OM-1617-005w_GT-28x.pdf - 第69页
OM-1617 2. 料带的安装及拆卸方法 2-37 • 调整方法 Procedure (1) 拧松六角螺母。 (2) 用一字形螺丝刀按顺时针方向拧入 5 次调整螺丝上面的沟槽。 ( 从标准位置拧入 5 次便是约 1.7mm,编带上卷力为标准的 1.4 倍。) (3) 将六角螺母返回到上面位置固定。 1 1 1 1-001
OM-1617
2-36
2. 料带的安装及拆卸方法
1111-002
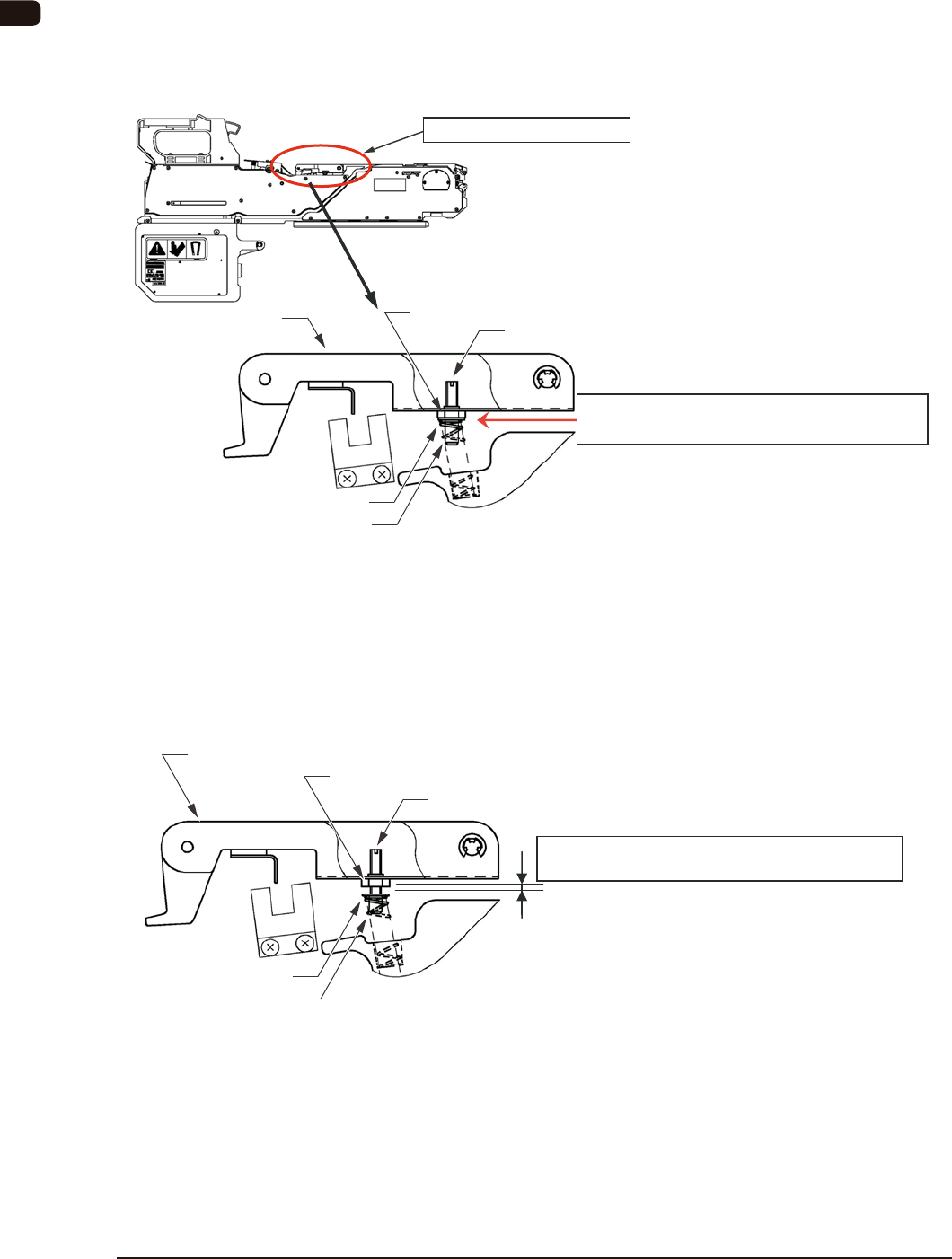
2.9 8mm 用封口盖带张紧力控制杆部弹簧的设定
•
适用机种 : GT-28080/28081/28082/28083
•
封口盖带张紧力控制杆部弹簧的标准设定值
关于弹簧的标准设定值,调整螺丝的凸缘部和六角螺母的间隙尺寸为
0mm。
张紧力控制杆部弹簧设定位置
标准设定位置:凸缘和六角螺母的间隙为0mm
封口盖带张紧力控制杆部
调整螺丝
凸缘
弹簧
张紧力控制杆
六角螺母
弹簧的标准设定位置 FB48
•
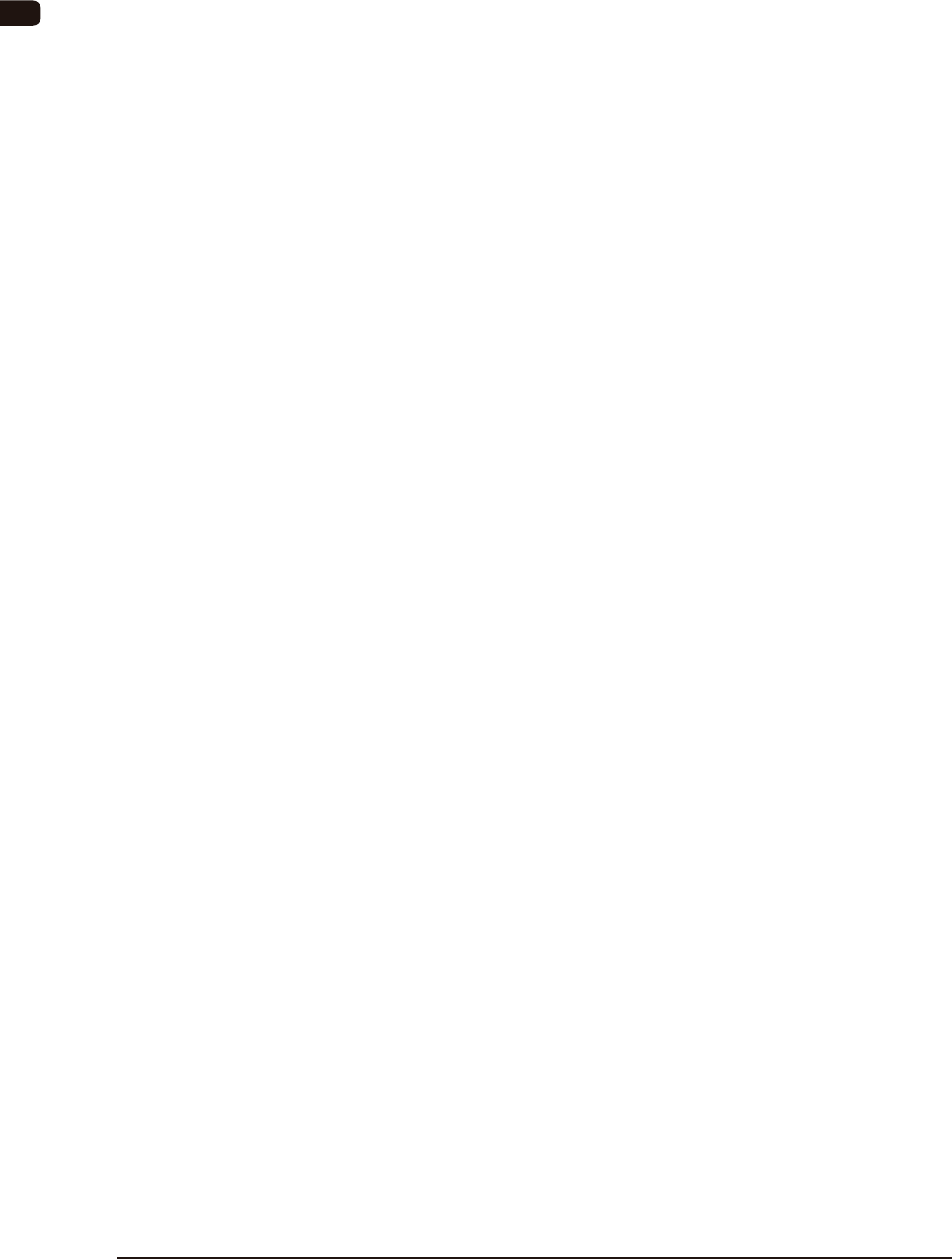
带式送料器动作中的封口盖带上卷异常 (E1 异常 ) 多发时的设定
根据
封口盖带的种类,弹簧设定标准的时候有不能正常上卷、卷入到
抑制器的剥离间隙部的情况。
多发这种异常时,如下图所示变更张紧力控制杆部弹簧的设定。
张紧力控制杆部弹簧设定位置
变更位置:凸缘和六角螺母的间隙为1.7mm
调整螺丝
凸缘
弹簧
张紧力控制杆
六角螺母
弹簧的变更位置 FB48-1

OM-1617
2. 料带的安装及拆卸方法
2-37
•
调整方法
Procedure
(1) 拧松六角螺母。
(2) 用一字形螺丝刀按顺时针方向拧入 5 次调整螺丝上面的沟槽。
( 从标准位置拧入 5 次便是约 1.7mm,编带上卷力为标准的 1.4 倍。)
(3) 将六角螺母返回到上面位置固定。
1111-001
OM-1617
2-38
2. 料带的安装及拆卸方法
1111-001