YSP_Users_C.pdf - 第95页
3-17 3 ● 监控屏 : 视觉 显示自动运行中,识别基板标记时的识别图像。 [监控屏] -“视觉”画面 [监控屏]按钮 显示标记等的识别图像 66315-L3-00 ( 放大 )、 (缩 小)按 钮 按 [ + ]( 放大 ) 按钮,可将识别图像从 1 放大至 16 倍。按 [ - ]( 缩小 ) 按钮,可将识别图像从 1 缩小至 1/16。 标记监控屏模式 设置标记识别时监控屏的显示模式。根据设置的项目,在画面上显示数字、2 值化…
3-16
3
● 监控屏 :详细
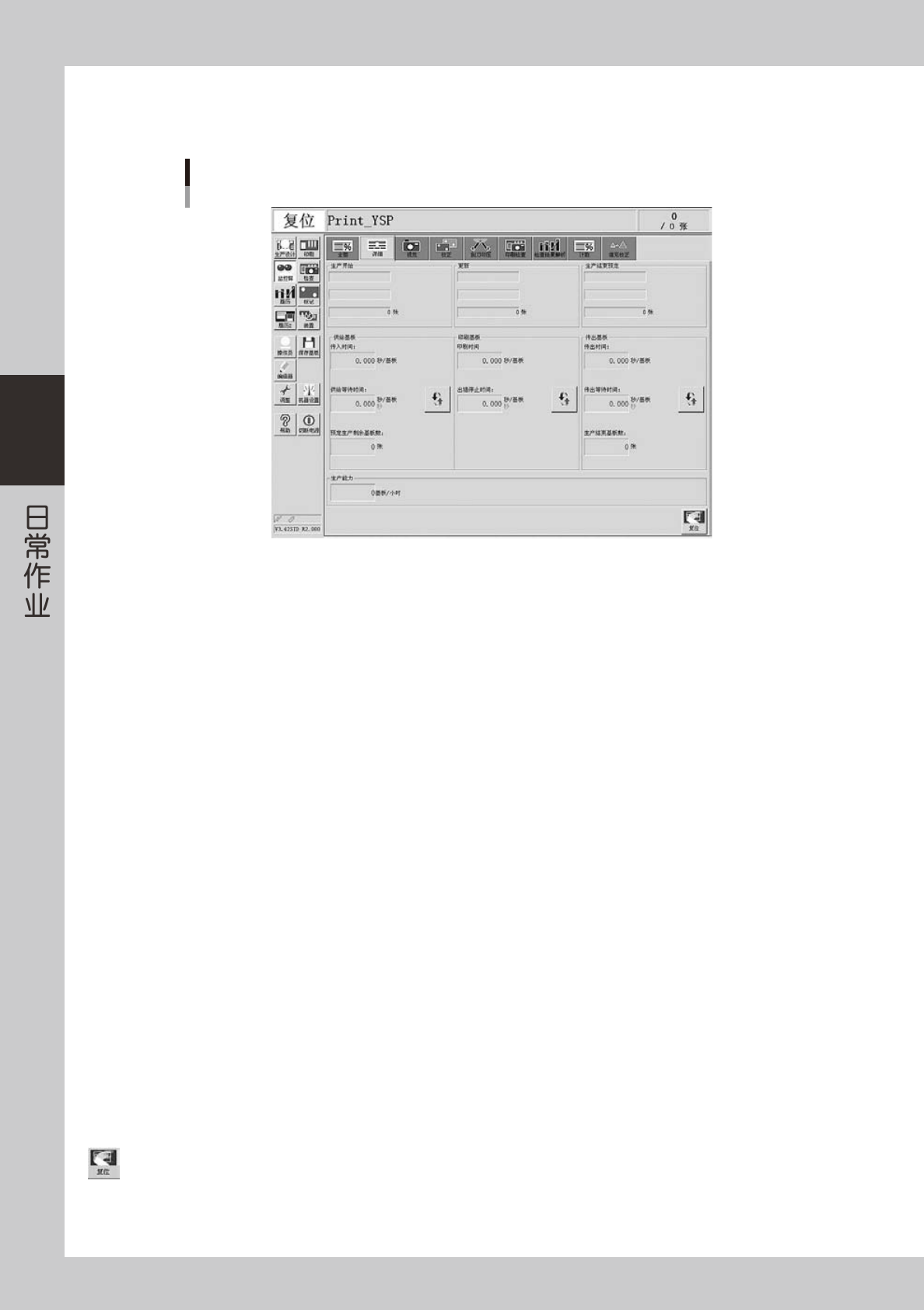
“详细”监控屏,是为了把握当前生产中的基板程序的更为详尽的生产状况的画面。
[监控屏] -“详细”
66314-L3-00
生产开始
显示生产开始的时间 ( 选择完基板的时间 )。张数通常设置为 0。
更新
显示数据更新的时间。显示当前已完成生产的基板张数。
生产结束预定
显示预定的生产结束时间。显示在生产设计画面输入的预定生产张数。预先没有输入生产张数时,此栏为空栏。
传入时间(秒/基板)
1 张基板的平均传入时间。
供给等待时间 ( 秒 / 基板、秒 )
机器等待基板传入的时间。使用 [ 单位切换 ] 按钮,可以显示平均供给 1 张基板所需等待的时间或累计等待的时间。
预定生产剩余基板数 ( 张 )
预定生产张数减去完成生产张数的数值。
印刷时间 ( 秒 / 基板、秒 )
印刷基板的时间。该时间包括基准标记识别、清洁和检查时间。使用 [ 单位切换 ] 按钮,可以显示平均印刷 1 张基板所需
时间或累计印刷时间。
出错停止时间 ( 秒 / 基板、秒 )
机器因出错停机的时间。从发生错误开始到按 [ERRORCLEAR] 按钮之间的时间。但是不包含恢复作业的时间。
使用 [ 单位切换 ] 按钮,可以显示平均 1 张基板因出错停机的时间或累计停机的时间。
传出时间(秒/基板)
1 张基板的平均传出时间。
传出等待时间 ( 秒 / 基板、秒 )
机器等待基板传出的时间。使用 [ 单位切换 ] 按钮,可以显示平均传出 1 张基板所需等待的时间和累计等待的时间。
生产能力
平均 1 小时可以生产的基板张数。
[复位]按钮
使“详细”选项卡中的所有计数都复零。“全部”选项卡的计数也随之一起复零。
3-17
3
● 监控屏 :视觉
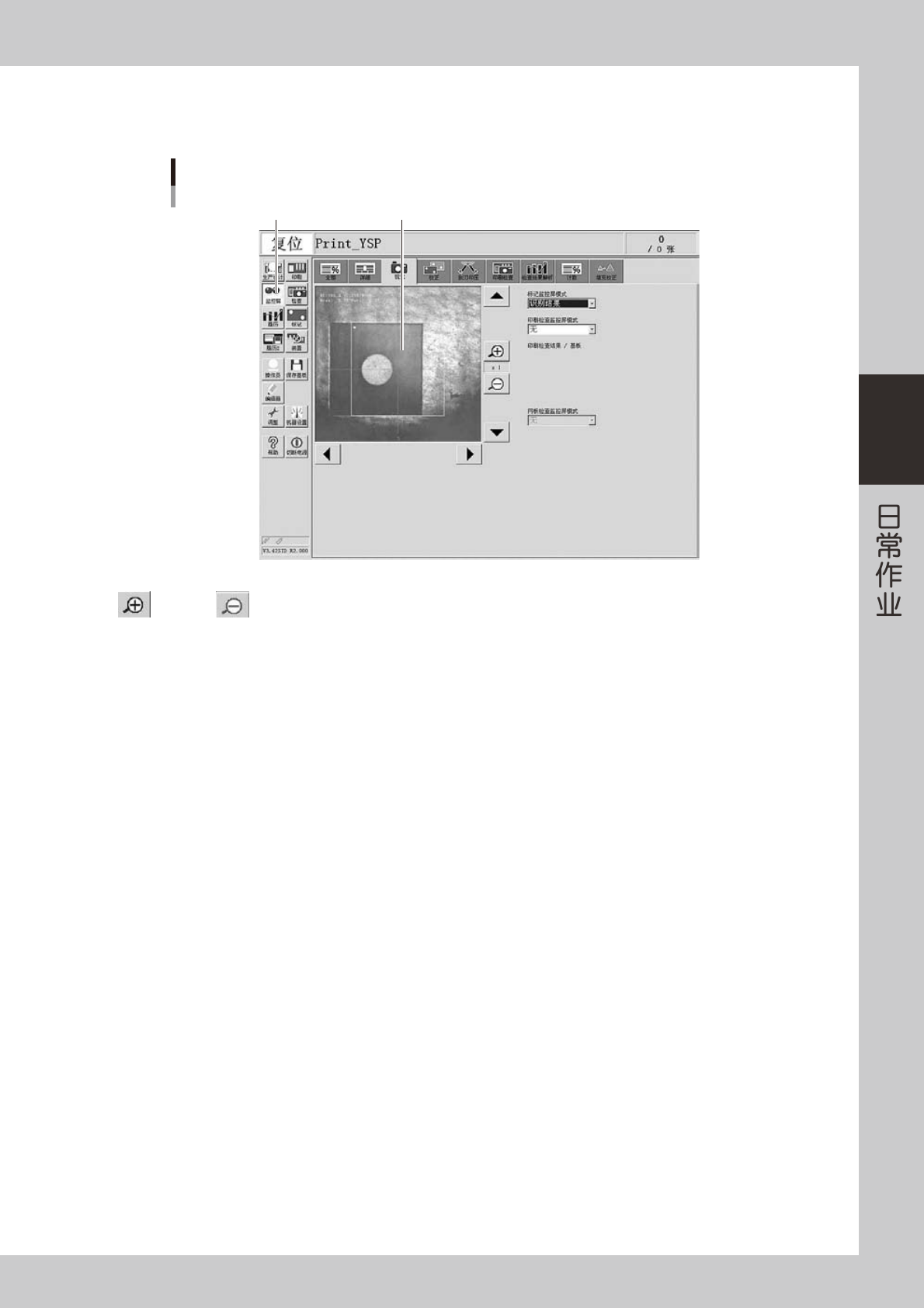
显示自动运行中,识别基板标记时的识别图像。
[监控屏] -“视觉”画面
[监控屏]按钮 显示标记等的识别图像
66315-L3-00
( 放大 )、 (缩小)按钮
按 [ + ]( 放大 ) 按钮,可将识别图像从 1 放大至 16 倍。按 [ - ]( 缩小 ) 按钮,可将识别图像从 1 缩小至 1/16。
标记监控屏模式
设置标记识别时监控屏的显示模式。根据设置的项目,在画面上显示数字、2 值化图像等识别结果。此监控屏模式在运行过
程中也可以切换。
无 :显示用相机摄取的图像,但不显示数字等识别结果。
识别结果 :显示检测到的标记中心位置的坐标 ( 像素 ) 等。
2 值图像 :显示相机摄取的、经 2 值化处理过的图像。
多值图像 :显示相机摄取的、经画像处理过的多值图像。
跟踪结果 :在标记周围用线勾画一圈。
基准圆 :从已检出的标记中心开始,勾画出设定数据直径的标记 ( 只有特定的识别方式可以使用 )。
内外接圆 :从已检出的标记中心开始,勾画出内接圆和外接圆 ( 只有特定的识别方式可以使用 )。
误差图像 :显示误差图像 ( 只有特定的识别方式可以使用 )。
单个数据 :检出多个物体时,显示单个数据 ( 只有特定的识别方式可以使用 )。
印刷检查监控屏模式
选配了锡膏印刷检查功能的印刷机,可以显示检查结果和检查范围。
详细内容,请参阅别册《YSP、YSP20 选件手册》中的“印刷检查功能”的内容。
网板检查监控屏模式
目前尚未使用。
3-18
3
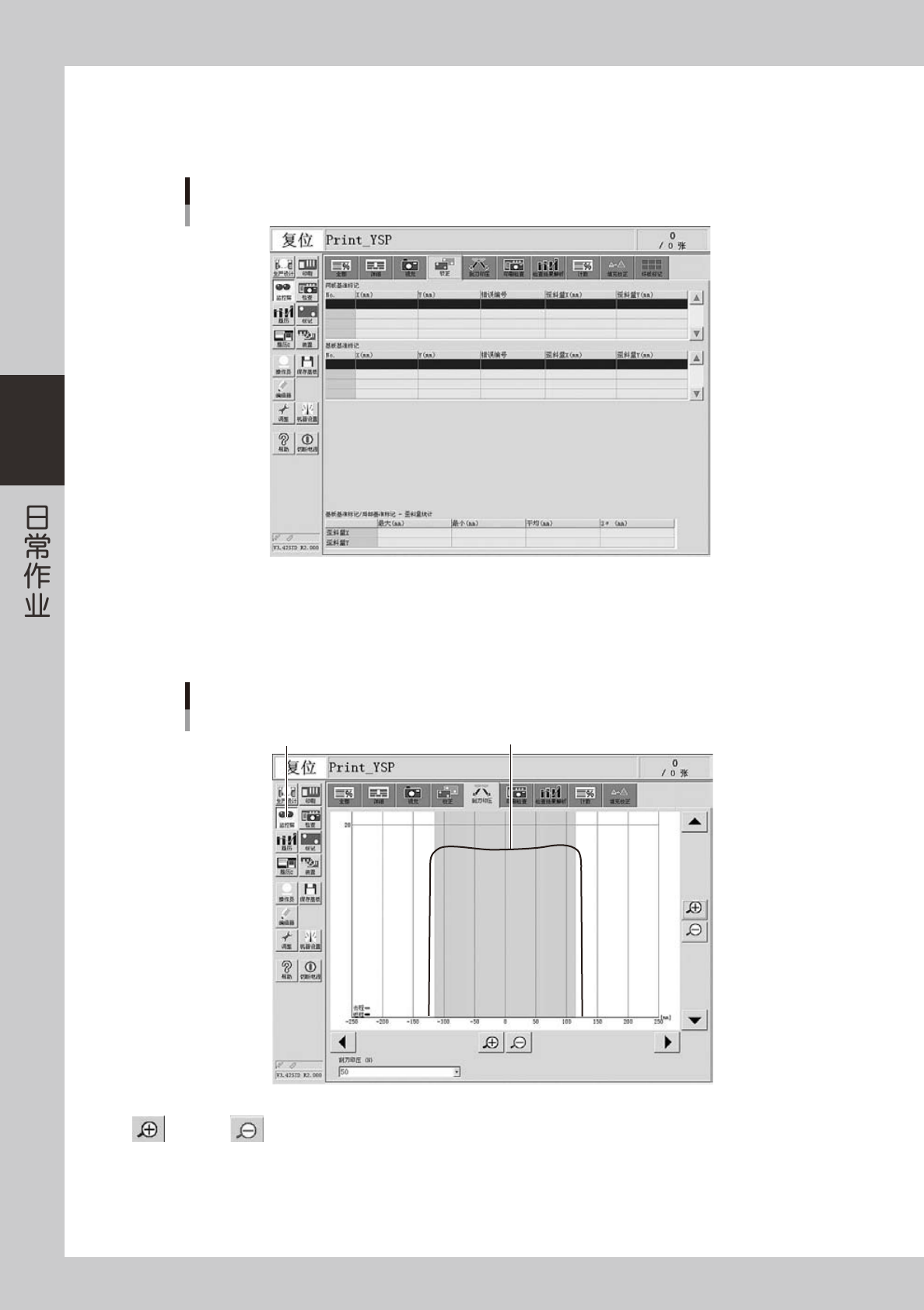
● 监控屏 :校正
可以确认识别结果和歪斜量,其识别结果包括已识别完的全部基板基准标记、全部局部基准标记、全部网板基准标记的固定
偏移量在内。
[监控屏] -“校正”画面
66316-L3-00
● 监控屏 :刮刀印压
用曲线图显示自动运行中的刮刀印压。
横坐标轴表示基板宽度的距离 (mm),纵坐标轴表示刮刀的印压 (N)。印压极度变化时,必须确认基板的固定状态和表面状态等。
[监控屏] -“刮刀印压”画面
[监控屏]按钮
用曲线图显示刮刀的印压
66317-L3-00
( 放大 )、 (缩小)按钮
放大或缩小曲线图的横坐标轴和纵坐标轴的刻度。
刮刀印压 (N)
设置曲线图纵坐标轴的最大刻度。一般设置为“自动”。