JX-200_MS参数.pdf - 第45页
Rev. 1.1 MS 参数 4-12 4-3 . CAL 部偏差 请清扫 CAL 块和 CAL 螺丝之后再调整 。 4-3-1 . 功能 测定 CAL 块的第 1 标记和第 2 标记的位置,计算出 2 个标记的中心位置 。 4-3-2 . 使用治具 本设定不使用治具 。 4-3-3 . 操作 选择了 [ 偏差设定 (O )][CAL 块偏差 (C )...] 之后,显示出下面的 CAL 块偏差设定画面 。 < 操作 ・1/4> CAL…
Rev. 1.1
MS 参数
4-11
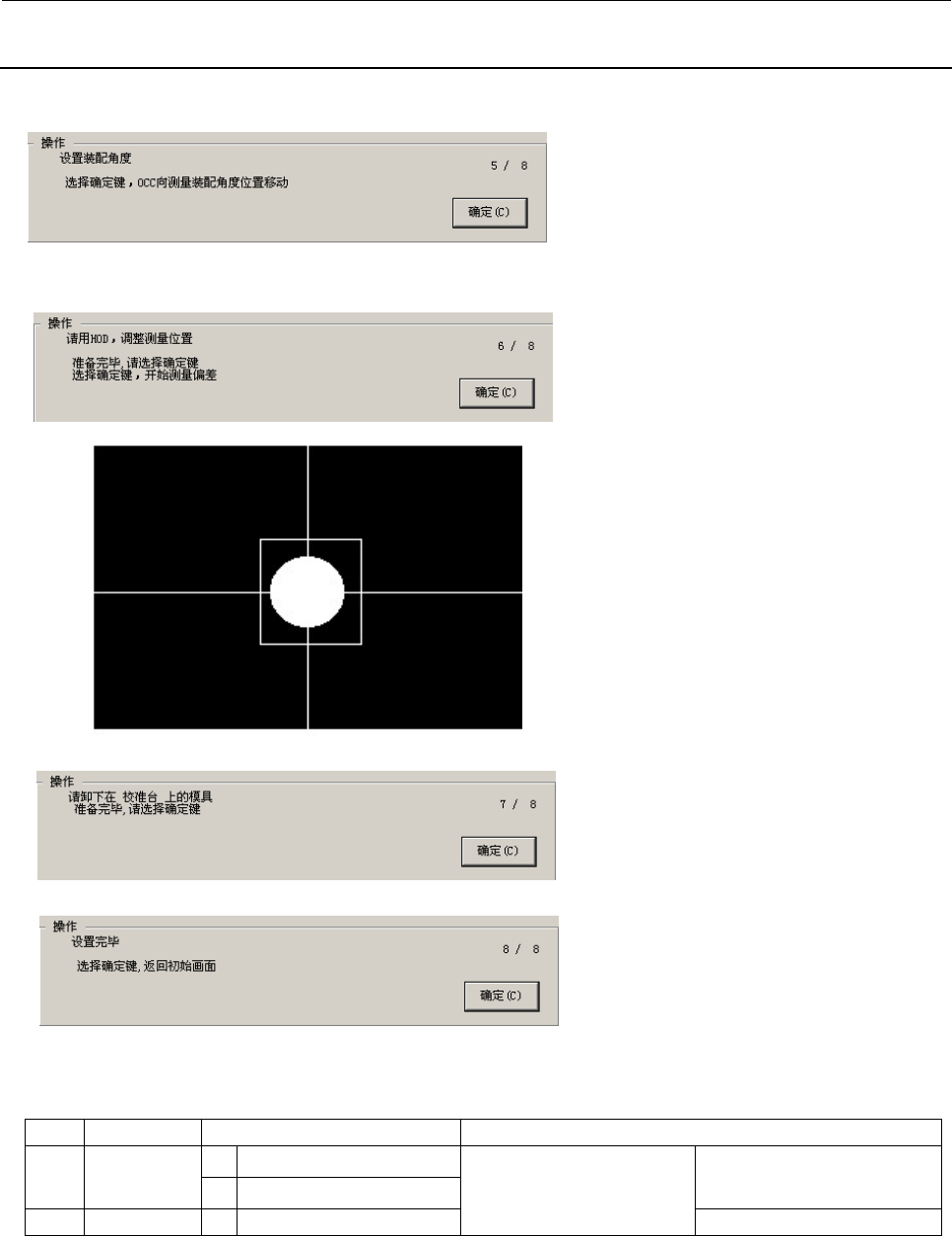
<操作・5/8>
准备完毕,请选择确认。
选择了确认之后,OCC 移动到组装角度
测定位置。
<操作・6/8>
经演示,把监视器的十字游标调整到标志
的中心,按 HOD 的确认键。
此时,摄像机视野内看见标记以外的尘埃
时,请把摄像机调节治具擦干净,只能清
楚地看到标记。
测定时,如果检测出标记以外的东西的
化,就不能取得正确的值或发生异常。
准备完毕,请选择确认。
选择了确认之后,测定组装角度。侧定结
束之后,用识别结果计算出新的组装角
度。
<操作・7/8>
从 CAL 块卸下摄像机调节治具。准备完
毕,请选择确认。
<操作・8/8>
设定结束。
选择了确认之后,返回初期画面。
4-2-2-4.MSP許容値
No. 项目 MSP允许度 MSP值不良时
X 0.0132±0.002mm/Pixel 1 缩放
Y 0.0132±0.002mm/Pixel
OCC 主体
摄像机调节等
2 安装角度 A ±0.5°
OCC 摄像机的图像识别
精度不良造成各 MSP 值
的偏斜和贴装精度不良
OCC 装置的安装
Rev. 1.1
MS 参数
4-12
4-3.CAL部偏差
请清扫 CAL 块和 CAL 螺丝之后再调整。
4-3-1.功能
测定 CAL 块的第 1 标记和第 2 标记的位置,计算出 2 个标记的中心位置。
4-3-2.使用治具
本设定不使用治具。
4-3-3.操作
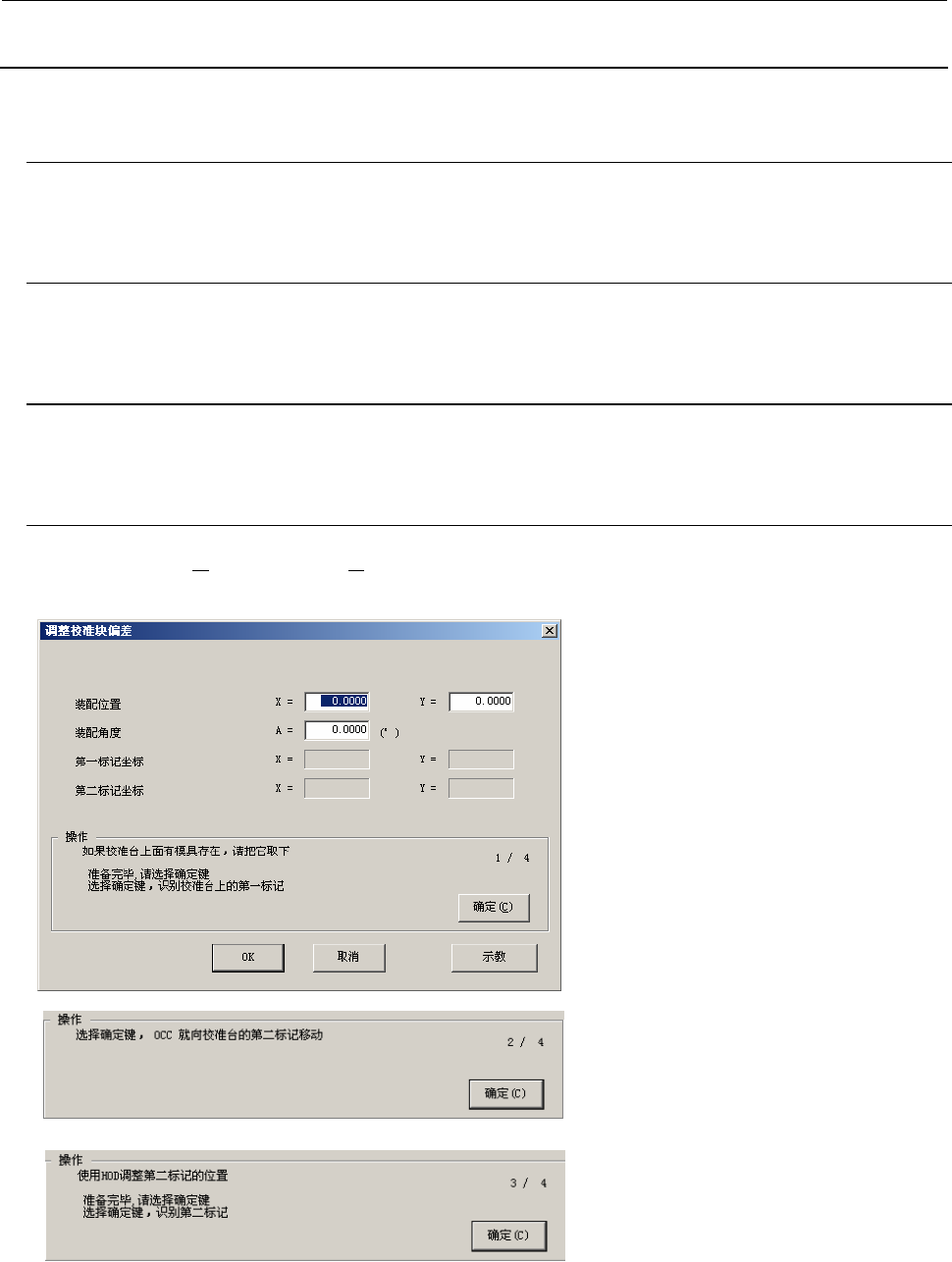
选择了[偏差设定(O)][CAL块偏差(C)...]之后,显示出下面的CAL块偏差设定画面。
<操作・1/4>
CAL 块上有治具时,请卸下治具。
准备完毕,请选择确认。
选择了确认之后,用 OCC 识别 CAL 块的
第 1 标记,显示取得的坐标。
准备完毕,请选择确认。
<操作・2/4>
选择了确认之后,OCC 移动到 CAL 块的
第 2 标记。
<操作・3/4>
用演示,把监视器的十字游标调整到第 2
标记的中心,然后按 HOD 确认键。
不需要调整时,不用演示。准备完毕,请选择确认。
选择了确认之后,用 OCC 识别 CAL 块的第2标记位置,显示取得的坐标。
用取得的第 1 标记和第 2 标记坐标计算新的 CAL 块中心位置偏差和倾斜度。
Rev. 1.1
MS 参数
4-13
<操作・4/4>
设定完毕。
选择了确认之后,返回到初期設置画面。
4-3-4.MSP許容値
MSP 值异常时 No. 项目 MSP 允许值
异常点 检查(更换)项目
X ±0.025mm 1 组装精度
Y ±0.025mm
CAL 部的第 1、2 标记附近的
表面状态(伤痕、脏污等)。
2 组装角度 A ±0.1°
对在贴装头偏差等 CAL 螺丝
CAL 块上自动贴装取得的 MAP
值产生坏影响。
CAL 块的组装精度