YSP_Users_C.pdf - 第91页
3-13 3 9 滚动运行完成之后,按 [ 关闭 ] 按扭。 0 按照画面的提示,传出基板。 q 清洁网板。 1. 按 [ 自动清洁 ] 按钮。 显示选择清洁方式的对话框。 2. 选择清洁方式 (“干式”或“湿式”),按 [OK] 按钮。 清洁装置开始启动,自动清洁网板背面。 [自动清洁]按钮 [自动清洁]按钮 66311-L3-00 参考 需要进行手动清洁时,按 [ 手动清洁 ] 按钮后,按照画面的提示操作。
3-12
3
3
识别基准标记结束之后,显示“滚动运行”对话框。
识别结束之后,自动关闭标记识别画面,基板工作台被固定在印刷位置,并显示“滚动运行”对话框。
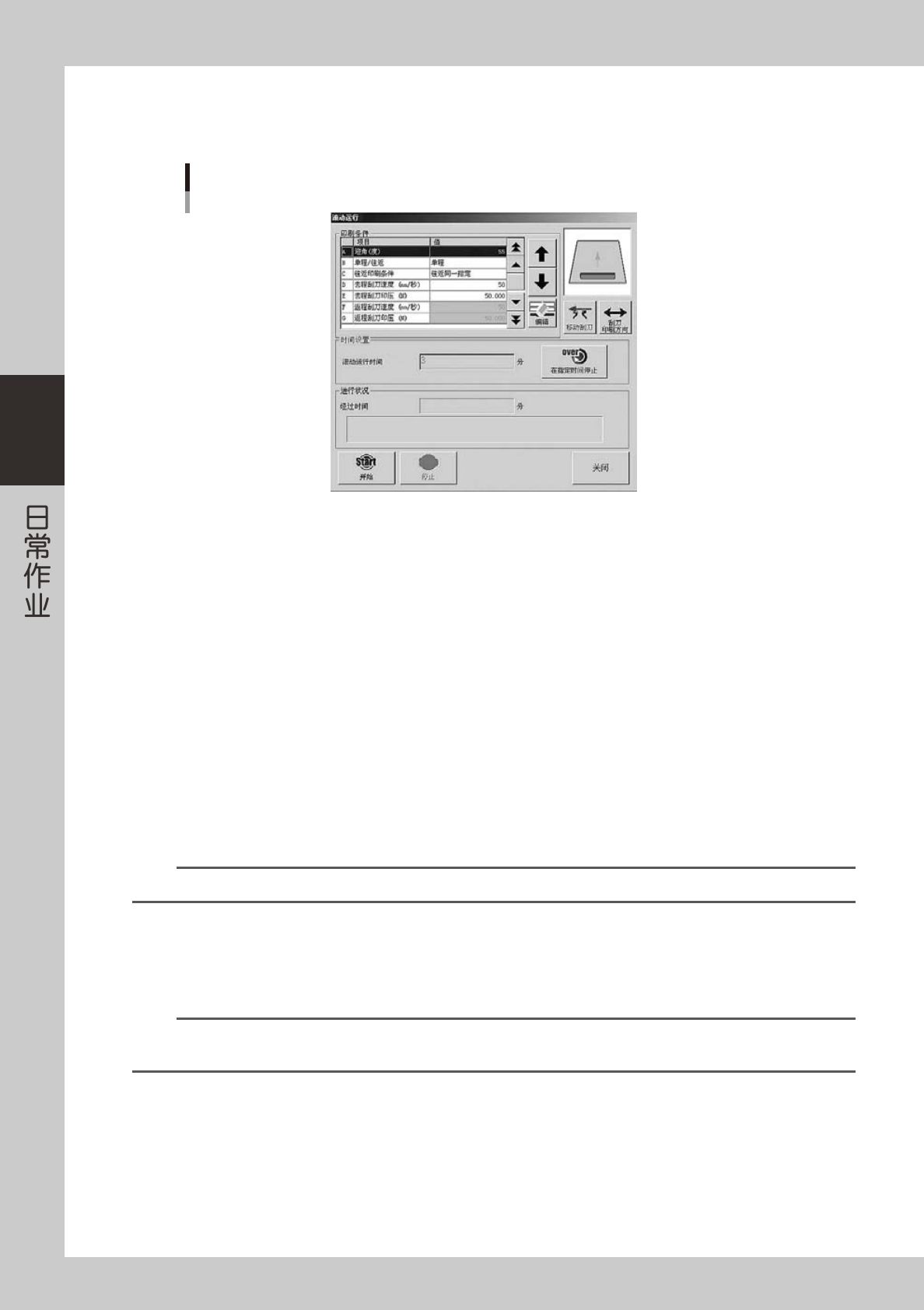
“滚动运行”对话框
66310-L3-00
4
将刮刀移至退避位置。
刮刀在印刷机正面侧时,按“滚动运行”对话框的 [ 移动刮刀 ] 按钮,将刮刀移至退避位置 ( 里侧 ),
并根据需要按 [ 刮刀印刷方向 ] 按钮,切换印刷方向。
e
5
放入锡膏。
按下紧急停机按钮,打开上部机门,将准备好的锡膏放在网板上。
6
解除紧急停机状态。
关闭上部机门,向右转动紧急停机按钮解除紧急停机状态之后,按操作面板的 [READY] 按钮。
7
进行锡膏的滚动运行。
1. 按“滚动运行”对话框中 [ 在指定时间停止 ] 按钮,设置时间。
2. 按 [ 开始 ] 按钮。
滚动运行开始,当达到所设置的时间时,滚动运行自动停止。
n
要点
观察滚动运行中锡膏的刮取状态,根据需要进入 Step8 调节设定值。
8
根据锡膏的滚动状态,调节设定值。
按“滚动运行”对话框中的 [ 停止 ] 按钮,暂时停止运行之后,在印刷条件的“刮刀速度”和“刮刀印压”
栏中输入适当值。
n
要点
根据网板上锡膏的刮取状态设置“刮刀速度”与“刮刀印压”。刮取不充分时可以提高“刮刀印压”或放慢“刮刀速度”。如果过度
提高“刮刀印压”,会发生渗锡或挖锡现象。
3-13
3
9
滚动运行完成之后,按 [ 关闭 ] 按扭。
0
按照画面的提示,传出基板。
q
清洁网板。
1. 按 [ 自动清洁 ] 按钮。
显示选择清洁方式的对话框。
2. 选择清洁方式 (“干式”或“湿式”),按 [OK] 按钮。
清洁装置开始启动,自动清洁网板背面。
[自动清洁]按钮
[自动清洁]按钮
66311-L3-00
参考
需要进行手动清洁时,按 [ 手动清洁 ] 按钮后,按照画面的提示操作。
3-14
3
7.开始印刷基板
锡膏的滚动运行完成之后,即可开始印刷基板。
1
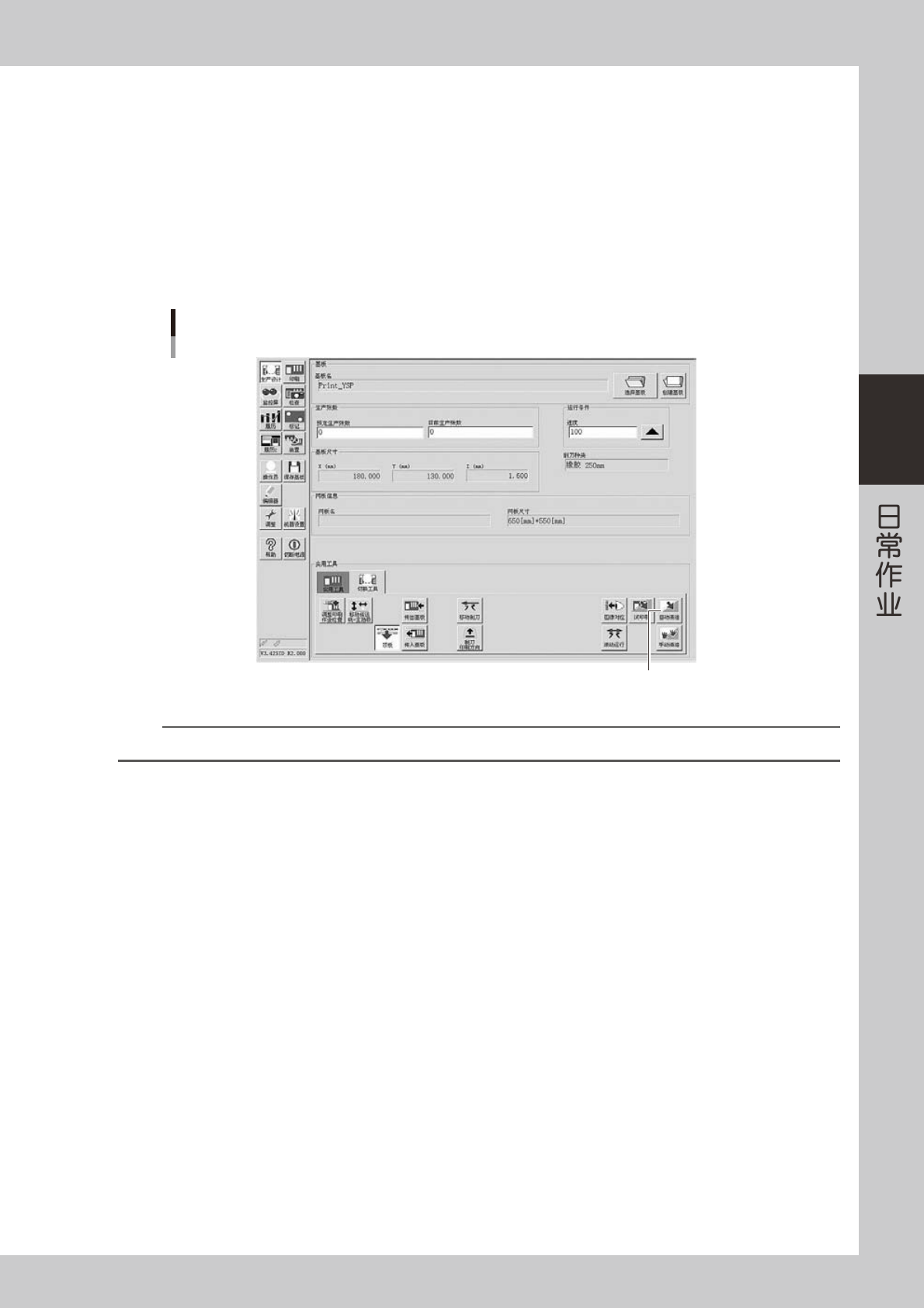
打开生产设计画面,设置预定生产张数和运行速度。
生产设计画面
设置运行速度(%)
设置预定生产张数
66312-L3-00
2
开始运行。
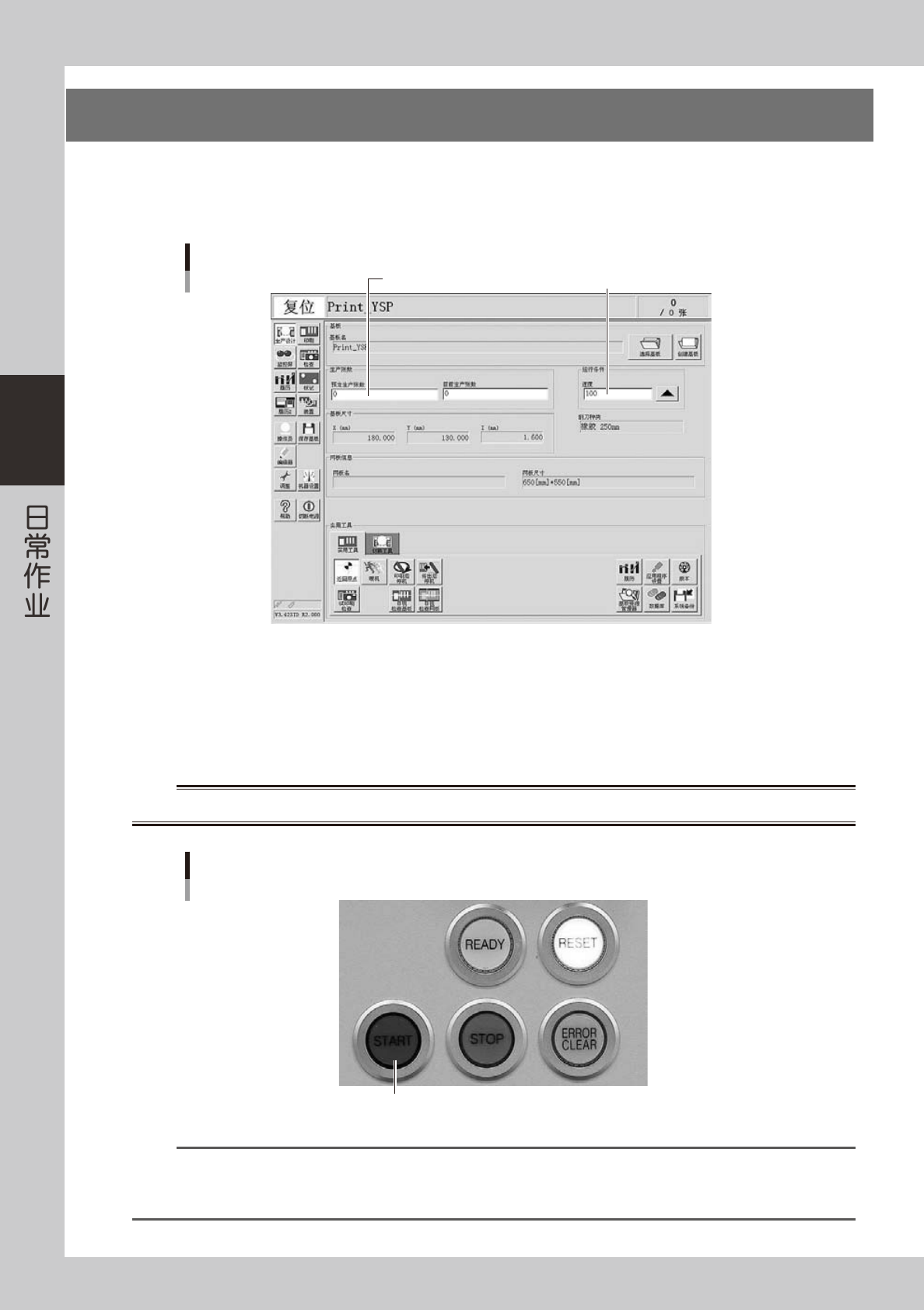
1. 向右转动紧急停机按钮解除紧急停机状态之后,按操作面板的 [READY] 按钮。
2. 确认安全之后,按操作面板的 [START] 按钮。
3. 入口传感器感应基板后,传送带开始运转并将基板传送至印刷位置,开始印刷锡膏。
w
警告
印刷机上部指示灯的绿灯亮时 ( 自动运行中 ),必须关闭上部机门 ( 安全机盖 ),禁止触摸印刷机的可动部。
操作面板
[START]按钮
65307-L3-00
参考
清洁方式设置为“自动”时,印刷机按照指定的基板张数 ( 或时间间隔 ) 自动清洁网板。如果想要在中途中断生产时,按操作面板
的 [STOP] 按钮。如果想要在完成当前基板的印刷并传出基板后再中断生产时,则按生产设计画面的 [ 传出后停机 ] 按钮 ( 参阅本
章“8. 结束生产”)。