SI-F209_Manual(J)JPG_rev1.pdf - 第39页
R 軸原点出し HLF-20205-01 R 軸原点 出し SHEET 5/6 8 再度、操作パネルの ST ART ボタンを押し ます。 セットアップ位置が取得さ れ、 H 軸がノズル取り外 し 位置へ移動します。 9 冶具ノズル 1 を取り外しま す。 1. ノズルブラケットを下向きに引っ張り、冶具ノ ズル 1 を横方向にスライド させて抜き取りま す。 2. 操作パネルの ST ART ボタンを押します。 H 軸が原点位置へ移動し…
R 軸原点出し
HLF-20205-01
R 軸原点出し
SHEET
4/6
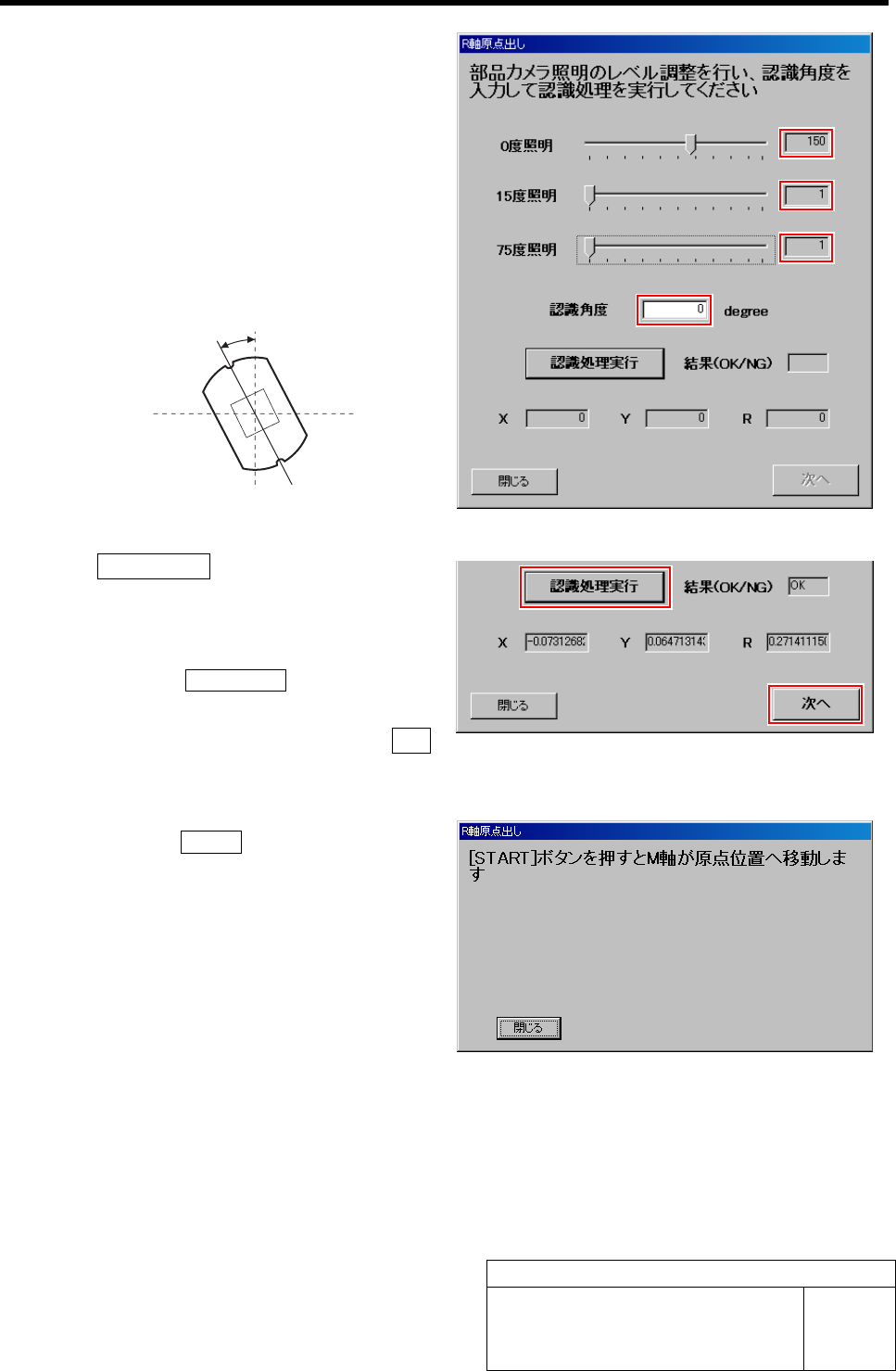
6 ノズルの傾きを調整します。
1. 照明レベルを次の値に設定します。
0 度照明: 150
15 度照明: 1
75 度照明: 1
2. PARTS DISPLAY でノズルの傾きを確認
し、ズレ角度を認識角度欄に入力します。
時計方向に回転: プラス値を入力
半時計方向に回転: マイナス値を入力
3. 認識処理実行 ボタンをクリックします。
結果表示欄に「OK」または「NG」が表示され
ます。
NG と表示された場合には、再度認識角度を
入力し直し、認識処理実行 ボタンをクリックし
ます。
4. 認識結果が OK と表示された場合は、次へ
ボタンをクリックします。
原点位置への移動確認画面が表示されます。
7 操作パネルの START ボタンを押します。
ズレ角度
R 軸原点出し
HLF-20205-01
R 軸原点出し
SHEET
5/6
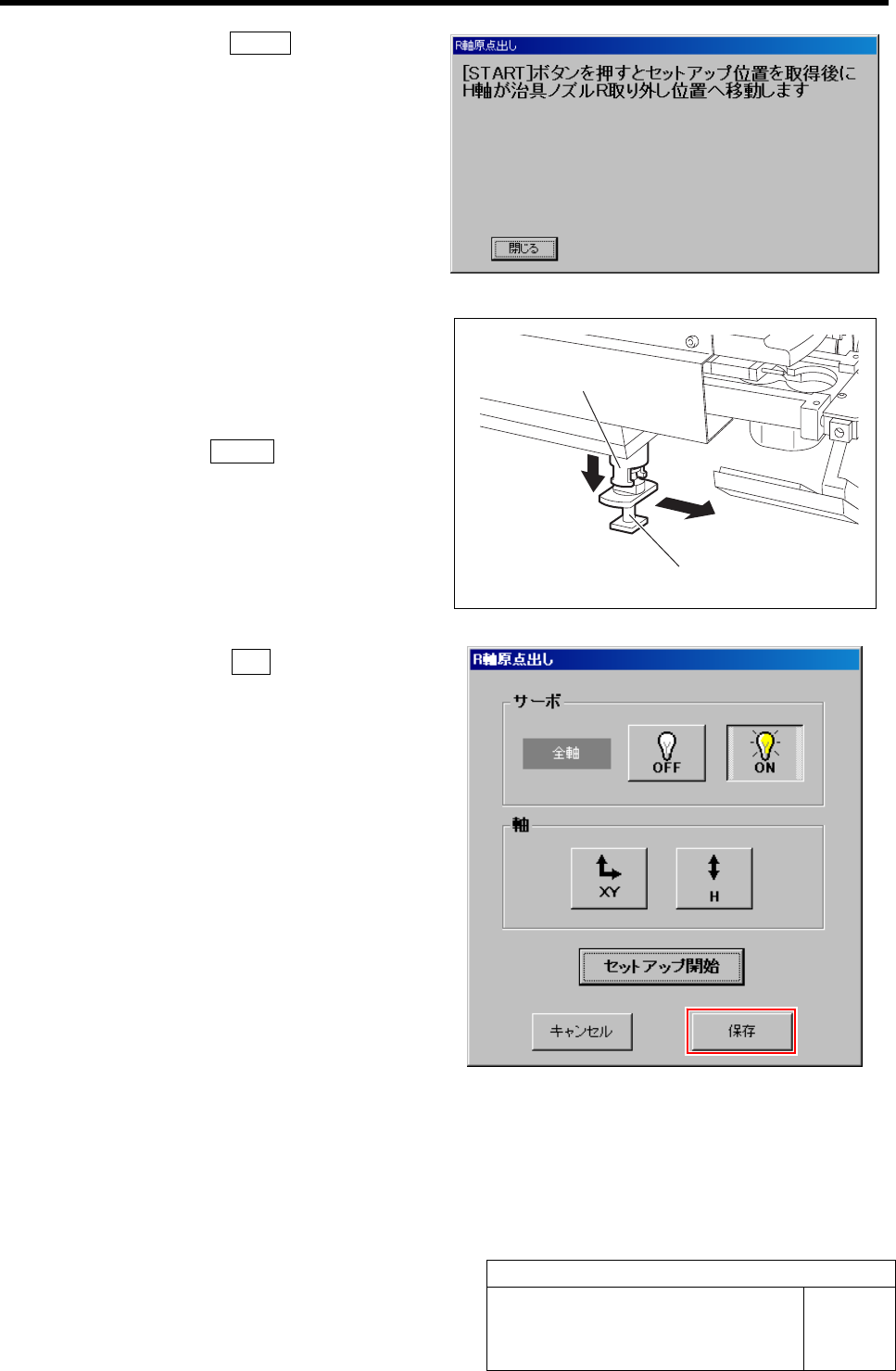
8 再度、操作パネルの START ボタンを押し
ます。
セットアップ位置が取得され、H 軸がノズル取り外し
位置へ移動します。
9 冶具ノズル 1 を取り外します。
1. ノズルブラケットを下向きに引っ張り、冶具ノ
ズル 1 を横方向にスライドさせて抜き取りま
す。
2. 操作パネルの START ボタンを押します。
H 軸が原点位置へ移動し、R 軸原点出し画面に
戻ります。
10 R 軸原点出し画面の保存 ボタンをクリックしま
す。
1. R 軸の原点位置が保存され、R 軸原点出し
画面が閉じます。
ノズルブラケット
冶具ノズル 1
R 軸原点出し
HLF-20205-01
R 軸原点出し
SHEET
6/6
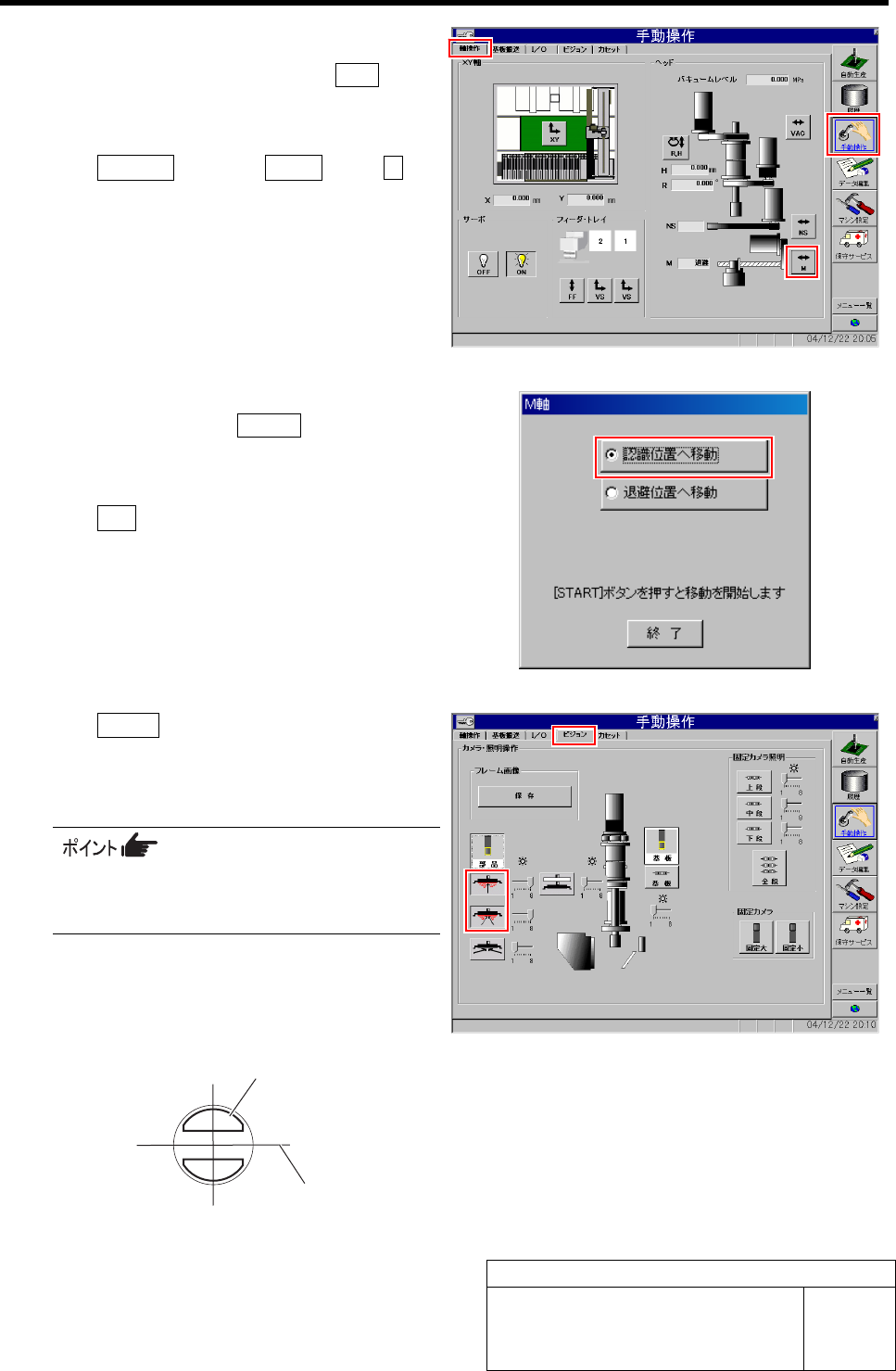
11 ノズルの傾きを確認します。
1. HI 画面に戻り、操作パネルの ORG ボタ
ンを押します。
装置が原点復帰します。
2. 手動操作 メニューÎ軸操作 タブÎM ボ
タンの順にクリックします。
M 軸画面が表示されます。
3. 「認識位置へ移動」のラジオボタンをクリック
し、操作パネルの START ボタンを押しま
す。
M 軸が認識位置へ移動します。
4. 終了 ボタンをクリックして M 軸画面を閉じ
ます。
5. ビジョン タブをクリックしてビジョン画面を
表示させます。
6. 部品カメラの照明ボタンをクリックして照明
を点灯させます。
PARTS DISPLAY 上の映像が見えにくいとき
は、LED の輝度スライダで明るさを調整してくだ
さい。
7. PARTS DISPLAY 上に映し出されている
ノズルクランプの内側のラインが、十字線と
平行になっていることを確認します。
十字線
ノズルクランプ