RS-1_MS.pdf - 第93页
MS 参数 7-3 7-2 A TC 偏移量 7-2- 1 功能 取得 ATC 的各点的装配位置。 7-2- 2 使用模具 本项目中使用以下模 具。 • A TC 偏移量 boss RS -1 ( 40185508 ) 7-2- 3 操作 从菜单中选择“单元 参数”-“ ATC 偏移量”后,会 显示以下对 话框。
MS 参数
7-2
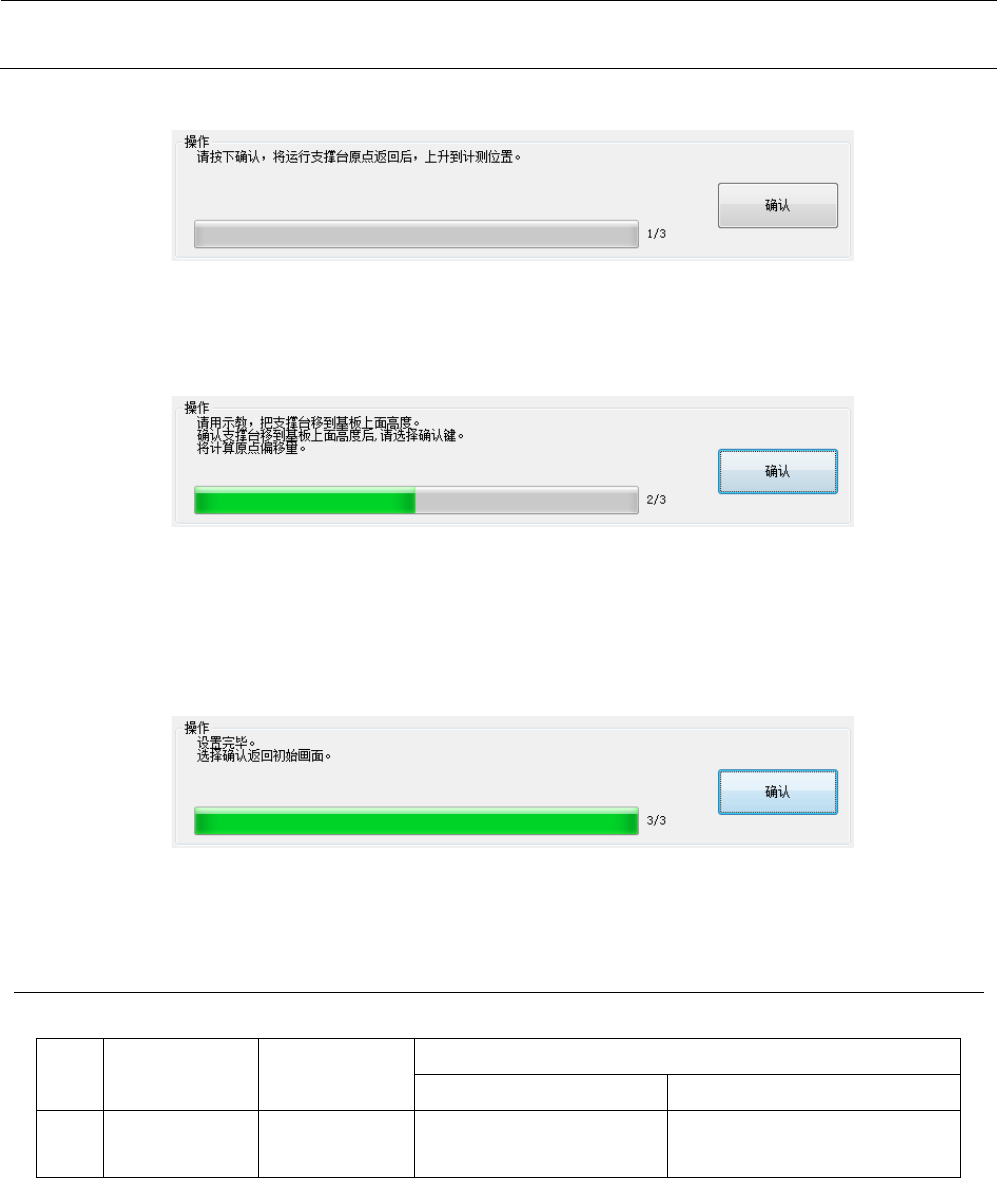
<操作・1/3>
请点击“操作”框内的“确认”按钮。“确认”按钮被按下后,支撑台返回原点后将向计测
开始位置移动。
<操作・2/3>
请利用示教使支撑台上升,对准传送带与夹紧用构件接触的位置。
示教完成后,请按“确认”按钮。
(4 根轨道导轴中有一个首先到顶的高度,另外3根应在距该高度 0.1mm 以内到顶。如果
不是 0.1mm 以内,请进行台子平面的从新调整。)
<操作・3/3>
调整结束了。按“确认”按钮,即返回初始画面。
设置后,在离开画面时进行支撑台的原点复归。
7-1-4 MSP 容许值
No.
项目 MSP容许值
MSP值不良时
出现的问题 调整(检测)项目
1
原点偏移量 ±12mm 原点返回动作不良
基板夹紧不良
支撑台的装配精度
MS 参数
7-3
7-2 ATC 偏移量
7-2-1 功能
取得ATC的各点的装配位置。
7-2-2 使用模具
本项目中使用以下模具。
• ATC偏移量boss RS-1
(40185508)
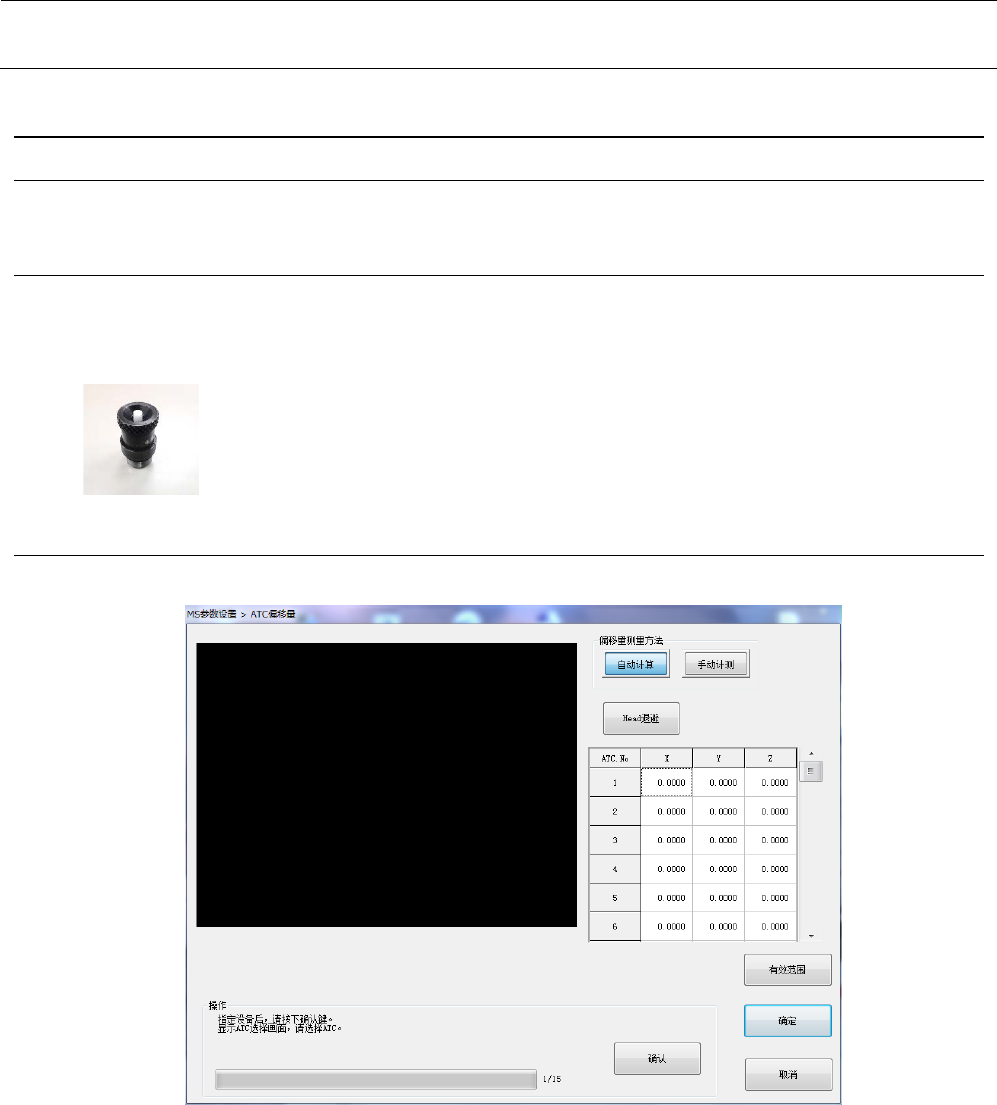
7-2-3 操作
从菜单中选择“单元参数”-“ATC偏移量”后,会显示以下对话框。
MS 参数
7-4
<操作・1/15>
请从“自动计算”、“手动计测”中选择偏移量取得方法。如选择“自动计算”时,仅取得
ATC1 和 ATC15 偏移量,而 ATC2~14、ATC16~45 以自动计算算出。如选择手动计测时,
单独取得被指定的 ATC 编号的偏移量。
请按下“操作”框内的“确认”按钮。
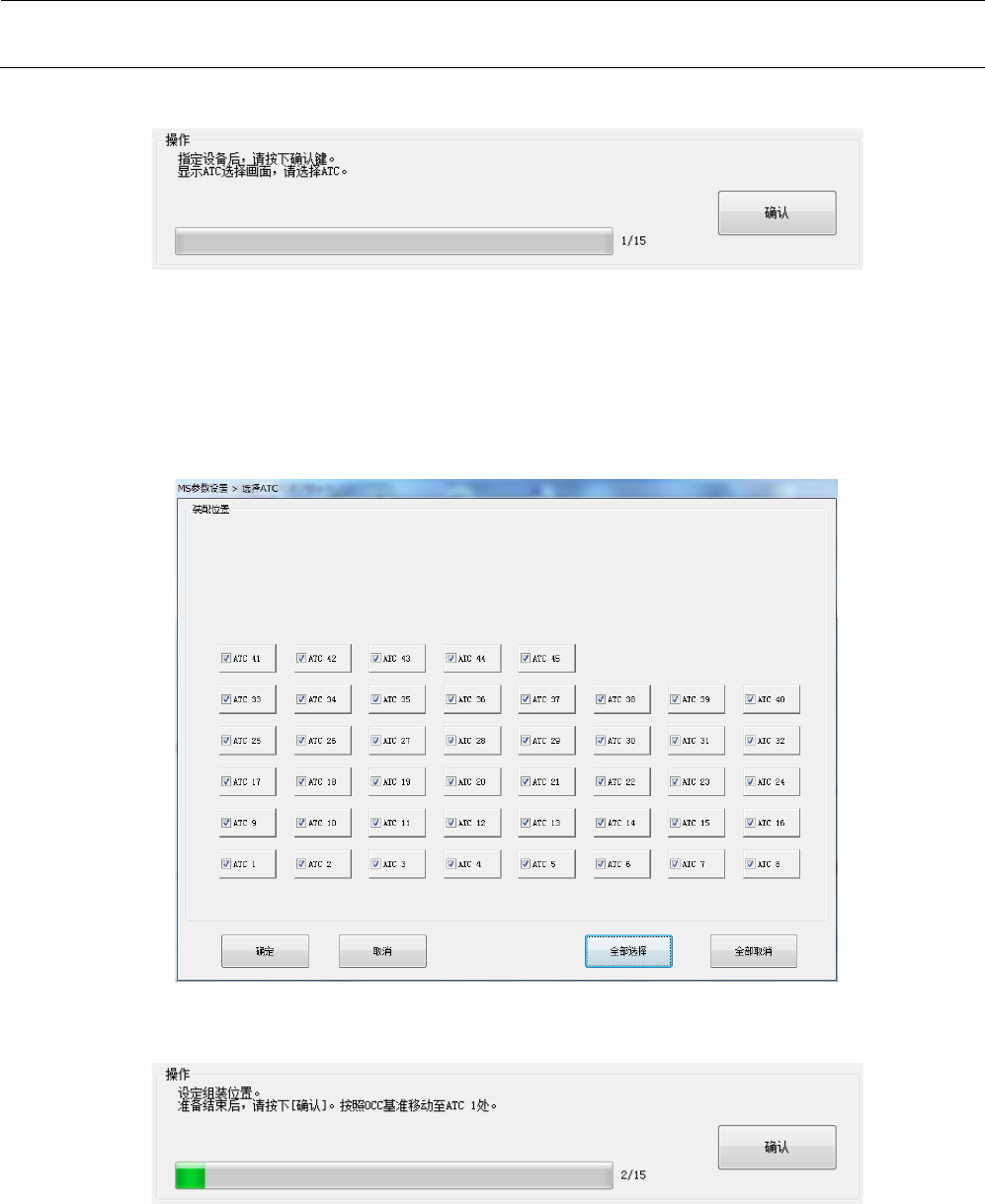
选择“确认”后,将显示“ATC 选择”对话框,故请选择想要取得的 ATC 编号。
(选择手动计测时)
选择完毕后,请选择“确定”按钮。
<操作・2/15>
结束“ATC 选择”对话框后,请将偏差 boss(凸起模具)设置到“操作”框内所示的 ATC
位置上,按“确认”按钮。“确认”按钮被按下后,以 OCC 基准移动到 boss 上。