SI-F209_Manual(J)JPG_rev1.pdf - 第18页
H 軸原点出し HLF-20201-01 H 軸原点 出し SHEET 3/5 4 H 軸の原点位置を調整します。 1. H 軸原点出し画面の H ボタンをクリックし ます。 H 軸の操作画面が表示されます。 2. 移動モードの ジョグ移動 ボタンをクリックし ます。 3. 下カーソルキーを押して、冶具ノズル 1 とキ ャリブレーションプレー ト冶具の隙間が 0.02 mm になる ように、冶具ノ ズル 1 を下降さ せ ます。 4. …
H 軸原点出し
HLF-20201-01
H 軸原点出し
SHEET
2/5
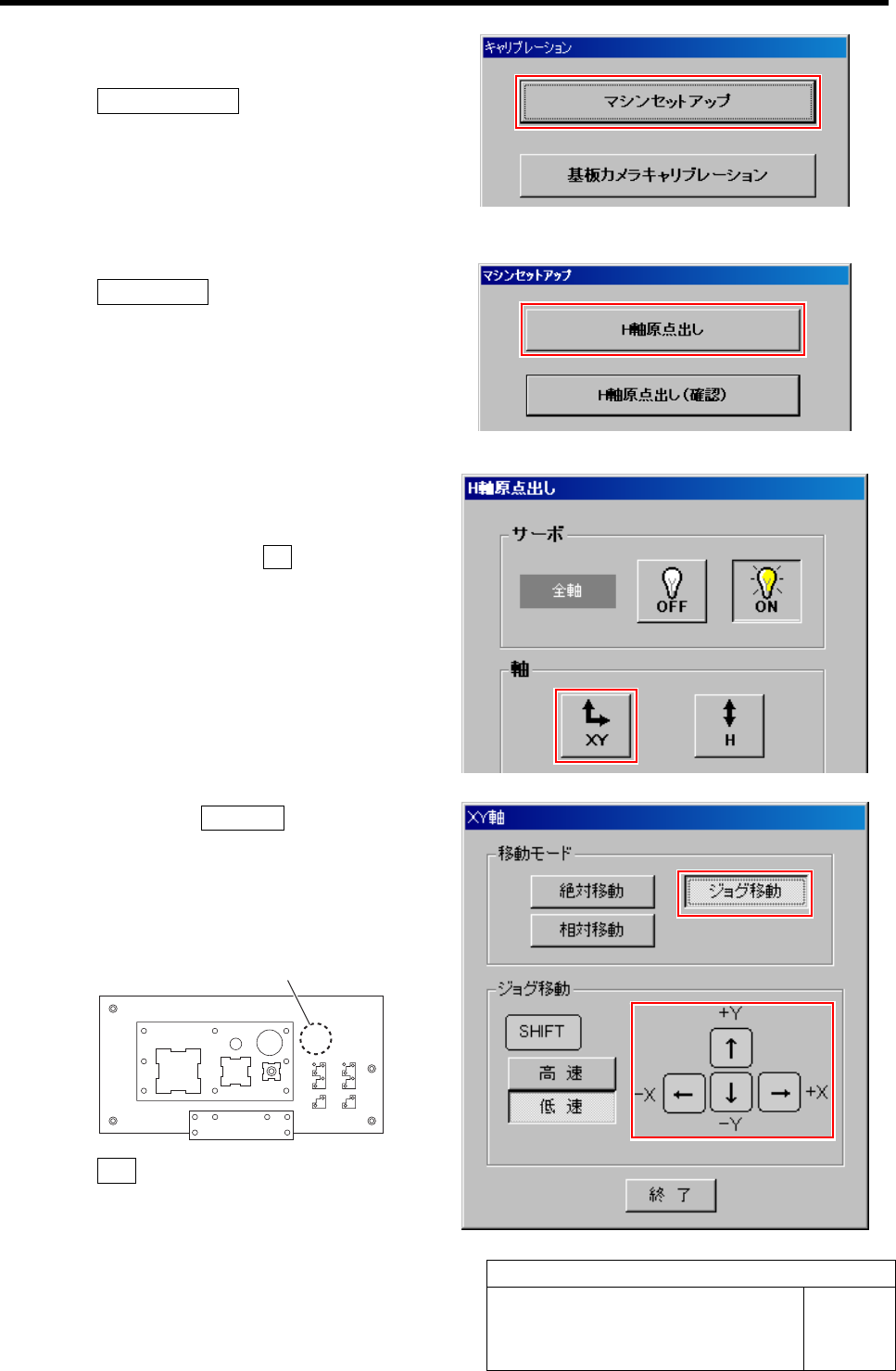
2 H 軸原点出し画面を表示させます。
1. キャリブレーションメニュー画面の
マシンセットアップ ボタンをクリックします。
マシンセットアップメニュー画面が表示され
ます。
2. マシンセットアップメニュー画面の
H 軸原点出し ボタンをクリックします。
H 軸原点出し画面が表示されます。
3 ヘッド部をキャリブレーションプレート冶具上に
移動させます。
1. H 軸原点出し画面の XY ボタンをクリックし
ます。
XY 軸の操作画面が表示されます。
2. 移動モードのジョグ移動 ボタンをクリックし
ます。
3. カーソルキーを押して、ヘッド部をキャリブ
レーションプレート冶具の H 軸原点出し位
置上まで移動させます。
4. 終了 ボタンをクリックして XY 軸画面を閉じ
ます。
H 軸原点出し位置
H 軸原点出し
HLF-20201-01
H 軸原点出し
SHEET
3/5
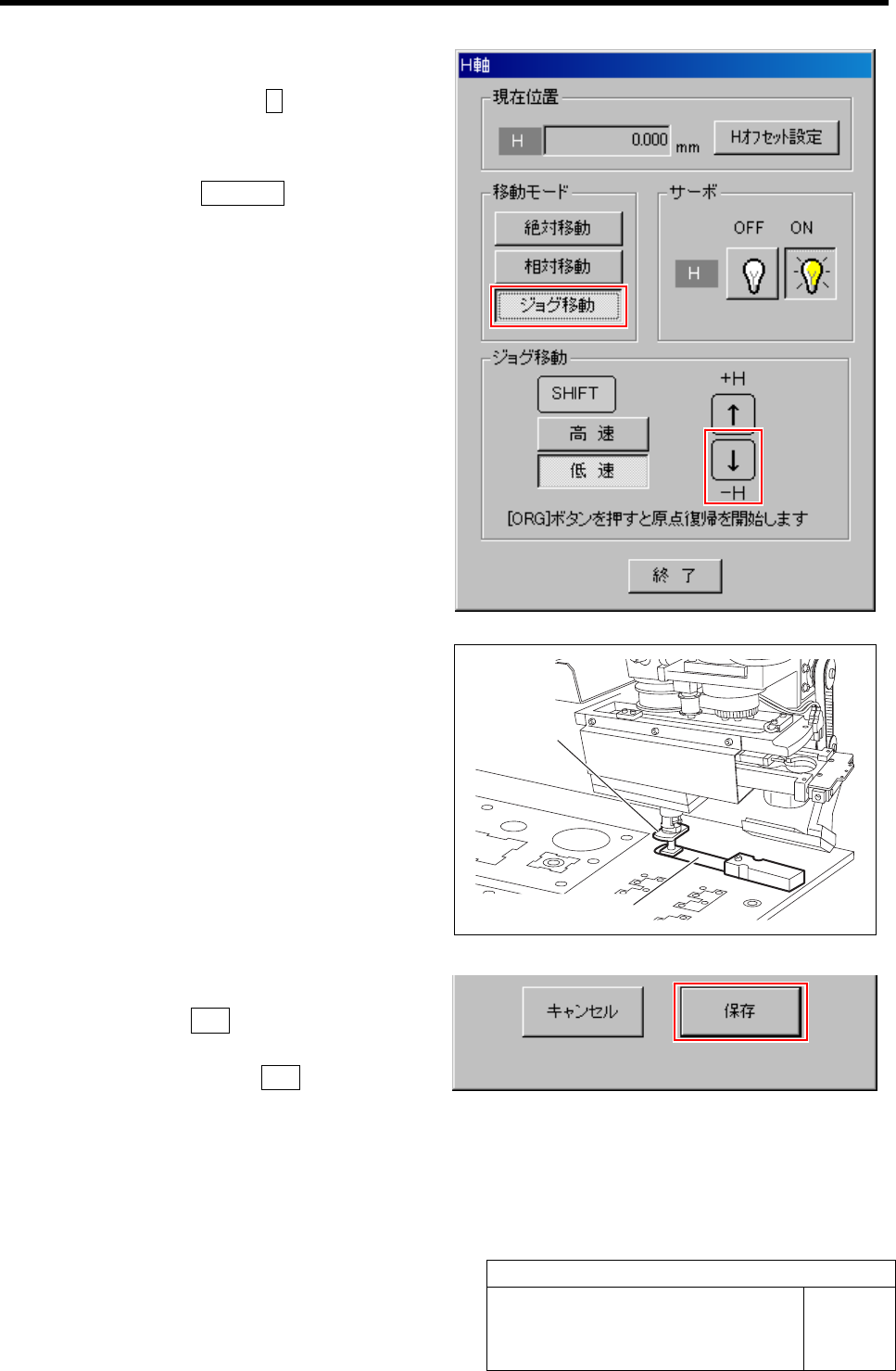
4 H 軸の原点位置を調整します。
1. H 軸原点出し画面の H ボタンをクリックし
ます。
H 軸の操作画面が表示されます。
2. 移動モードのジョグ移動 ボタンをクリックし
ます。
3. 下カーソルキーを押して、冶具ノズル 1 とキ
ャリブレーションプレート冶具の隙間が 0.02
mm になるように、冶具ノズル 1 を下降させ
ます。
4. 冶具ノズル 1 とキャリブレーションプレート冶
具との隙間はシックネスゲージを使って確
認します。
5. シックネスゲージを抜いて、低速ジョグ移動
で下カーソルを 2 回クリックして、冶具ノズル
1 を 0.02 mm 下げます。
5 H 軸原点位置を保存します。
1. H 軸画面の終了 ボタンをクリックし、H 軸
原点出し画面に戻ります。
2. H 軸原点出し画面の保存 ボタンをクリック
します。
H 軸原点位置が保存され、H 軸原点出し画面が
閉じます。
シックネスゲージ
冶具ノズル 1
H 軸原点出し
HLF-20201-01
H 軸原点出し
SHEET
4/5
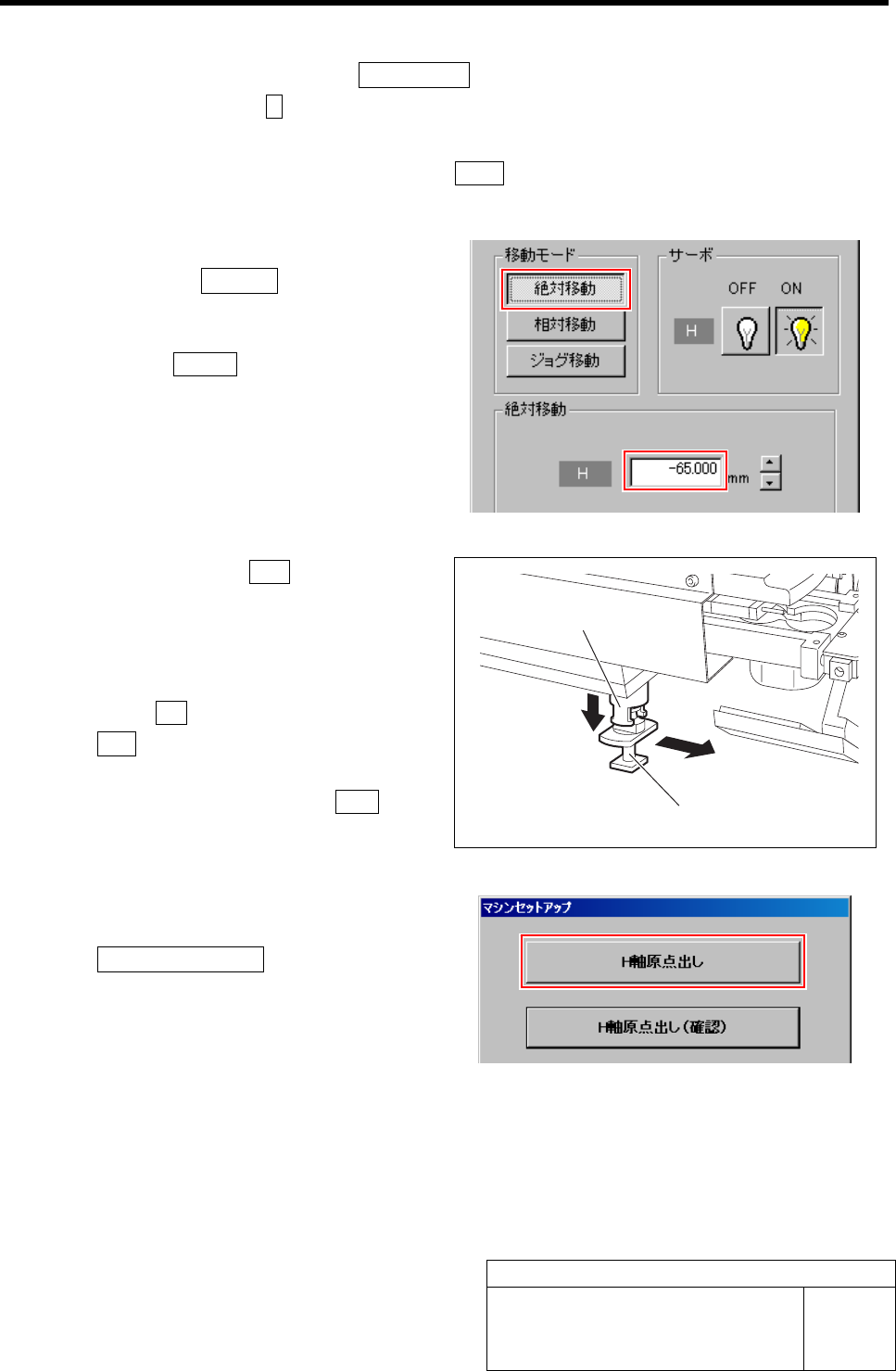
6 H 軸を原点復帰させます。
1. マシンセットアップメニュー画面の H 軸原点出し ボタンをクリックします。
2. H 軸原点出し画面の H ボタンをクリックします。
H 軸の操作画面が表示されます。
3. H 軸画面を表示させた状態で、操作パネルの ORG ボタンを押します。
H 軸が原点復帰します。
7 冶具ノズル 1 を取り外します。
1. 移動モードの絶対移動 ボタンをクリックし
ます。
2. 絶対移動欄に「-65.0」mm と入力し、操作
パネルの START ボタンを押します。
H 軸が -65 mm の位置まで下降します。
3. H 軸画面のサーボ OFF ボタンをクリックし
ます。
4. ノズルブラケットを下向きに引っ張り、冶具ノ
ズル 1 を横方向にスライドさせて抜き取りま
す。
5. サーボ ON ボタンをクリックします。
6. 終了 ボタンをクリックして H 軸画面を閉じ
ます。
7. HI 画面に戻り、操作パネルの ORG ボタ
ンを押して、装置を原点復帰させます。
8 H 軸原点出し(確認)画面を表示させます。
1. マシンセットアップメニュー画面の
H 軸原点出し(確認) ボタンをクリックし
ます。
H 軸原点出し(確認)画面が表示されます。
ノズルブラケット
冶具ノズル 1