3OM-1053-002.pdf - 第91页
部品装着順 部品装着順 部品装着順 部品装着順 部品装着順 以下のように、減速の少ない (XY テーブルスピード) の部品から装 着します。 パターン 1(C1 → C2)→パターン 2(C1 → C2)→パターン 3(C1 → C2)→ パターン 3(C3 → C4)→パターン 2(C3 → C4)→パターン 1(C3 → C4)→ パターン 1(C5 → C6)→パターン 2(C5 → C6)→パターン 3(C5 → C6)→ 装着…
(2)(2)
(2)(2)
(2)
装着データ(装着データ(
装着データ(装着データ(
装着データ(
PP
PP
P
)の作成)の作成
)の作成)の作成
)の作成
Table 3B30Table 3B30
Table 3B30Table 3B30
Table 3B30
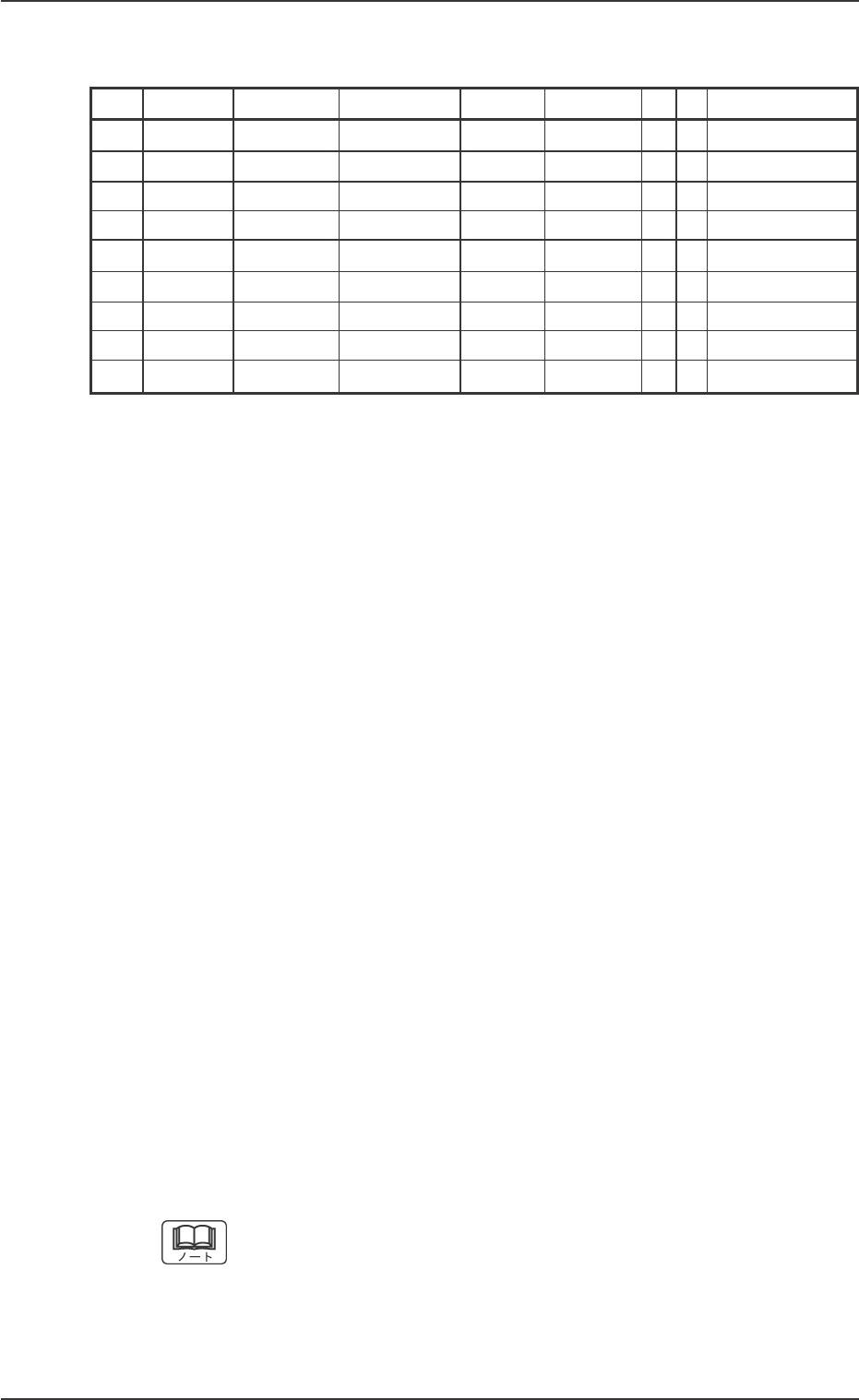
P-No. X[mm] Y[mm] Z[°] H[mm] Fdr. No. V C コメント
1 X
1
Y
1
Z
1
+0.000 XXX 00 - C1
2 X
2
Y
2
Z
2
+0.000 XXX 00 - C2
3 +000.000
+000.000 +000.00 +0.000 000 00 2
4 X
3
Y
3
Z
3
+0.000 XXX 00 - C3
5 X
4
Y
4
Z
4
+0.000 XXX 00 - C4
6 +000.000
+000.000 +000.00 +0.000 000 00 5
7 X
5
Y
5
Z
5
+0.000 XXX 00 - C5
8 X
6
Y
6
Z
6
+0.000 XXX 00 - C6
9 +000.000
+000.000 +000.00 +0.000 000 00 P
作成手順作成手順
作成手順作成手順
作成手順
(2-1)XY テーブルスピードの同じ部品グループを作ってください。
最も減速の少ないグループの部品をP-No.の一番若いステップに
設定してください。
この例では、C1 と C2 を P-No. の 1 と 2 に設定しています。
(2-2)P-No.3 の C に“2”、その他のデータは、“0(ゼロ)”に設定し
てください。
このステップが、スピードグループの区切りとなります。
注注
注注
注
::
::
:(a)スピードグループの区切りのステップは、部品を装着
しません。
(b)このコントロールコマンド“2”は、XYテーブルスピー
ドをコントロールするものではありません。
“0 から 9”までのコントロールコマンドのどれを使用
してもかまいません。
この例では、P-No.4 以降が、20% 減速の部品であるこ
とを示すために“2”を使用しています。
(2-3)同じようにして、以下のように各ステップを作成します。
• C3 と C4 を P-No. の 4 と 5 に設定します。
• P-No.6 の C に“5”、その他のデータは、“0(ゼロ)”に設定し
ます。
• C5 と C6 を P-No. の 7 と 8 に設定します。
(2-4)最終ステップは、通常のプログラムと同様に作成しますが、C
には、必ず、“P”を使用してください。
ただし、実際の部品装着順は、次に説明しているように“逆シー
ケンス的”になります。
1 つのパターンプログラム内では、最大 20 個のスピードグ
ループが作成できます。
3.6 繰返しパターン(ブロックソート対応)
0206-004 2-69 AGH01JDTP

部品装着順部品装着順
部品装着順部品装着順
部品装着順
以下のように、減速の少ない(XY テーブルスピード)の部品から装
着します。
パターン 1(C1 → C2)→パターン 2(C1 → C2)→パターン 3(C1 → C2)→
パターン 3(C3 → C4)→パターン 2(C3 → C4)→パターン 1(C3 → C4)→
パターン 1(C5 → C6)→パターン 2(C5 → C6)→パターン 3(C5 → C6)→
装着データ装着データ
装着データ装着データ
装着データ
((
((
(
OO
OO
O
))
))
)
通常どおり作成してください。
装着スピードに影響する部品ライブラリデータ装着スピードに影響する部品ライブラリデータ
装着スピードに影響する部品ライブラリデータ装着スピードに影響する部品ライブラリデータ
装着スピードに影響する部品ライブラリデータ
以下の部品ライブラリデータも、装着スピードに影響しますので参
考としてください。
速度データ:ヘッド吸着、ヘッド搬送、ヘッド装着
フィーダキャリッジ、認識時間
各速度データの詳細については、別の取扱説明書“部品ライ
ブラリ(TCM-X シリーズ)”を参照してください。
3.6 繰返しパターン(ブロックソート対応)
0206-004 2-70 AGH01JDTP
3.7 3.7
3.7 3.7
3.7
繰返しパターン繰返しパターン
繰返しパターン繰返しパターン
繰返しパターン
((
((
(
極極
極極
極
座座
座座
座
標標
標標
標
変変
変変
変
換換
換換
換
機機
機機
機
能能
能能
能
))
))
)
装着データ(O)以外は、“3.4 繰返しパターン(割り認識有り)”と
同じ作成方法です。
(1)(1)
(1)(1)
(1)
パターンプログラムを作成するための情報パターンプログラムを作成するための情報
パターンプログラムを作成するための情報パターンプログラムを作成するための情報
パターンプログラムを作成するための情報
•
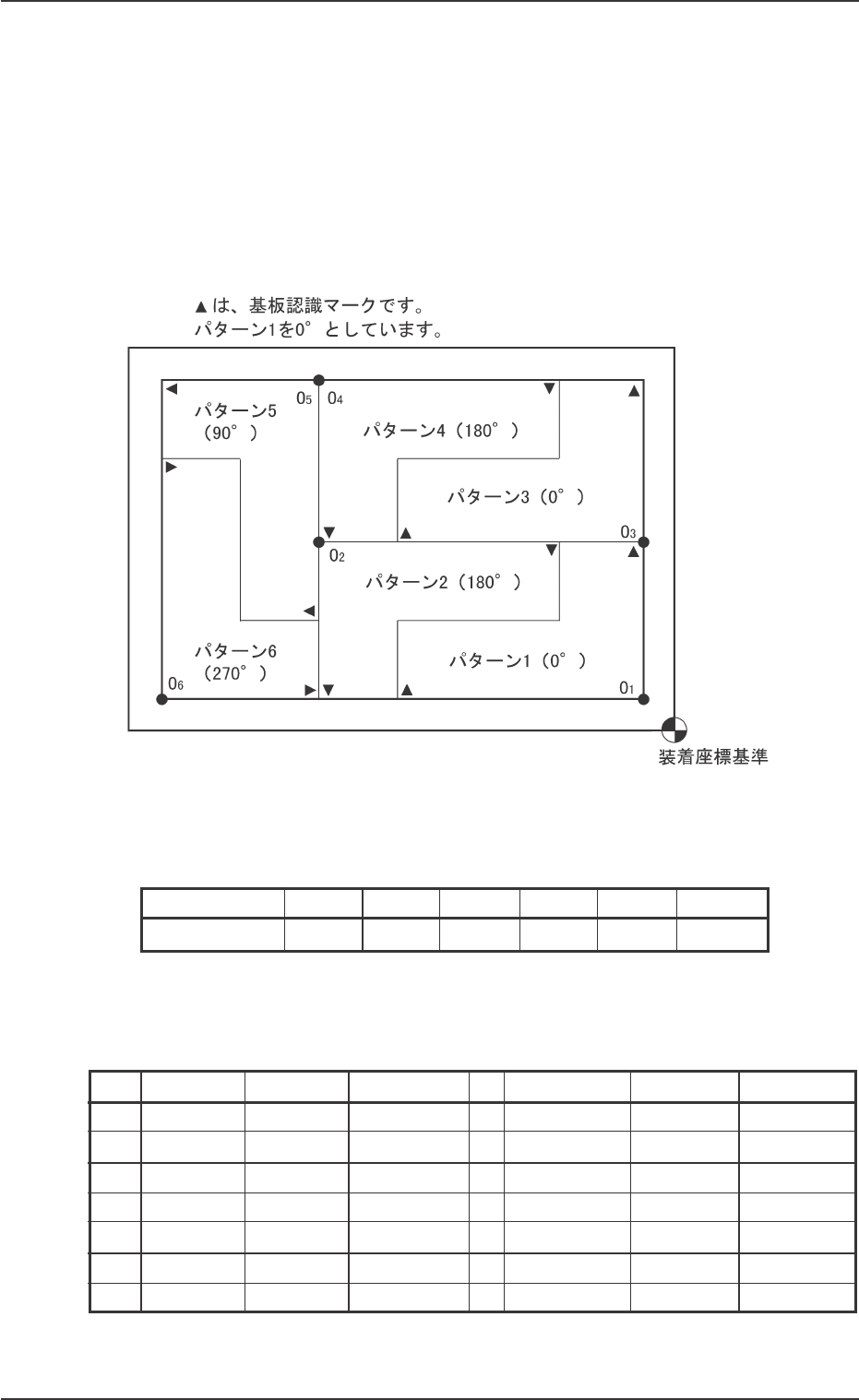
パターンの例パターンの例
パターンの例パターンの例
パターンの例
Fig.3B129
•
各パターン原点の座標各パターン原点の座標
各パターン原点の座標各パターン原点の座標
各パターン原点の座標
Table 3B31Table 3B31
Table 3B31Table 3B31
Table 3B31
パターン原点 O
1
O
2
O
3
O
4
O
5
O
6
座標 (X
1
,Y
1
)( X
2
,Y
2
)( X
1
,Y
2
)( X
2
,Y
3
)( X
2
,Y
3
)( X
3
,Y
1
)
(2)(2)
(2)(2)
(2)
装着データ(装着データ(
装着データ(装着データ(
装着データ(
OO
OO
O
)の作成)の作成
)の作成)の作成
)の作成
Table 3B32Table 3B32
Table 3B32Table 3B32
Table 3B32
O-No. X[mm] Y[mm] Z[°] C コメント B-X[mm] B-Y[mm]
1 X
1
Y
1
+000.00 - +000.000 +000.000
2 X
2
Y
2
+180.00 - +000.000 +000.000
3 X
1
Y
2
+000.00 - +000.000 +000.000
4 X
2
Y
3
+180.00 - +000.000 +000.000
5 X
2
Y
3
+090.00 - +000.000 +000.000
6 X
3
Y
1
+270.00 - +000.000 +000.000
7 +000.000
+000.000 +000.00 E +000.000 +000.000
3.7 繰返しパターン(極座標変換機能)
0206-004 2-71 AGH01JDTP