X系列用户手册(708.1以上)-中文.pdf - 第386页
6 工作站扩展部件 《用户手册》 SIPLACE X- 系列 6.8 SIPLACE X- 系列贴片机元件 料车的装卸站 使用软件版本 708.1 或更新 05/2015 版 386 6 拧开两个上紧的连接点 (图 6.8 - 5 中的物件 3,第 384 页) 。 拧松另外两个上紧的连接点 (图 6. 8 - 5 中的物件 2,第 384 页) 。 移除两颗 M8 六角螺母和垫圈 (图 6.8 - 5 中的物件 4,第 3…
《用户手册》 SIPLACE X- 系列 6 工作站扩展部件
使用软件版本 708.1 或更新 05/2015 版 6.8 SIPLACE X- 系列贴片机元件料车的装卸站
385
6.8.5.1 工具
调节 COT 插入件的高度时,您将需要下列工具:
– 内六角扳手,一套
– 叉形扳手,尺寸 13
6.8.5.2 将 COT 插入件改装到其他高度
6
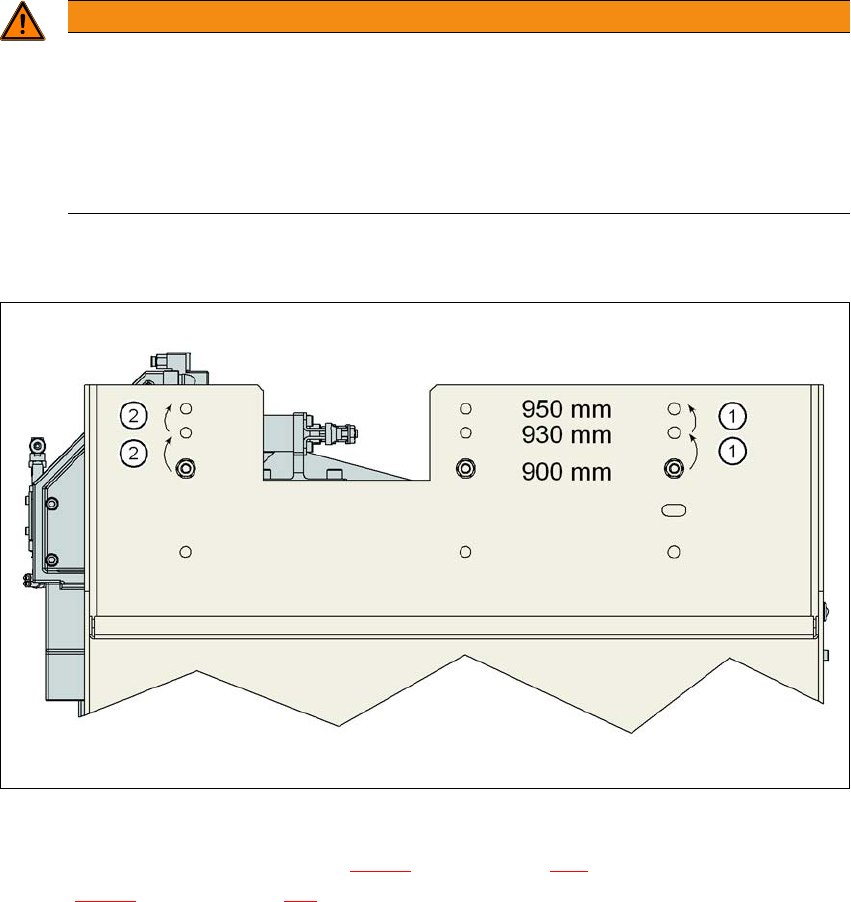
6.8.5.3 将 COT 插入件改装到 900, 930 或 950 mm 的高度
6
图 6.8 - 6 转换步骤的顺序
拧松两颗 M8x18 六角套筒螺丝(图 6.8 - 5 中的物件 9,第 384 页) 并移除左、右两个引导件
(图 6.8 - 5
中的物件 8,第 384 页)。
警告
断开装卸站的电源连接。
断开装卸站的压缩空气供给连接。
COT 插入件的重量约为 40 kg。
如果需要,可以再安排一个人帮助您完成高度转换。
按所给顺序执行以下步骤。
6 工作站扩展部件 《用户手册》 SIPLACE X- 系列
6.8 SIPLACE X- 系列贴片机元件料车的装卸站 使用软件版本 708.1 或更新 05/2015 版
386
6
拧开两个上紧的连接点 (图 6.8 - 5 中的物件 3,第 384 页)。
拧松另外两个上紧的连接点 (图 6.8 - 5 中的物件 2,第 384 页)。
移除两颗 M8 六角螺母和垫圈 (图 6.8 - 5 中的物件 4,第 384 页)。
固定住 COT 插入件一侧(图 6.8 - 5 中的物件 10,第 384 页)并拆下此处的两个内六角螺钉
M8x40。
将 COT 插入件转动到下一最高位置。
将侧板固定在此位置 为此可稍微拧紧螺帽。
固定住 COT 插入件的 FCU(图 6.8 - 5 中的物件 12,第 384 页) 并拆下螺纹接头,图 6.8 -
5 中物件 2,第 384 页。
将 COT 插入件转动到下一最高位置。
将侧板固定在此位置
检查物件 2、3 和 4 处所有拧紧的连接是否都已牢固。
用 M8x18 六角套筒螺丝 (图 6.8 - 5 中的物件 9, 第 384 页)固定左、右两个引导装置 (图
6.8 - 5
中的物件 8,第 384 页)。
6
注意事项
损坏的危险!
升降 COT 插入件时,电缆可能发生损坏。
升降 COT 插入件时,确保不会损坏任何电缆。
请注意
如果要将 COT 插入件降低到其他高度,请以与升高操作相反的顺序进行操作。

《用户手册》 SIPLACE X- 系列 6 工作站扩展部件
使用软件版本 708.1 或更新 05/2015 版 6.9 SIPLACE 强力贴片头
387
6.9 SIPLACE 强力贴片头
物件号:00119736-xx 强力贴片头
只有订购新贴片机时采购了强力贴片头,而不是标配的 TwinStar 贴片头时此物件号才有
用。 6
6.9.1 说明
SIPLACE 强力贴片头是在标准 TwinStar 贴片头基础上研发的一款更高级的产品。它可处理相同
的元件范围,还能实现最高达 30 N 的下放力。SIPLACE 强力贴片头可以使用所有在标准
TwinStar 贴片头上使用的吸嘴和夹持器。
6.9.2 技术数据
6
TwinStar 贴片头和强力贴片头的其他所有技术数据完全相同 (见第 3.5.7.2 节,第 148 页)。
可编程的下放力 2.0 N 到 10 N ± 10 %
大于 10 N,最大到 30 N ± 15 %