SI-F209_Manual(J)JPG_rev1.pdf - 第116页
吸着位置セットアップ HLF-20316-01 吸着位置セットアップ SHEET 5/1 1 4 冶具ノズル 4 の先端と、吸着ポイント冶 具の穴 との XY 位置のズレ量を測定しま す。 1. カセット位置一括ティーチング画面 の H ボ タンをクリックします。 H 軸画面が表示されます。 2. 移動モードの 絶対移動 ボタンをクリックし ます。 3. 絶対移動欄に「 -82.0 」 mm と入力し、操作 パネルの ST ART ボタ…
吸着位置セットアップ
HLF-20316-01
吸着位置セットアップ
SHEET
4/11
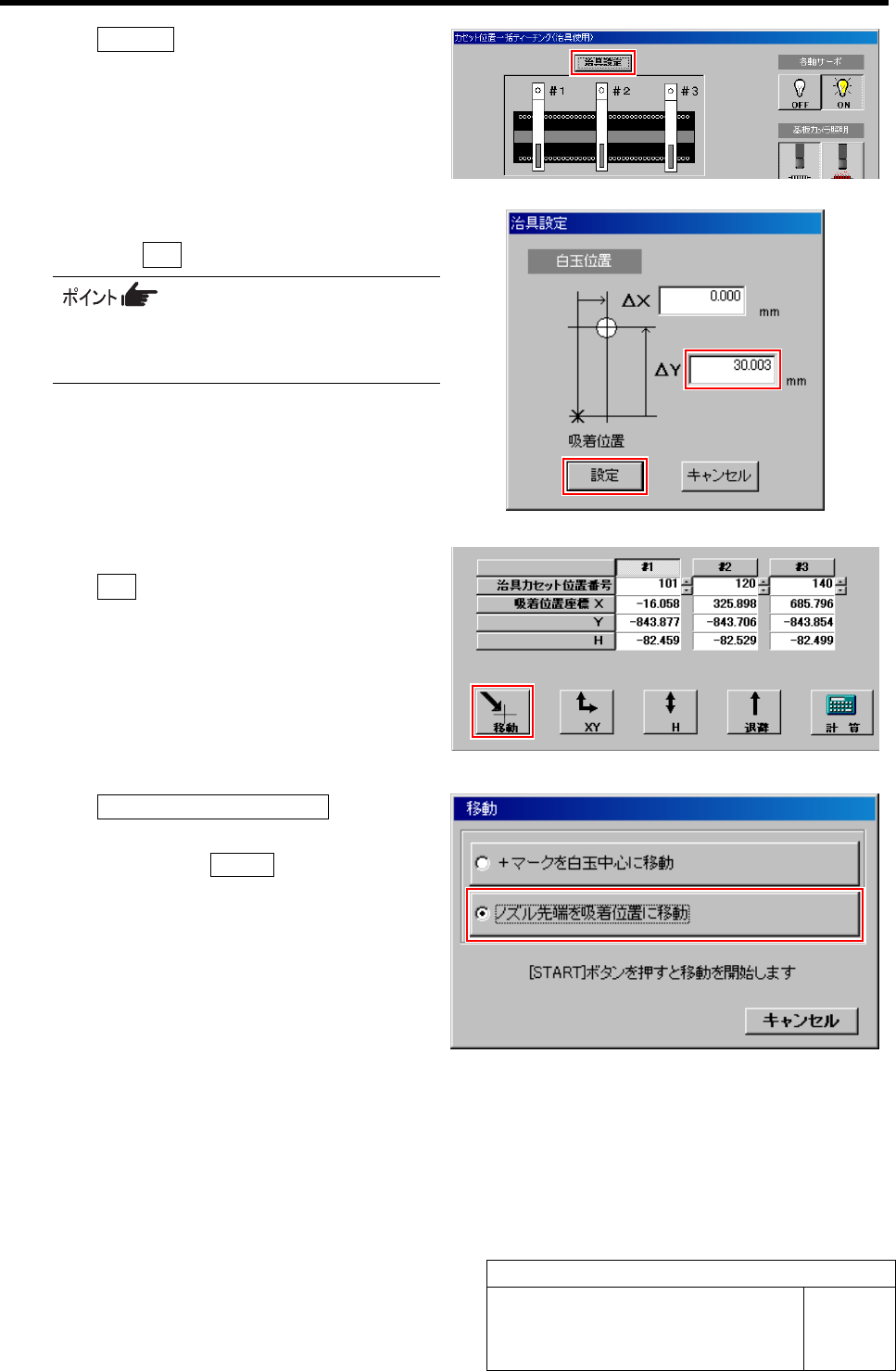
6. 冶具設定 ボタンをクリックし、冶具設定画
面を開きます。
7. ΔY 欄に吸着ポイント冶具のピッチ値を入
力し、設定 ボタンをクリックします。
ΔY 欄に入力するピッチの値は、吸着ポイント
冶具の側面に貼られているシールに書かれて
います。
3 冶具ノズル 4 を吸着ポイントへ移動させます。
1. 移動 ボタンをクリックします。
移動画面が表示されます。
2. ノズル先端を吸着位置に移動 ボタンをクリ
ックします。
3. 操作パネルの START ボタンを押します。
冶具ノズル 4 の先端が吸着ポイントへ自動的に
移動します。
吸着位置セットアップ
HLF-20316-01
吸着位置セットアップ
SHEET
5/11
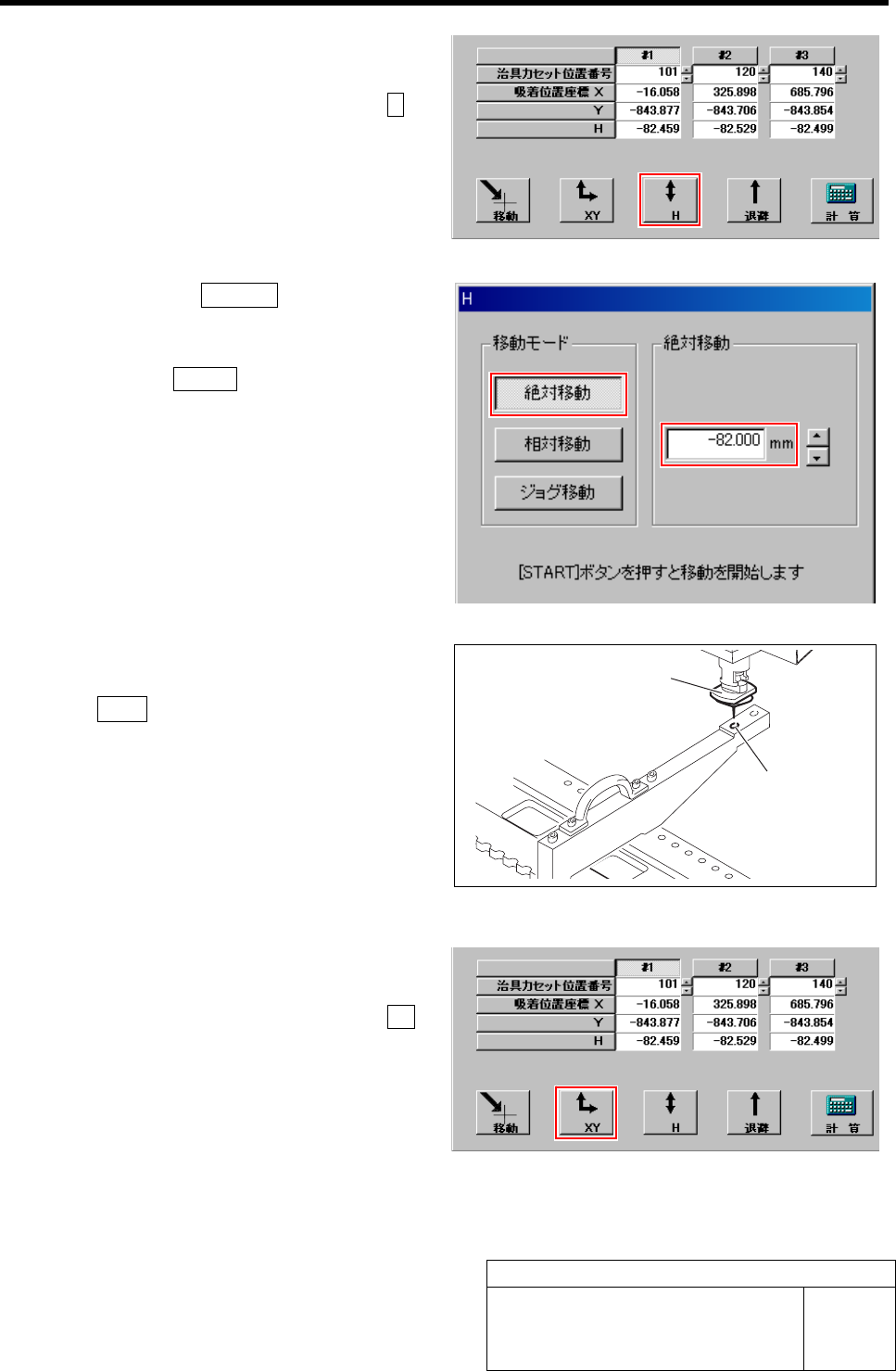
4 冶具ノズル 4 の先端と、吸着ポイント冶具の穴
との XY 位置のズレ量を測定します。
1. カセット位置一括ティーチング画面の H ボ
タンをクリックします。
H 軸画面が表示されます。
2. 移動モードの絶対移動 ボタンをクリックし
ます。
3. 絶対移動欄に「-82.0」mm と入力し、操作
パネルの START ボタンを押します。
H 軸が -82.0 mm の位置まで下降します。
4. 冶具ノズル 4 と吸着ポイント位置(穴)との
XY 方向のズレ量をスケールで測定します。
5. 閉じる ボタンをクリックして、H 軸画面を閉
じます。
5 冶具ノズル 4 の先端と、吸着ポイント冶具の穴
との XY 位置のズレ量を補正します。
1. カセット位置一括ティーチング画面の XY
ボタンをクリックします。
冶具ノズル 4 が上昇し、XY 画面が表示されま
す。
2. 前扉を閉じて、インターロックキーを ON に
します。
冶具ノズル 4
吸着ポイント位置
吸着位置セットアップ
HLF-20316-01
吸着位置セットアップ
SHEET
6/11
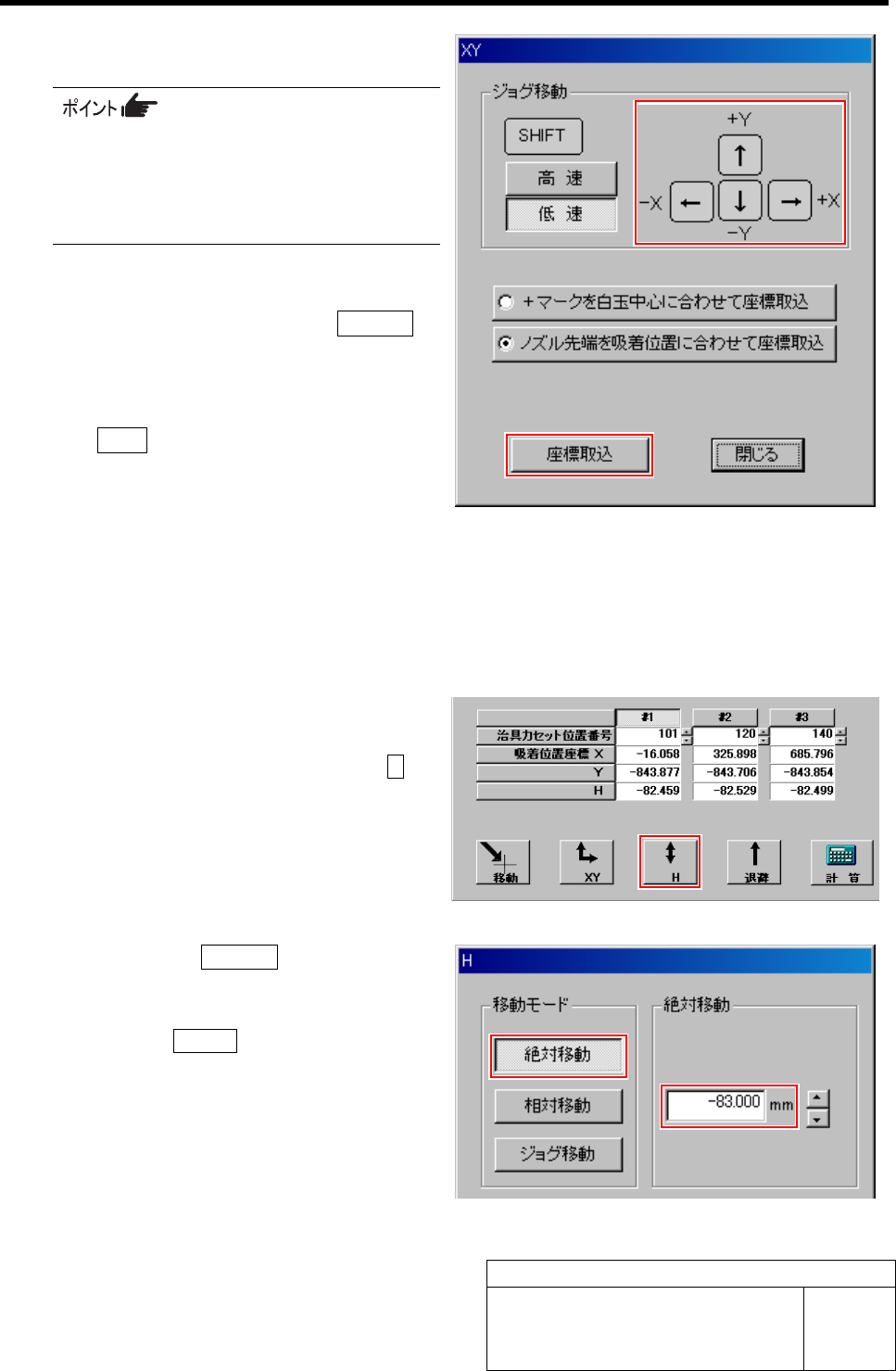
3. 手順 4 で測定したズレ量を、XY 軸のジョグ
移動で補正します。
・ キーボードの Shift キーを押すと、ジョグ移動
の高速/低速を切り替えることができます。
・ 1 クリック時のジョグ移動量
低速ジョグ移動:0.01 mm
高速ジョグ移動:0.1 mm
4. 冶具ノズル 4 の先端と吸着ポイント冶具の
穴との XY 位置のズレ調整後、座標取込
ボタンをクリックします。
現在の XY 位置が、吸着位置の XY 座標として
取り込まれます。
5. 閉じる ボタンをクリックし、XY 画面を閉じ
ます。
6 冶具ノズル 4 の先端と、吸着ポイント冶具の穴との XY 位置を確認します。
1. 手順 3~4 と同じ手順で、再度、冶具ノズル 4 を吸着位置へ移動させ、XY 位置のズレを確認します。
2. XY 位置のズレが合った場合には、手順 5 と同じ手順で吸着位置の XY 座標を補正します。
7 冶具ノズル 4 の先端が吸着ポイント冶具の穴
に、スムーズに入ることを確認します。
1. カセット位置一括ティーチング画面の H ボ
タンをクリックします。
H 画面が表示されます。
2. 移動モードの絶対移動 ボタンをクリックし
ます。
3. 絶対移動欄に「-83.0」mm と入力し、操作
パネルの START ボタンを押します。
H 軸が -83.0 mm の位置まで下降します。