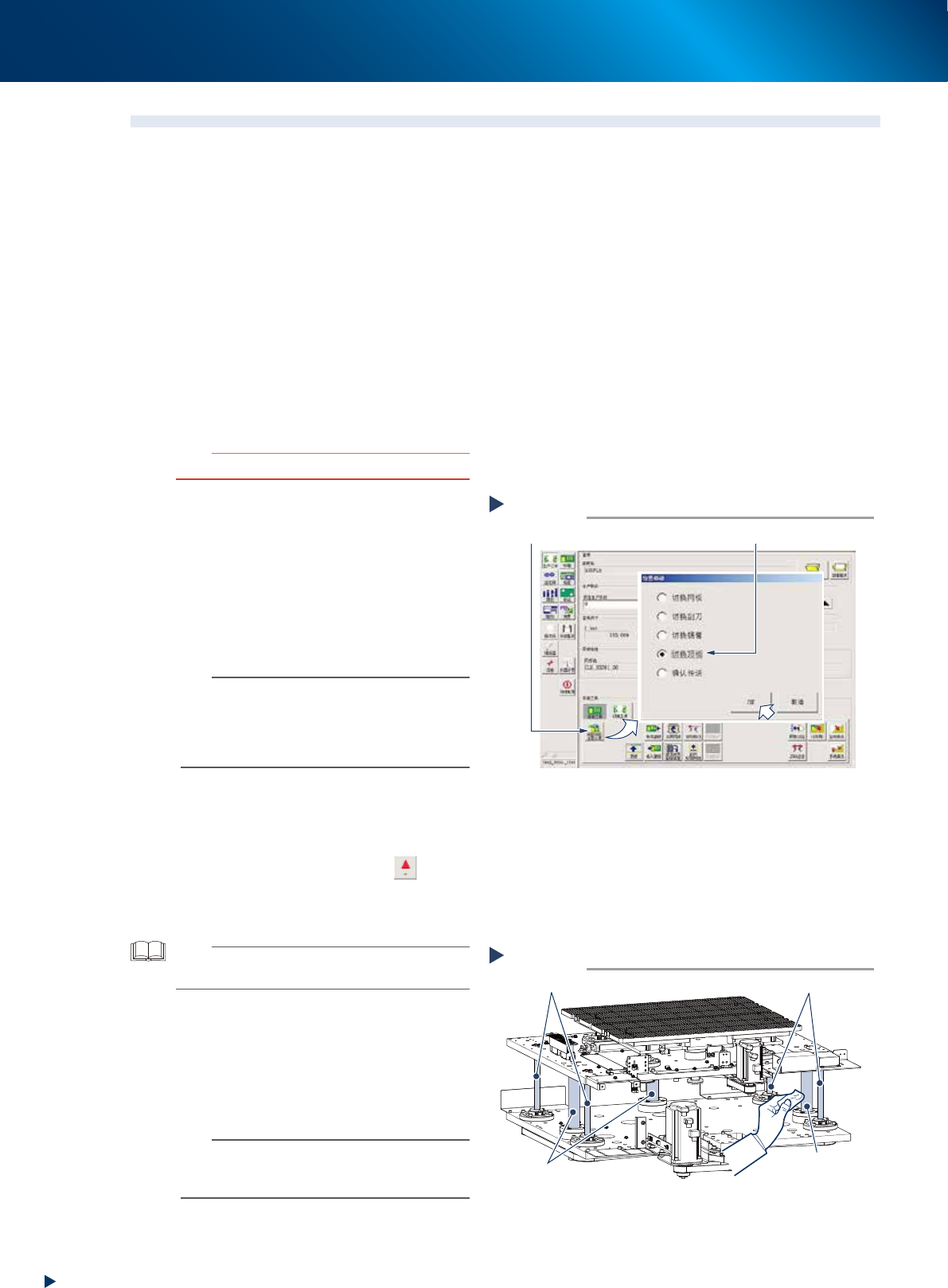
2
将传送宽度调到最大。
1. 读入任意的基板程序。
2. 按“生产设计”画面 -“切换工具”页面的 [ 调
整印刷作业位置 ] 按钮。
3. 选择“切换顶板”,并按 [OK] 按钮。
4. “切换顶板”命令的一系列运行动作结束之
后,按操作面板上的 [RESET] 按钮。
n
要点
•
选择“切换顶板”后的运行动作 :
传送宽度自动调到最大之后,顶板上升。刮刀头和清
洁装置自动移动到印刷机里侧。
•
按 [RESET] 按钮后的运行动作 :
清洁装置返回前侧,相机单元移动到里侧,PU 轴下降。
3
使 Z 轴上升。
1. 按 [ 装置 ] -“传送装置”页面的 [ 移动轴 ]
按钮。
2. 选择“Y/Z”页面,按 Z 轴的 [
] 正方向
按钮或通过 [PTP] 按钮直接输入数值 , 使 Z
轴上升到最大高度。
参考
虽然印刷机存在个体差异,但一般 Z 轴可以输入最大
+70mm 左右的值。
4
清洁 Z 轴各部。
1. 按急停按钮之后,打开印刷机正面的安全机
盖和下部机门。
2. 用无尘擦拭纸擦去 Z 轴滚珠丝杆 (4 处 )、导
轴 (3 处 ) 的脏污润滑油与尘屑。
n
要点
•
里侧的滚珠丝杆、导轴,可以从印刷机背面进行清洁。
•
仔细擦拭包括螺旋槽在内的滚珠丝杆全杆,并确认没
有尘屑残留。
清洁Z轴
Step 4
Z轴的导轴
Z轴的导轴
Z轴的滚珠丝杆
Z轴的滚珠丝杆
55326-KMJ-10
将传送宽度调到最大
Step 2
选择“切换顶板”
[调整印刷作业位置] 按钮
56305-KMJ-10