JX-200_MS参数.pdf - 第38页
Rev. 1.1 MS 参数 4-5 自动测量开始 。 测量内容如下 。 自动计测内容 ① 打开贴装头的真空,读取真空值 。 此时,真空值 -80Kpa 以下,为异常 。 请确认吸嘴 。 ② 下降 Z 轴,测量真空 -80Kpa 以下的位置 。 ③ 计算 ② 测定位置和测定用吸嘴的长度到基板上面的高度 。 < 操作 ・8/12> 从设定贴装头卸下吸嘴, 设置治具吸嘴 。 准备完毕,请按确定键 。 选择确定键之后,测定激光测定高度 。 测…
Rev. 1.1
MS 参数
4-4
4-1-3.操作
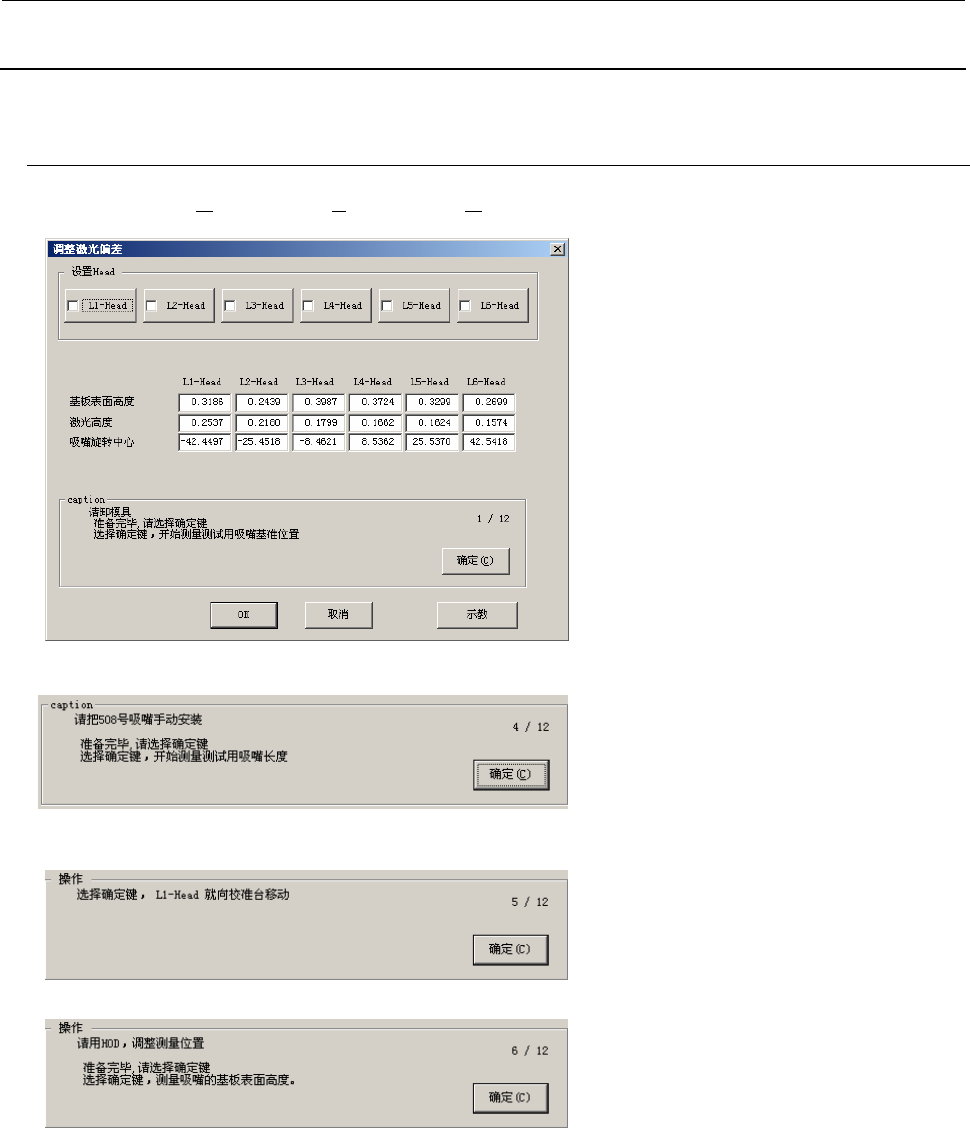
选择了[偏差设定(O)][激光偏差(L)][激光偏差(O)...]之后,显示出下面的激光偏差设定画面。
请选择设定对象贴装头。
※ 不影响机器设置的“使用装置”的设
定。没有检查(设定为不使用的)装
置也可以选择。
测定贴装头可以选择多个。
选择多个时,連续进行被选贴装头的测
定。
<操作・1/1 2>
从设定贴装头取下吸嘴。
准备完毕,请选择确定键。
选择确定键,检测吸嘴套的高度。
<操作・4/1 2>
请给所有设定贴装头安装 508 号吸嘴。
准备完毕,请选择确定键。
选择确定键之后,测定吸嘴长度。
<操作・5/1 2>
请选择确定键。设定贴装头移动到 CAL
部。
<操作・6/12>
通过演示确认测定的贴装头的 508 吸嘴
部分在校准台的平部(无孔的位置)上。
不需要调整时,不用演示。准备完毕,请
选择确定键。
选择确定之后,测定设定贴装头的基板上
面高度。
Rev. 1.1
MS 参数
4-5
自动测量开始。测量内容如下。
自动计测内容
①打开贴装头的真空,读取真空值。此时,真空值-80Kpa 以下,为异常。请确认吸嘴。
②下降 Z 轴,测量真空-80Kpa 以下的位置。
③ 计算②测定位置和测定用吸嘴的长度到基板上面的高度。
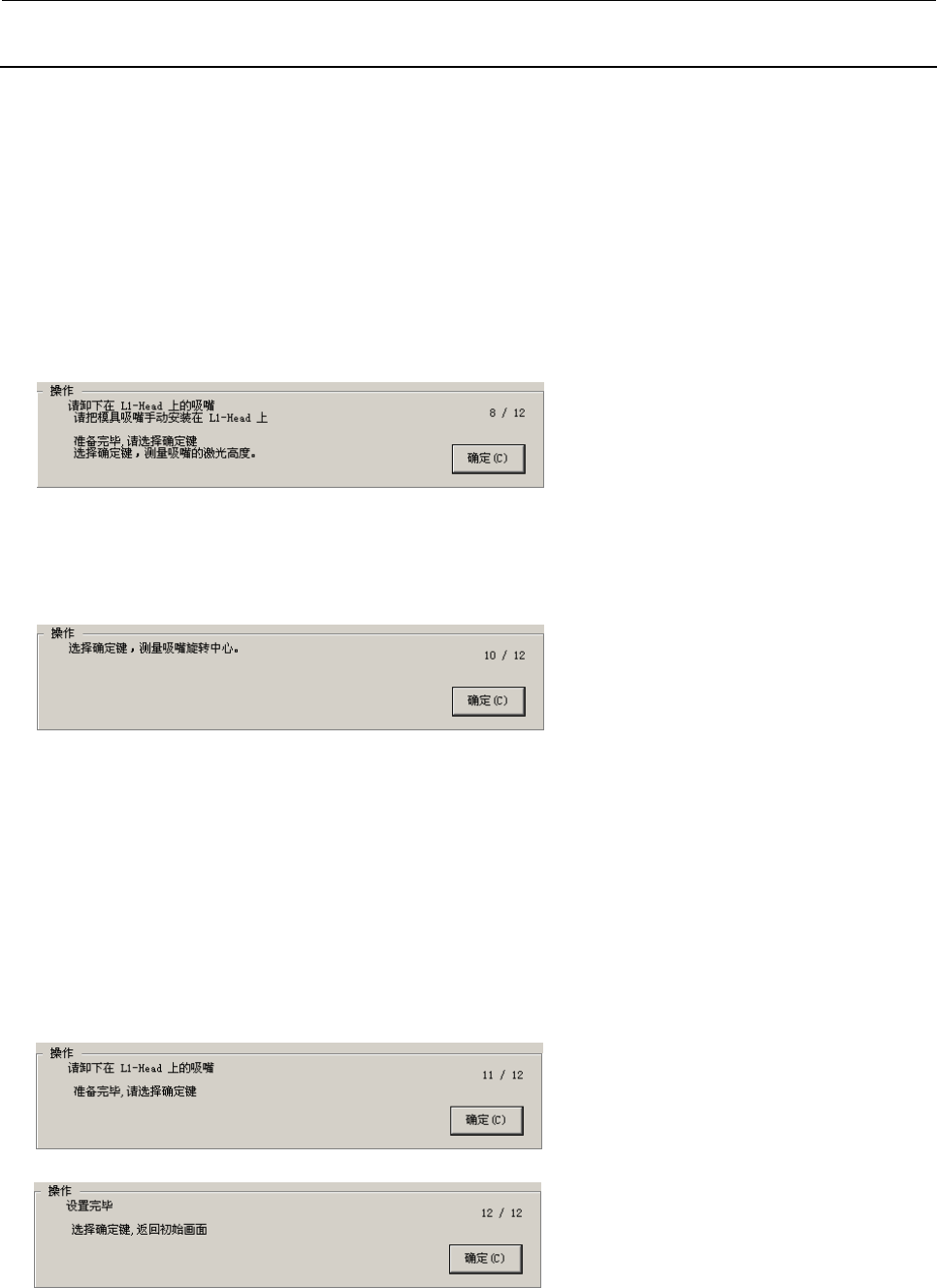
<操作・8/12>
从设定贴装头卸下吸嘴,设置治具吸嘴。
准备完毕,请按确定键。
选择确定键之后,测定激光测定高度。
测定完毕后,从测定结果计算出激光高度
偏差。
<操作・10/12>
选择确定之后,用激光测定设定贴装头的
吸嘴旋转中心。
开始自动测定。
测定完毕,由测定结果计算出吸嘴旋转
中心。
已设定了多个贴装头时,将回到
<操作・8/12>,进行下一个贴装头的测
量。
所有设定贴装头的测量结束后,
进入<操作・11/12>。
<操作・11/12>
请从设定贴装头取下吸嘴。准备完毕,
请选择确定键。
<操作・12/12>
结束设定。
选择了确定键、返回初始画面。
Rev. 1.1
MS 参数
4-6
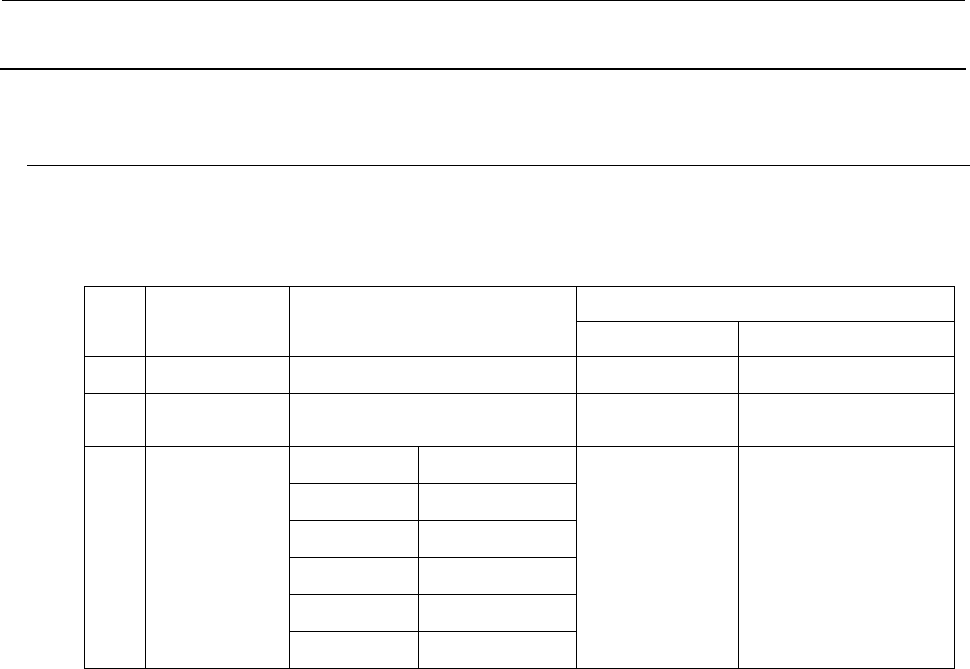
4-1-4.MSP允许值
※ 确认基板上面高度,确认偏差值在−2~+2mm 的范围内。如果偏差值超出此范围,请调整 Z 电动机轴
与 Z 轴滚珠螺杆的位置关系,再次重新取得 MS 参数。
MSP 值不良时
No. 项目 MSP允许位置
异常位置 调整(检查项目)
1
基板上面高度
0±2mm
贴装精度不良 Z轴马达组装
2
激光高度
0±1 mm
贴装精度不良 Z轴马达组装
激光传感器
L1 -42.5±1
L2 -25.5±1
L3 -8.5±1
L4 8.5±1
L5 25.5±1
3
吸嘴旋转中心
L6 42.5±1
同时吸附不良
贴装精度不良
贴装头吸嘴轴的安装
精度
激光传感器