YSP_Users_C.pdf - 第56页
1-15 1 4.3 传入、传出部 传入部,将前工序机 ( 送板机等 ) 传来的基板传送到基板固定部。传出部,将基板固定部传来的基板传送到后工序 机。传送宽度根据基板宽度 ( 基板尺寸 Y) 自动调节。传入、 传出部的安装位置, 根据基板传送方向 ( 标准规格为 “右 →左”传送 ) 而不同。 传入、传出部 以右→左传送为例 传出侧(带加长传送装置的例) 传入侧 65113-L3-00 4.4 传出侧用加长传送装置 ( 选配 ) 选配了…
1-14
1
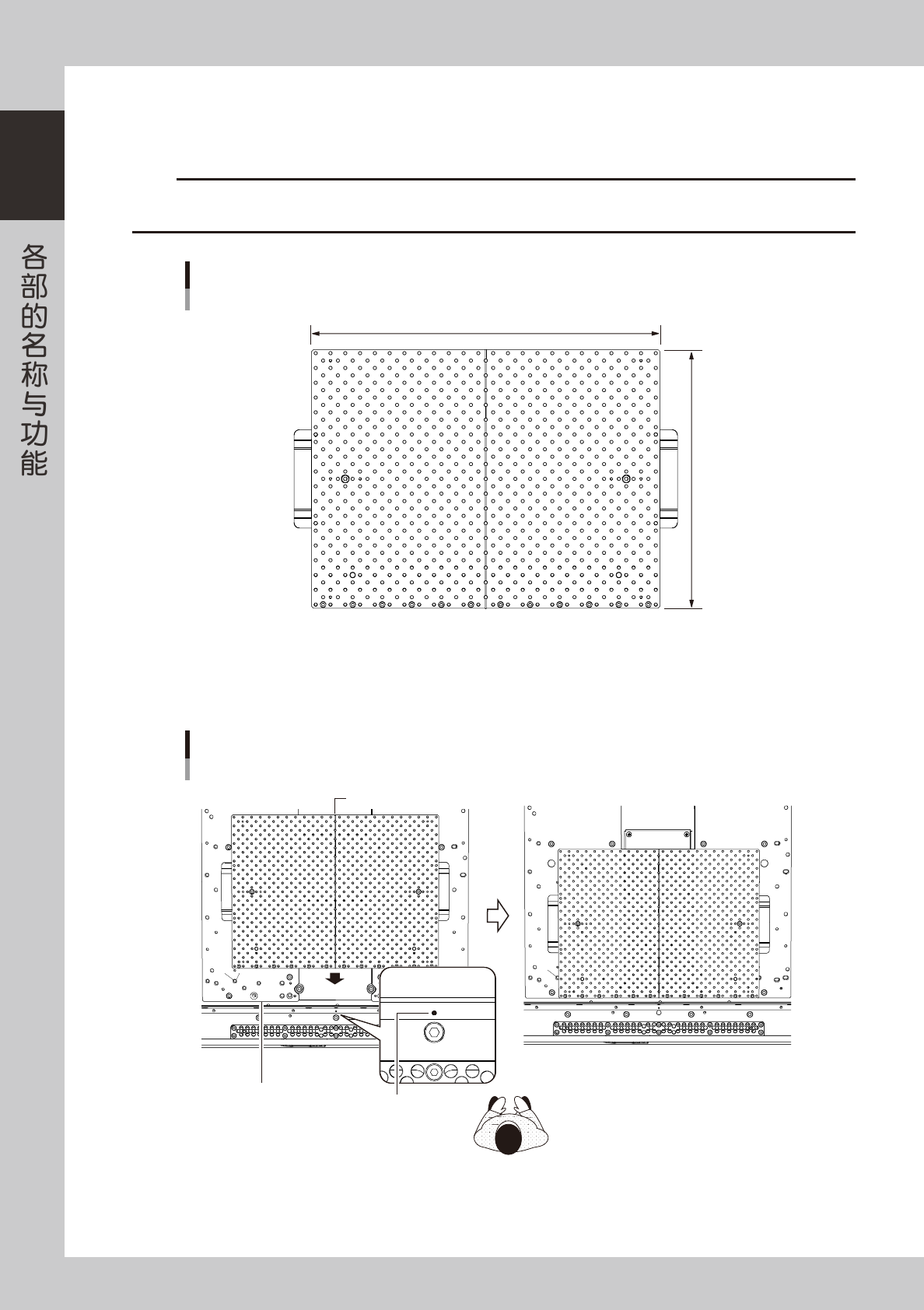
● M 号矩阵式顶板 ( 选配 )
印刷 M 尺寸 (L330×W250mm) 的基板时,若使用以往的 L 号矩阵式顶板,需要 2 张才可以支撑。但若使用选配的 M 号矩阵
式顶板,则只需 1 张即可支撑。使用 1 张矩阵式顶板,可以使调节传送装置更容易。
c
注意
印刷机的顶板为旧型顶板时,无法安装 M 号矩阵式顶板。顶板是新型还旧型,可以通过顶板上是否有中心线 ( 如下图,矩阵式顶板
的安装 ) 来辨别。有中心线的顶板为新型顶板。
M号矩阵式顶板
L : 330mm
适用的基板尺寸 : 330x250mm (M尺寸)
W : 245mm
65122-L3-00
■ 安装方法
如下图所示,将矩阵式顶板的中心线对准顶板的中心孔之后,再对齐顶板的侧端安装。
矩阵式顶板的安装
顶板侧端
顶板的中心孔
矩阵式顶板的中心线
■ 安装之前 ■ 安装之后
印刷机正面
65123-L3-00
1-15
1
4.3 传入、传出部
传入部,将前工序机 ( 送板机等 ) 传来的基板传送到基板固定部。传出部,将基板固定部传来的基板传送到后工序
机。传送宽度根据基板宽度 ( 基板尺寸 Y) 自动调节。传入、传出部的安装位置,根据基板传送方向 ( 标准规格为“右
→左”传送 ) 而不同。
传入、传出部
以右→左传送为例
传出侧(带加长传送装置的例) 传入侧
65113-L3-00
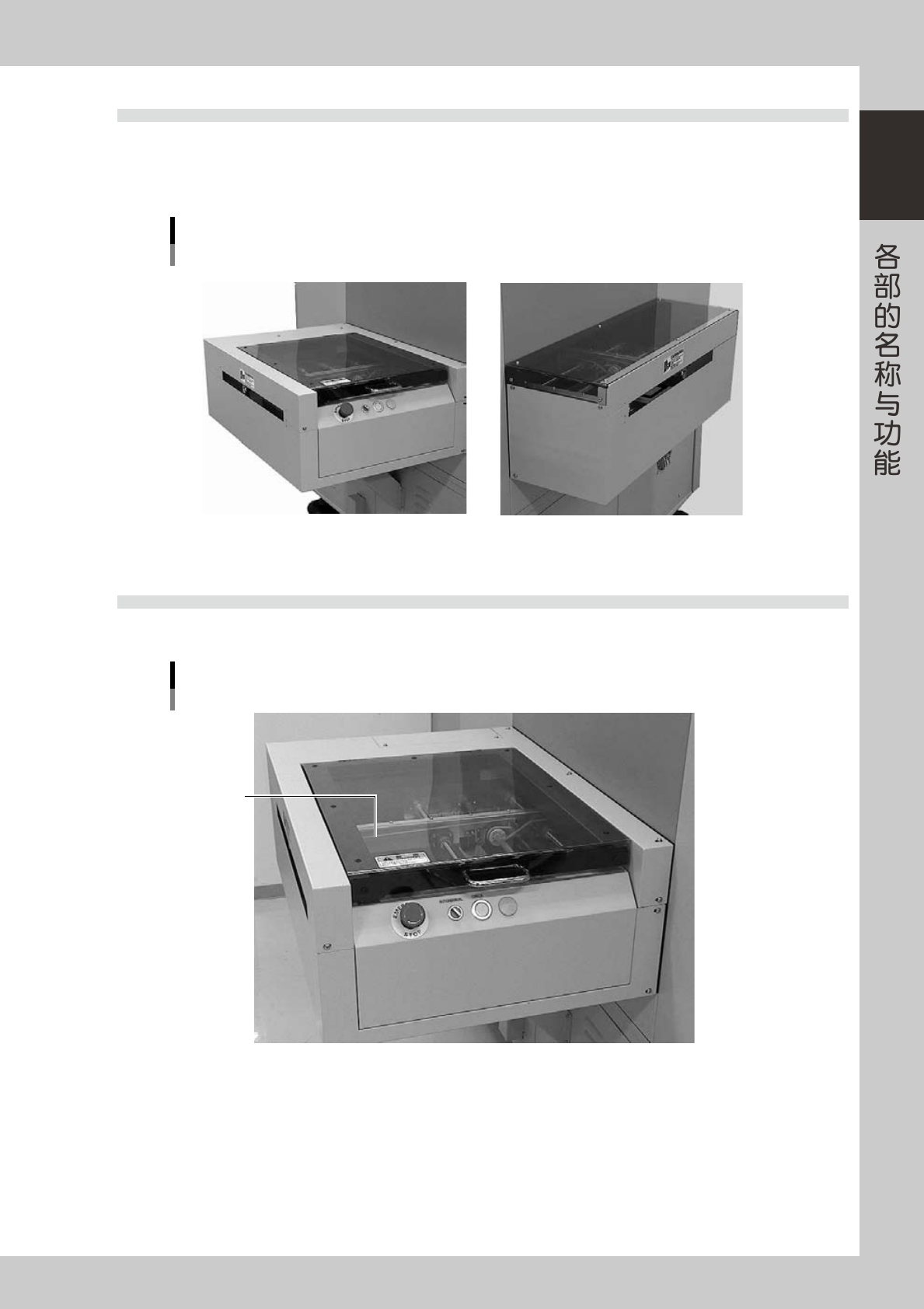
4.4 传出侧用加长传送装置 ( 选配 )
选配了传出侧用加长传送装置的 YSP,可以在传出侧目测确认印刷状态。
传出侧用加长传送装置 (选配)
安全盖
65114-L3-00
1-16
1
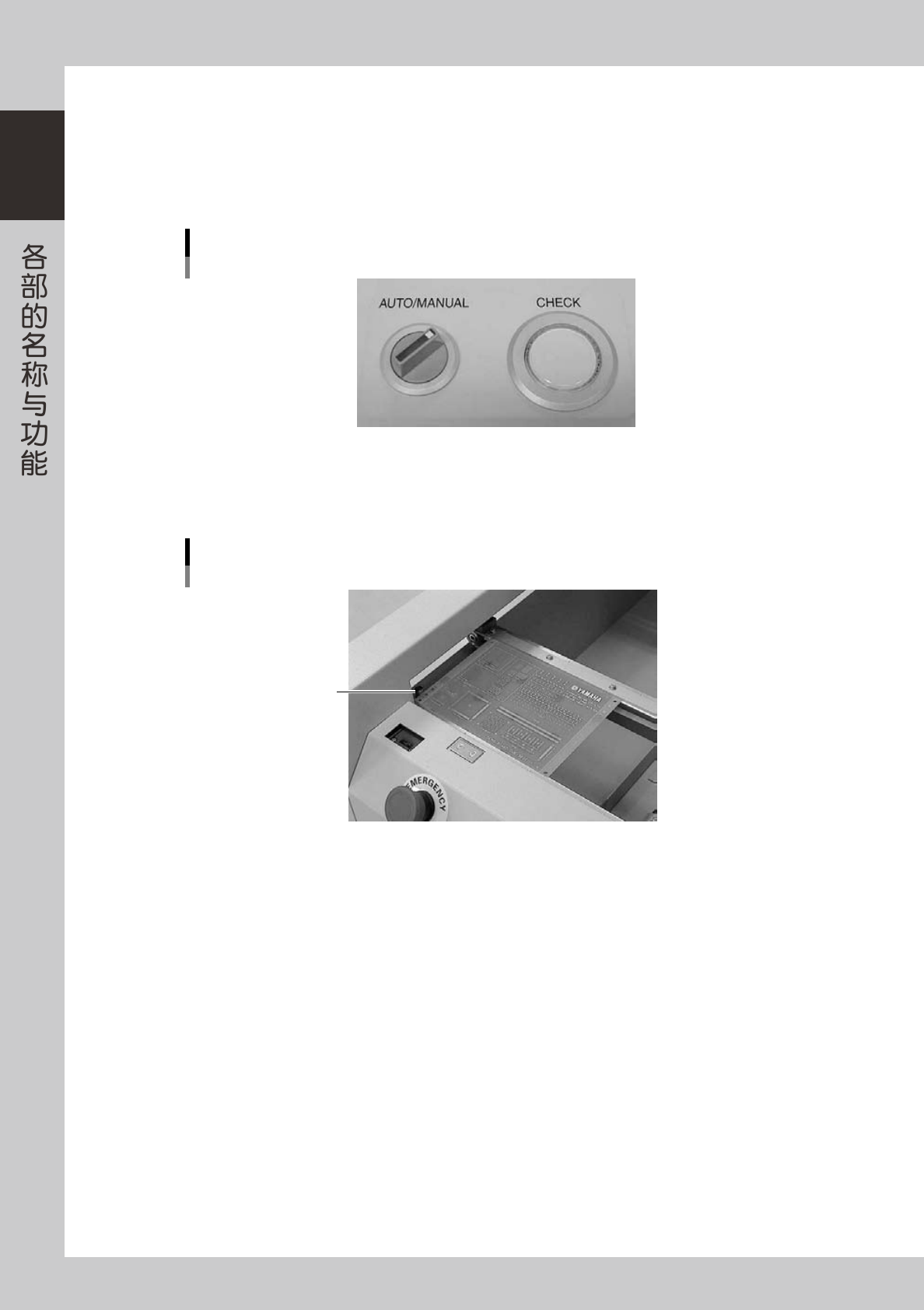
4.4.1 手动模式
使用加长传送装置部的 [AUTO / MANUAL] 开关,可以切换到自动或手动模式。想要目视检查基板的印刷状态时,
需将 [AUTO / MANUAL] 开关旋至 MANUAL 侧,选择手动模式。只要选择了手动模式,从基板固定部传来的基板
就会暂时停留在加长传送装置的出口处以便目视检查。
下面,介绍目视检查基板印刷状态的操作步骤。
[AUTO / MANUAL]开关
手动模式
65115-L3-00
1
确认基板已停在加长传送装置上。
只要基板在加长传送装置的出口位置 ( 出口挡板的位置 ) 停下,[CHECK] 按钮就会亮灯。
基板暂停位置
出口挡板
65116-L3-00
2
检查基板。
从加长传送装置上取下基板进行检查。
3
检查完后,将基板放回加长传送装置。
4
按 [CHECK] 按钮。
[CHECK] 按钮熄灯之后,基板被传至下游设备。