RS-1_MS.pdf - 第133页
MS 参数 8-8 8-5- 2 使用模具 本项目中不使用模具 。 8-5- 3 操作 本设置是在偏移量已 算出的状态下进行 。 从菜单中选择 “贴片参数 ” - “贴片综合偏移 量” 后, 会显示右面所示的设 置贴片综合偏移量 的对话框。 针对已经算出的偏移 量,在与各激光计 测速度对应的 单元格中输入校正值 。 并且,基准温度要设 置为取得贴片综合 偏移量时的贴 片机之当前温度。 手动输入参数后,点 击“取得基准温度 ”按钮。生产 …
MS 参数
8-7
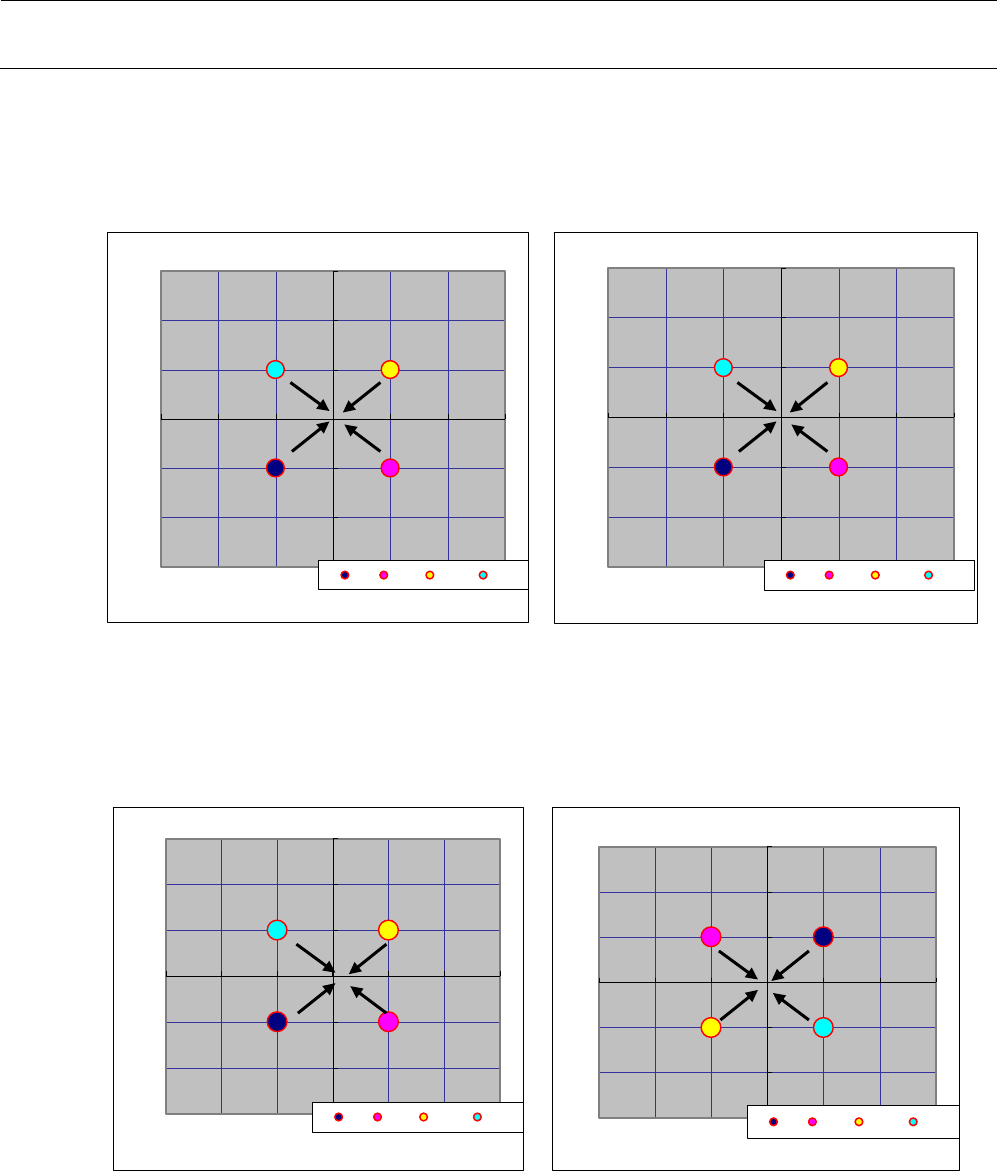
(3) XA,YA,CA 的输入示例
对偏移量值,输入从贴片角度 0°观察到的 180°的偏移量。
1) XA、YA
当各贴片角度(0°、90°、180°、270°)的贴片位置是前台架供给角度 0°、后台架供给
角度 0°、贴片状态如下图所示(F-0 和 R-0 同向偏移)时
如以 F-0 的贴片角度 0°为基准,由于贴片角度 180°向 X 方向偏移+20μm,向 Y 方向偏移
+20μm,给现有的 XA 加上−0.010(mm), YA 加上−0.010(mm)。
2) CA
当各贴片角度(0°、90°、180°、270°)的贴片位置是前台架供给角度 0°、后台架供给
角度 0°、贴片状态如下图所示(F-0 和 R-0 逆向偏移)时
如以 F-0 的贴片角度 0
°为基准,由于贴片角度 180°向 X 方向偏移+20μm,向 Y 方向偏移
+20μm,给现有的 CA 加上−0.010(mm)。
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
Y (μm)
X (μm)
0 90 180 270
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
Y (μm)
X (μm)
0 90 180 270
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
Y (μm)
X (μm)
0 90 180 270
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
Y (μm)
X (μm)
0 90 180 270
MS 参数
8-8
8-5-2 使用模具
本项目中不使用模具。
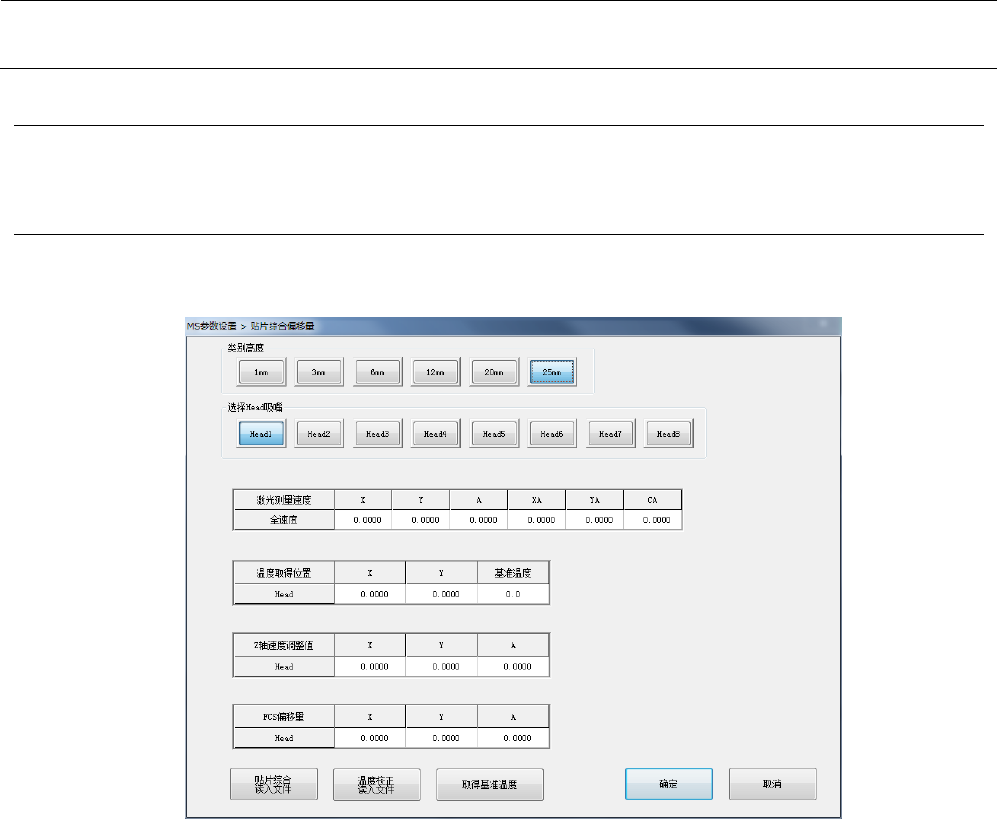
8-5-3 操作
本设置是在偏移量已算出的状态下进行。
从菜单中选择“贴片参数”-“贴片综合偏移量”后,会显示右面所示的设置贴片综合偏移量的对话框。
针对已经算出的偏移量,在与各激光计测速度对应的单元格中输入校正值。
并且,基准温度要设置为取得贴片综合偏移量时的贴片机之当前温度。
手动输入参数后,点击“取得基准温度”按钮。生产时,计算贴片机温度与基准温度的差分,
给XY加上补偿。
MS 参数
8-9
8-6 VCS 贴片综合偏差
8-6-1 功能
贴片头偏差是用激光传感器的高度取得贴片头的组装位置,贴片头倾斜的化,向贴片位置移动时贴片头
的坐标位置就会偏斜。
为了修正这个偏斜,输入偏差值。VCS贴片综合偏差值不能自动计测。请将元件实际贴片后测定偏移
并计算偏差,再输入。
8-6-2 使用模具
本项目中不使用模具。
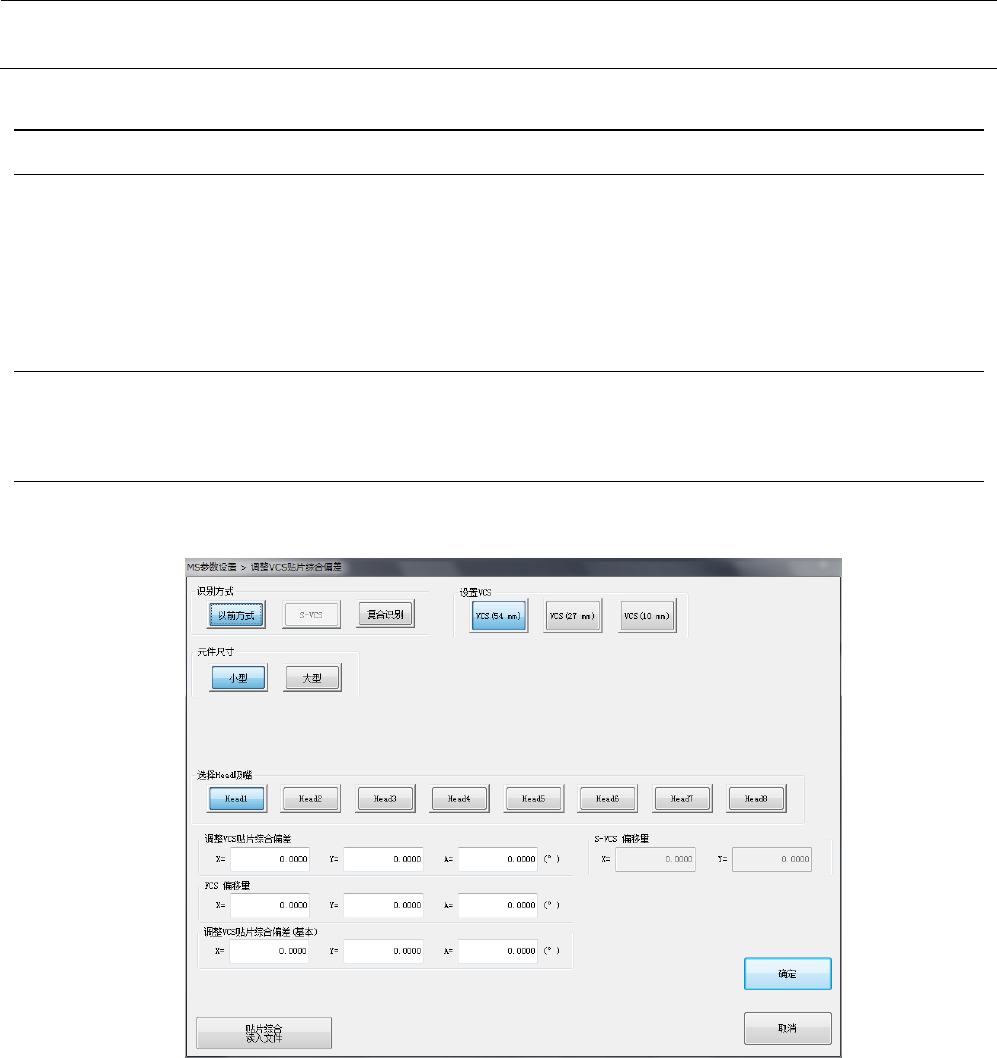
8-6-3 操作
从菜单中选择“贴片参数”-“VCS贴片综合偏移量”后,显示出下面的调整VCS贴片综合偏差的画
面。
请分别进行选择,在“Select Bank”和“设置VCS”中选择设置对象VCS,在“选择Head吸嘴”中选择
设置对象Head,在“识别方式”中选择VCS的识别方式。
如果识别方式是“以前方式”,进而要选择“元件尺寸”,如果是“S-VCS”,再要选择“扫描方向”、
“识别速度”。
请用实际的元件进行贴片,用手工输入与各Head、VCS对应的偏移量。