JX-200_MS参数.pdf - 第73页
Rev. 1.1 MS 参数 4-40 4-8 . 贴装综合偏差 4-8-1 . 功能 与 4.5.8 VCS 贴装综合偏差一样, 输入贴装头倾斜造成贴装偏差的偏差值, 激光偏差取得的转动中心以 及实际贴装取得的轴转动中心的差 。 贴片综合偏差是不能自动计测的。实际贴装元件,测定偏斜,计算偏差,然后输入。 4-8-1-1 . 概要 贴装综合偏差在取得 MS 参数之后, 通过用 3 维测定器等测定的贴装精度结果, 计算处贴装偏差量然后 进…
Rev. 1.1
MS 参数
4-39
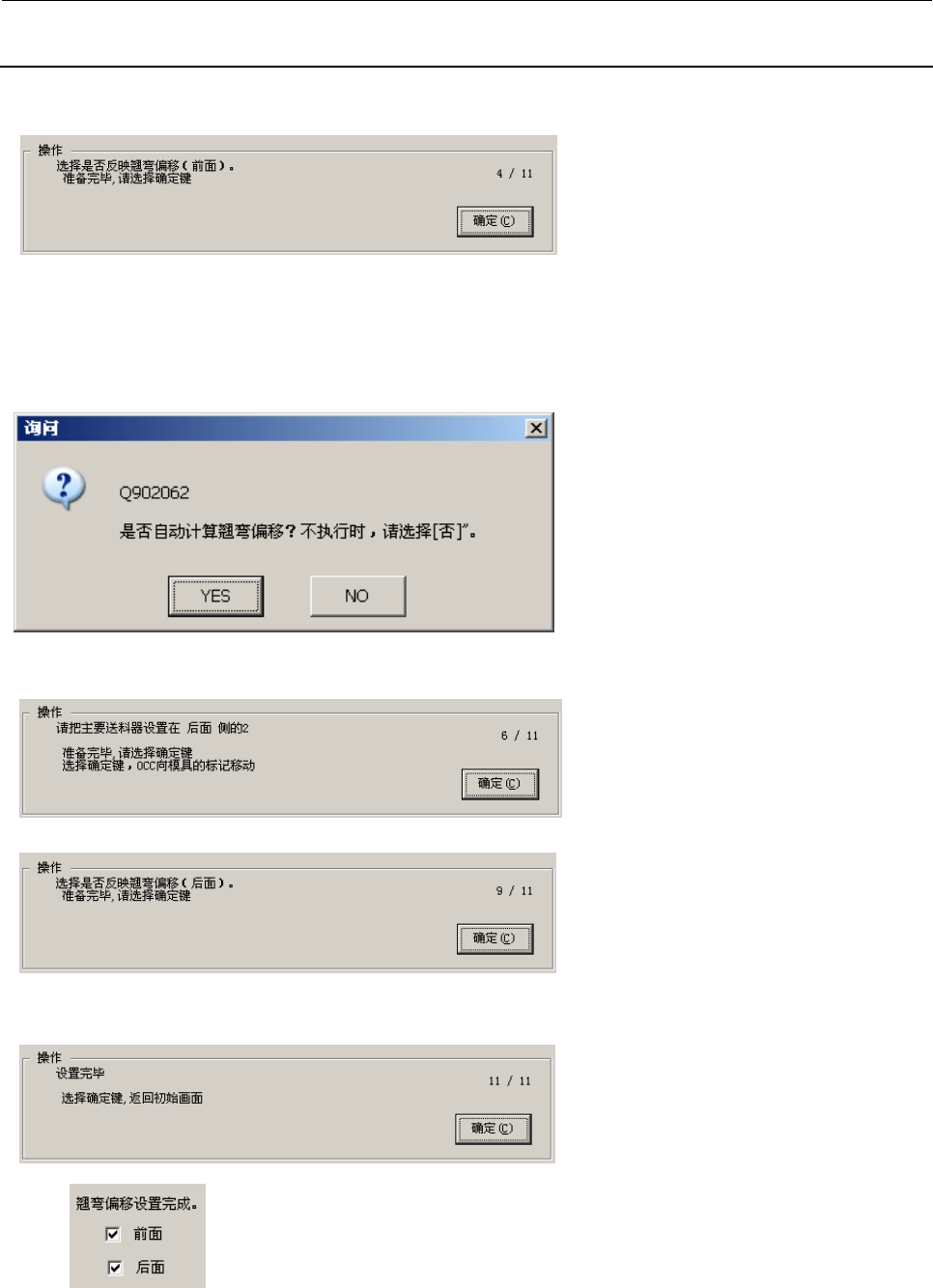
<操作・4/11>
进行最终位置的设定后,会显示是否要反
映翘弯偏移的画面。
在 JX-200 中,是对 5 个点的平均值再加
入翘弯偏移。
将通过以下的计算式自动设定。
当前的显示值+5 个部位的最大值-平均
值-0.09
准备完毕后,请选择确认。
选择确认后,会显示左面的询问信息。如
选择“是”,将自动计算翘弯偏移。
<注意>
有的情况下,仅要取得后面一侧的偏差,
或者不进行取得偏差的操作而只进行动
作确认。此时可跳过前面一侧的取得动
作。此类情况下请选择“否”。
<操作・6/11>
前侧结束后,将设定后侧的吸取基准位置。
设定方法与前侧相同。
准备完毕后请选择确认。
<操作・9/11>
后侧的最终位置设定结束后,会显示是否
要反映翘弯偏移的画面。对 5 个点的平均
值再加上以下算式的偏差。
当前的显示值+5 个部位的最小值-平均
值+0.09
<操作・11/11>
设定完毕。
选择了确认之后,返回到初期設置画面。
反映翘弯偏移后,左面画面上会被设定勾号。
<重新输入 Y 方向挠度修正值>
前侧:
自动计算值=当前的显示值+5 个部位的最大值-平均值-0.09
后侧:
自动计算值=当前的显示值+5 个部位的最小值-平均值+0.09
Rev. 1.1
MS 参数
4-40
4-8.贴装综合偏差
4-8-1.
功能
与 4.5.8 VCS 贴装综合偏差一样,输入贴装头倾斜造成贴装偏差的偏差值,激光偏差取得的转动中心以
及实际贴装取得的轴转动中心的差。
贴片综合偏差是不能自动计测的。实际贴装元件,测定偏斜,计算偏差,然后输入。
4-8-1-1.概要
贴装综合偏差在取得 MS 参数之后,
通过用 3 维测定器等测定的贴装精度结果,计算处贴装偏差量然后
进行修正。
关于 0603 元件,如果数值为 0,则高速的偏差有效。只要输入数值,就可以让高速的偏差有效。
No 项目 设定内容
X, Y, A
贴装元件的综合偏差值
XA, YA
角度成分偏差值
1
CA
吸嘴转动中心的修正值
注 1 0603 元件的实际偏差值,是高速的偏差与 0603 用的偏差相加的值。
高速、中速、低速、0402 元件则是单独的偏差值。
注 2 XA、YA 当前未使用,故在工厂发货时全部设定了 0。
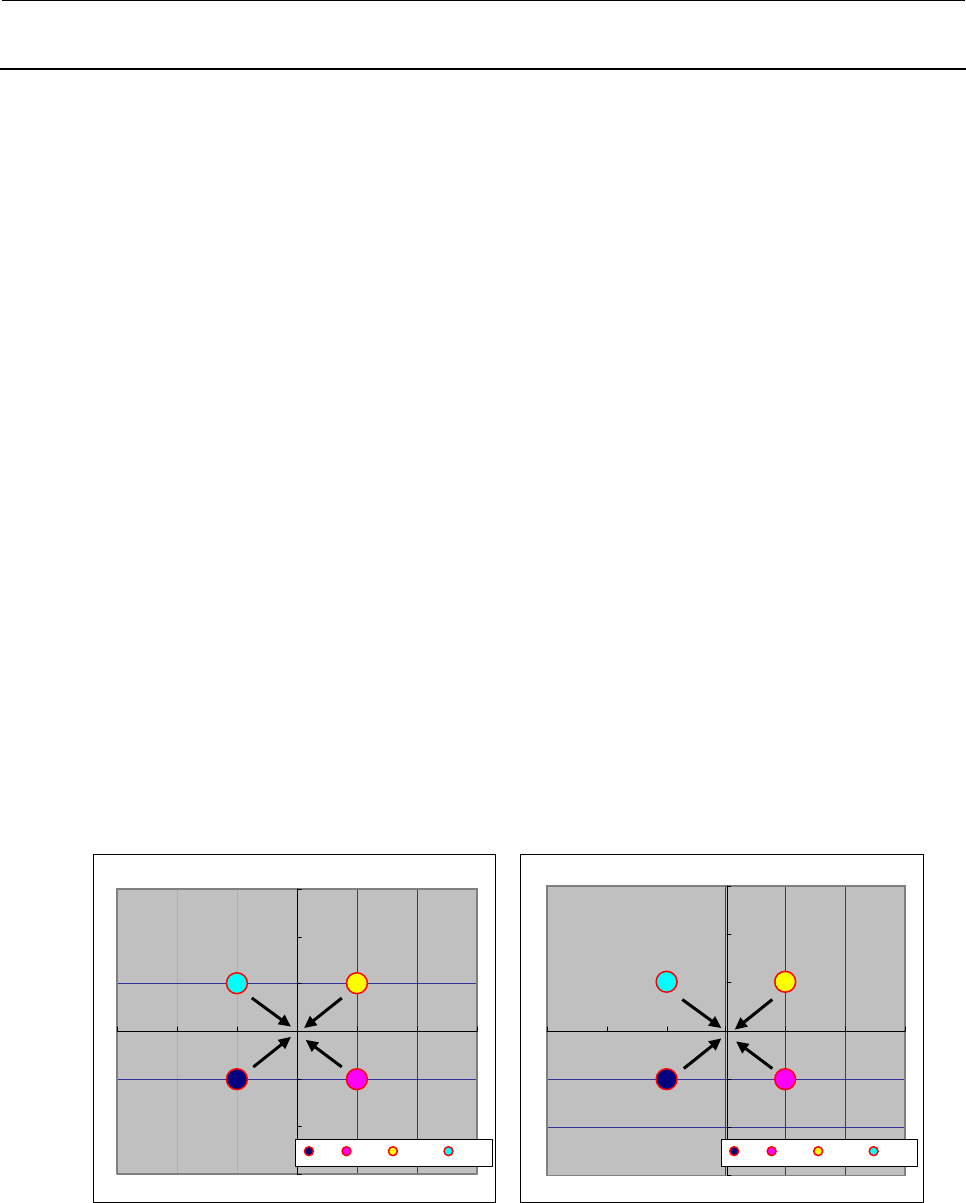
4-8-1-2.XA,YA,CA
XA,YA,CA如下图所示那样构成该贴装角度,是每次离开贴装角度时的偏差值。对平均偏差无效。
图 1 上如果输入了偏差值之后则被修正为图 2。
图 1
贴装角度 0 度
贴装角度 90 度
贴装角度 180 度
贴装角度 270 度
图 2
贴装角度 0 度
贴装角度 90 度
贴装角度 180 度
贴装角度 270 度
图 1 偏差输入前 图 2 偏差输入后
Rev. 1.1
MS 参数
4-41
4-8-1-3.计算范围内的XA,YA,CA的方法
<程序>
① 从前送料库供给角度0°和后送料库送料角度0°用0、90、180、270°贴装角度进行贴装,
分别计算各贴装角度时X,Y的贴装偏差的平均值。
② 各贴装角度不一致时,从前后两送料库用送料角度 0°进行吸附贴装,调查偏斜的倾向。
③ 前侧送料库和后侧送料库的偏斜如果向相反方向偏斜时,CA 有效。
因此,仅输入 CA 的值作为偏差值。
④ 从前侧送料库和后侧送料库的偏斜如果向相同方向偏斜时,XA,YA 有效。
因此,仅输入 XA,YA 的值作为偏差值。
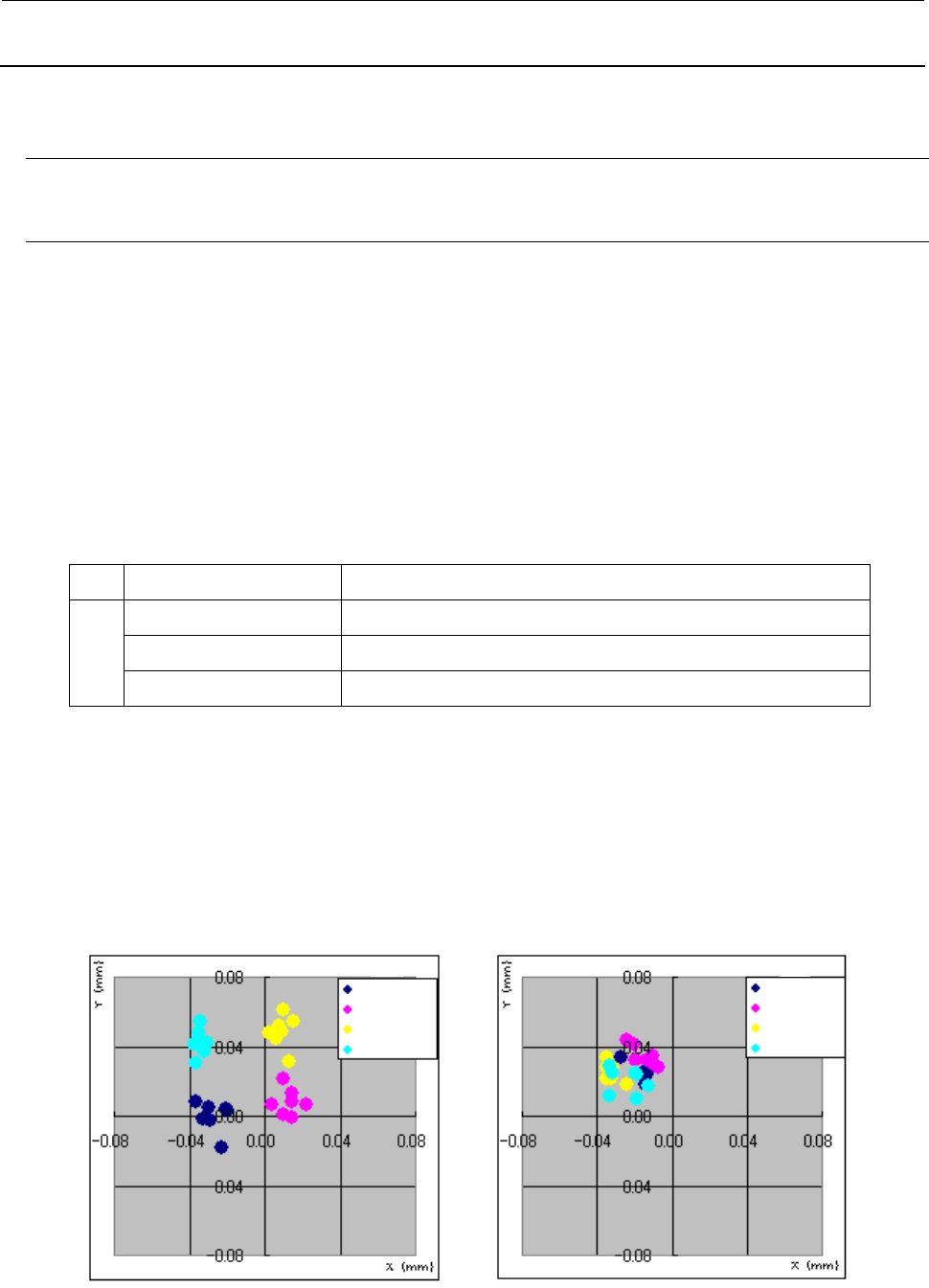
4-8-1-4.XA,YA,CA的输入例
偏差值输入从贴装角度 0°到 180°所看到的偏差量。
1) XA、YA
各贴装角度(0°,90°,180°,270°)的贴装位置以前送料库的送料角度0°,后送料库的
送料角度0°贴装时,将如下图所示那样被贴装(F
-0 和 R-0 向相同方向偏斜)时。
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
X (μm)
Y (μm)
0 90 180 270
-30
-20
-10
0
10
20
30
-30 -20 -10 0 10 20 30
X (μm)
Y (μm)
0 90 180 270
图 3 前送料库 0°吸附的贴装结果 图 4 后送料库 0°吸附的贴装结果
以 F-0 的贴装角度 0°作为基准之后,贴装角度 180°在X方向偏差+20μm,在Y方向偏差+20μm,
因此均向现状的XA加-0.010(mm),向YA加-0.010(mm)。