KE-1070使用说明书.pdf - 第360页
第 1 部 基本篇 第 4 章 制作生产程序 6) MTC/MTS/DTS ● MTC 速度: 可指定滑梭的动作速 度。 降低速度后, 向主机的元件供给稳定 性会提高, 但生产 速度会变慢。 ●吸取: 可指定 MTC 吸取侧 垫片的种类 ( 大、 小 ) 。 ※选择“自动”时,只对元件尺寸□ 10 mm ~□ 14mm ( 跷跷板往复式吸嘴为□ 10 mm ~□ 16m m) 的元件,生产 时对同一元件选择两 个垫片进行吸取。 ●滑梭:…
第 1 部 基本篇 第 4 章 制作生产程序
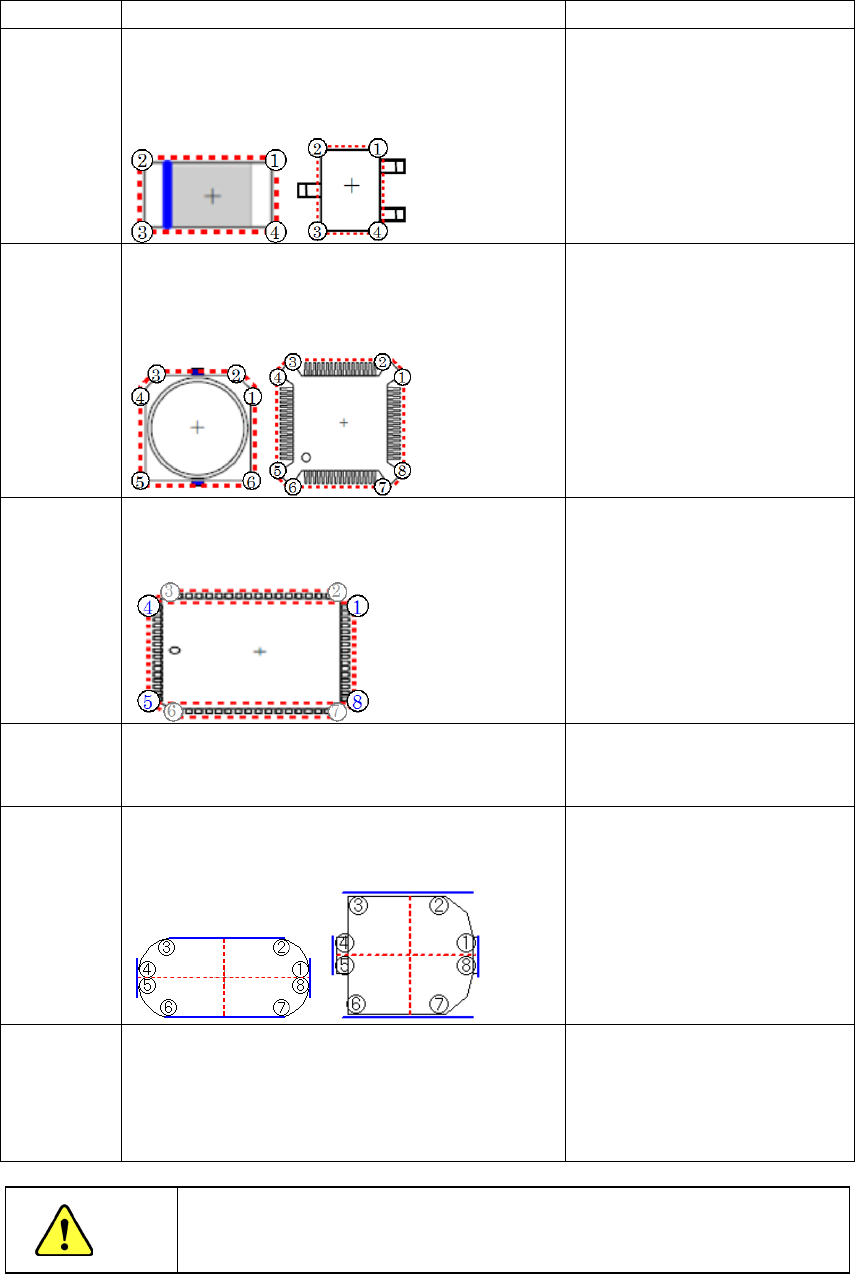
5) 元件形状
可以指定供激光识别用的元件形状。主要用途如下:
表 4-3-5-2-5 元件形状
元件形状
动作
用途
无缺角
根据测量数据检测出 4
个顶点,进行位置偏差、
角度偏差的计算、校正,并进行贴片。
对于无缺角,近似四边形形状的元件,可设置
此种元件形状。
芯片、圆 筒 形芯片、SOT、QFN
、
微调电器、单向连接器、双向
连接器、
Z 引脚连接器、其他
元件
有缺角
根据测量数据检测出 5~8 个顶点,进行位置偏
差、角度偏差的计算、校正,并进行贴片。
元件中只要有 1 个缺角,以及 QFP 等在激光测
量位置有引脚的元件,可设置此种元件形状。
铝电解电容、GaAsFET、SOP、
HSOP、SOJ、QFP、FQFP(BQFP)
、
TSOP、TSOP2、BGA、网络电阻
、
J 引脚插座、单向连接器、鸥
翼式插座、带减震器的插座
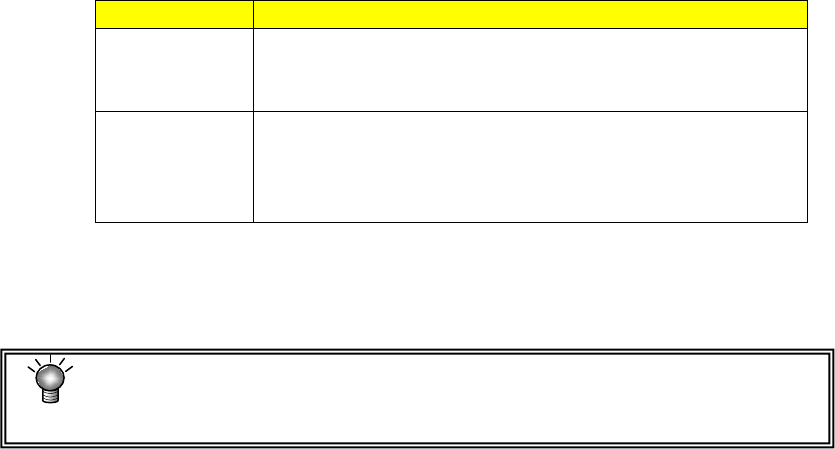
PLCC
根据测量数据检测出 8 个顶点,使用其中 4 个
点进行位置偏差、角度偏差的计算、校正,并
进行贴片。是 PLCC 专用的元件形状。
PLCC
圆筒
根据测量数据进行位置偏差、角度偏差的计算、
校正,并进行贴片。
用于没有角的圆筒元件等。在
此种情况下,忽略角度(忽略
极性),仅求得元件的中心。
灵活
从测量数据中抽出在 X、Y 方向上能构成元件最
小幅度的附近 8 个点,计算·校正位置偏差、
角度偏差后,进行贴片。
用于“无缺角”、“有缺角”、
“PLCC”等构成激光识别错误
93(形状识别错误)的多角形
元件等。
与其他元件形状比使用数据
量少,因此精度稍差,但可以
测量更多种类的元件。
不设置
根据吸取姿势按贴片角度转动并贴片。 用于激光定中心不稳定的元
件(超出规格的极薄的元件)。
此时不进行定中心而直接进
行贴片。因此贴片位置受吸取
位置影响。
注意
元件形状的初始值根据元件种类而定。一般情况下,如果改变算法会导
致错误发生率增大。因此除特殊情况外,请绝对不要变更。
4-65
第 1 部 基本篇 第 4 章 制作生产程序
6) MTC/MTS/DTS
●MTC速度: 可指定滑梭的动作速度。降低速度后,向主机的元件供给稳定性会提高,但生产
速度会变慢。
●吸取: 可指定MTC吸取侧垫片的种类(大、小)。
※选择“自动”时,只对元件尺寸□10 mm~□14mm(跷跷板往复式吸嘴为□10 mm~□16m
m)的元件,生产时对同一元件选择两个垫片进行吸取。
●滑梭: 可指定MTC滑梭侧垫片的种类(大、小、机械)。
※ BGA等球形元件,由于不能在ΜTC穿梭器的垫片上吸取(用真空),因此,须采用机械吸
取(夹住元件外形)。
※ 在“附加信息”标签的“元件废弃”中设置了“放回托盘”时,不能选择“机械”项。
◆ MTC垫片的初始值
画面标记 默认值
吸取 ·元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过 16mm 时 :大
滑梭 ·元件种类为 BGA 时 :机械
·元件种类为 BGA 以外时,元件尺寸的纵横方向的短边
不足 16mm 时 :小
超过 16mm 时 :大
●MTS速度: 可指定MTS托盘的拉出速度。
●DTS速度: 可指定DTS托盘的拉出速度。
KE-1070C 可以制作选择该功能的生产程序,但在生产中不能使用。
注意
4-66
第 1 部 基本篇 第 4 章 制作生产程序
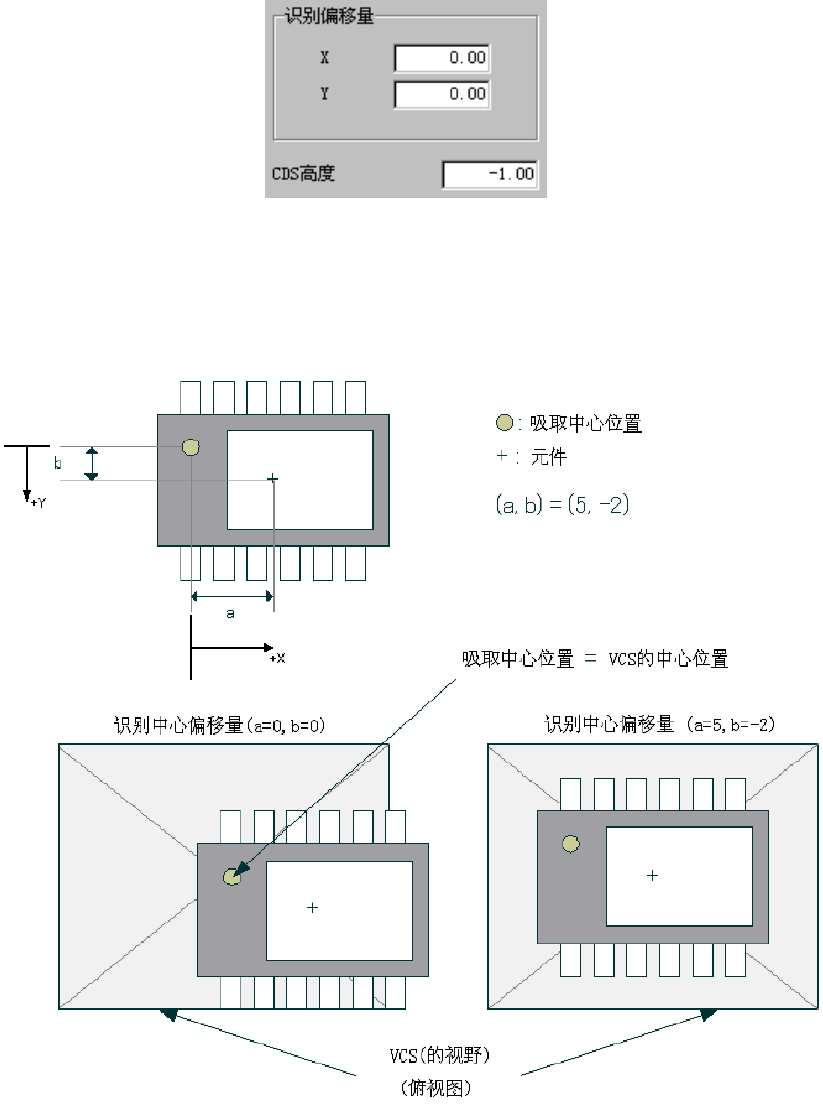
7) 识别中心偏移量(仅 KE-1080 可输入)
图像定中心是通过将吸取中心位置(通常是元件中心位置)移动到VCS的中心位置来进行。但象
MCM(Multi Chip Module)之类的元件,因不能吸取元件中心,如果超出VCS视角范围时,将不
能进行图像定中心。此时,可通过输入如下图的偏移值(a、b),使之正常进行识别。
4-67