SI-F209_Manual(J)JPG_rev1.pdf - 第137页
パーツ破棄位置調整 HLF-20319-01 パーツ破棄位置調整 SHEET 4/4 5 調整後のパーツ廃棄位置を 確認します。 1. 自動生産 メニュー Î 機種切替 タブ Î ヘッド操作 ボタンの順にクリックします。 ヘッド操作画面が表示されます。 2. 部品全廃棄 ボタンをクリックし、操作パネ ルの ST ART ボタンを押します。 ヘッド部が部品廃棄位置へ移動します。 3. ノズル部と廃棄ボックスの中心との XY 方向 のずれが…
パーツ破棄位置調整
HLF-20319-01
パーツ破棄位置調整
SHEET
3/4
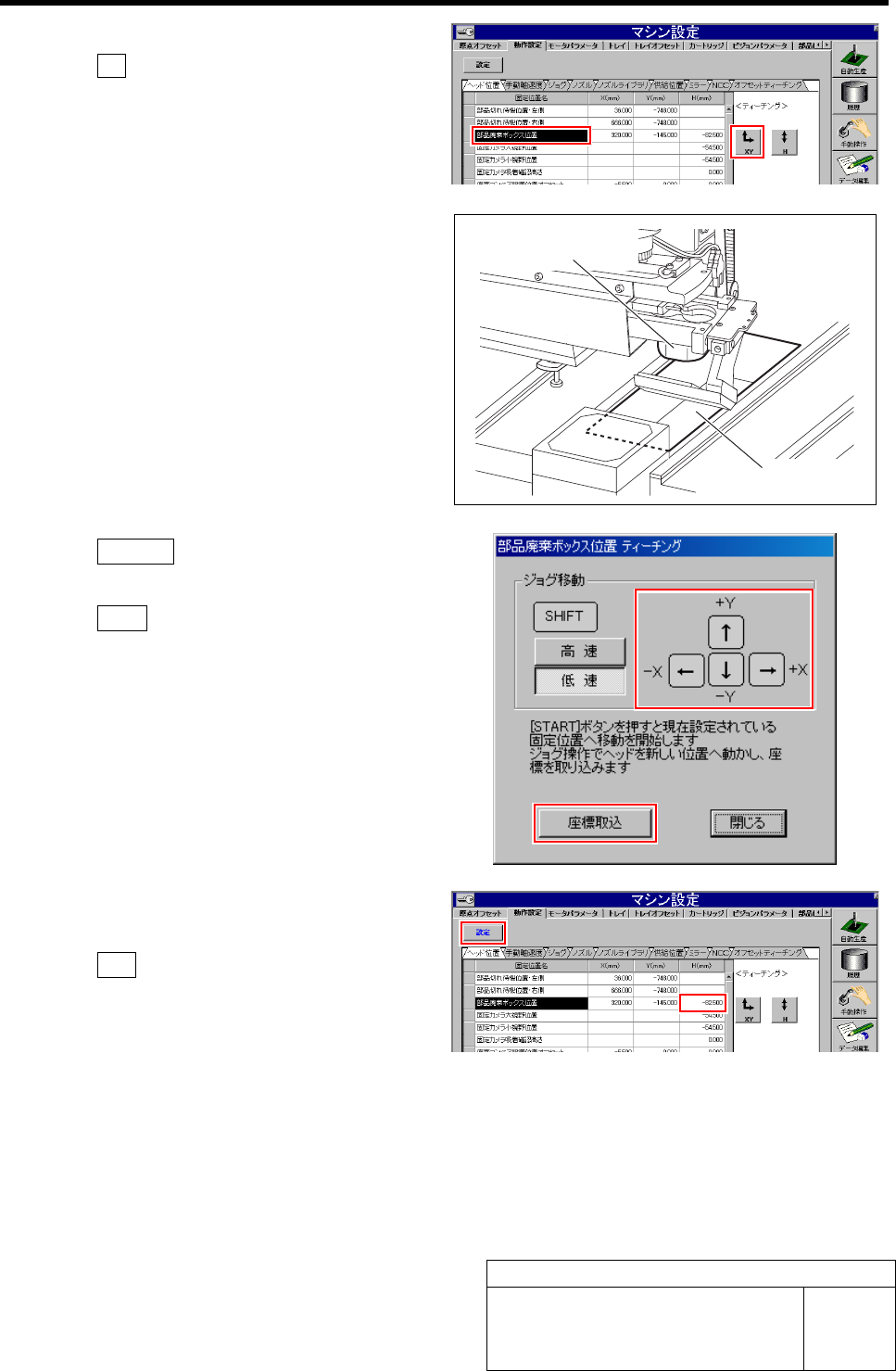
2. 「部品廃棄ボックス位置」の項目を選択し、
XY ボタンをクリックします。
部品廃棄ボックス位置ティーチング画面が表示
されます。
3. 基板カメラが廃棄ボックスの中央上になるよ
うに、カーソルキーを押してヘッド部をジョグ
移動させます。
4. 座標取込 ボタンをクリックします。
パーツ廃棄位置の XY 座標が取り込まれます。
5. 閉じる ボタンをクリックし、部品廃棄ボック
ス位置ティーチング画面を閉じます。
6. 部品廃棄位置高さが「-82.5」になっている
ことを確認します。
7. 設定 ボタンをクリックします。
補正した値が設定されます。
基板カメラ
廃棄ボックス
パーツ破棄位置調整
HLF-20319-01
パーツ破棄位置調整
SHEET
4/4
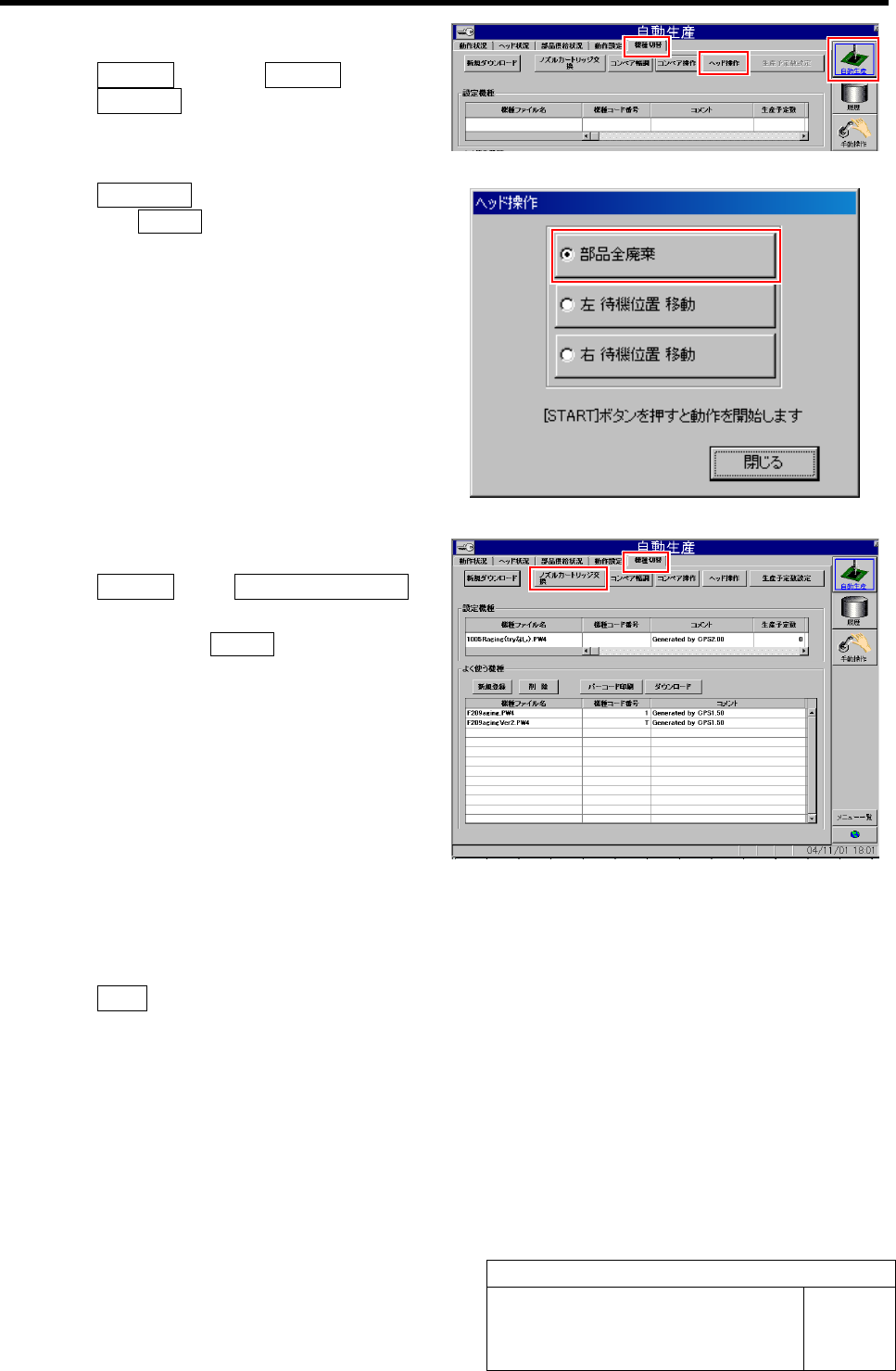
5 調整後のパーツ廃棄位置を確認します。
1. 自動生産 メニューÎ機種切替 タブÎ
ヘッド操作 ボタンの順にクリックします。
ヘッド操作画面が表示されます。
2. 部品全廃棄 ボタンをクリックし、操作パネ
ルの START ボタンを押します。
ヘッド部が部品廃棄位置へ移動します。
3. ノズル部と廃棄ボックスの中心との XY 方向
のずれが無いことを確認します。
6 冶具ノズル 3 を取り外します。
1. 機種切替 タブÎノズルカートリッジ交換
ボタンの順にクリックします。
2. 操作パネルの START ボタンを押します。
ヘッド部がノズルカートリッジの交換位置に移動
します。
3. ノズルカートリッジの両側のボタンを押しながら、ノズルカートリッジを引き抜きます。
4. ノズルカートリッジ No.1 取り付けられている、冶具ノズル 3 を取り外します。
5. ノズルカートリッジを元の位置にセットします。
6. 閉じる ボタンをクリックして、ノズル交換完了のメッセージ画面を閉じます。
X 軸 Z 相合わせ
HLF-20401-01
X 軸 Z 相合わせ
SHEET
1/3
X 軸 Z 相合わせ
ここでは原点復帰を行った際に、ORG センサがドグを検出し
てから X-CCW センサ側(左方向)へ 5 ±2 mm 移動した位置
(Z 相設定位置)でモータが停止するように Z 相を位置調整す
る手順について説明します。
[作業手順]
1 操作パネルの ORG ボタンを押します。
原点復帰が行われます。
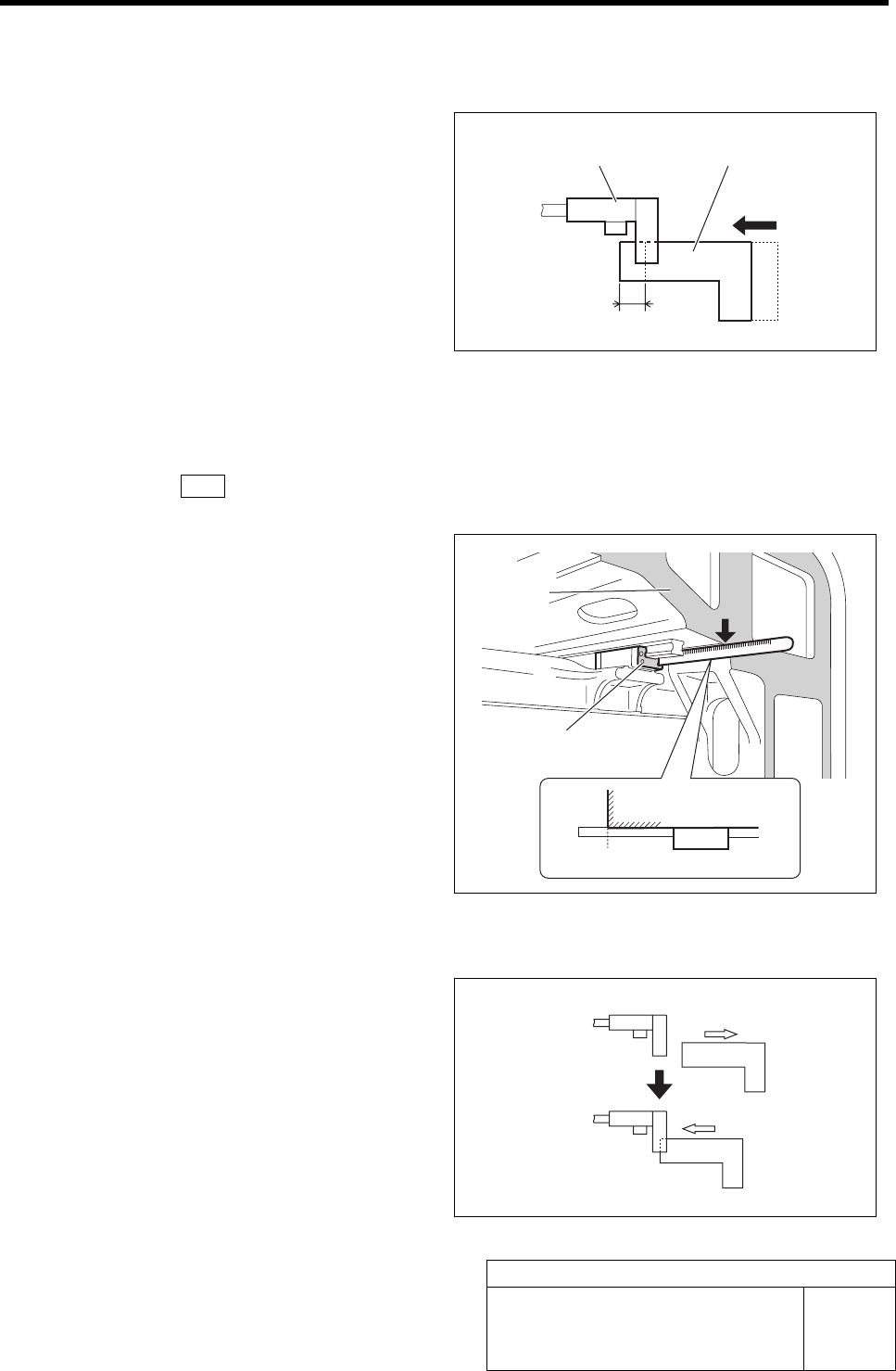
2 現状の Z 相位置を測定します。
1. 装置左側面の架台端面と LM ガイド面との
距離をスケールで測定します。
測定値を A とします。(例:122.5 mm)
3 非常停止スイッチを押します。
サーボが OFF されます。
4 ORG センサの LED が消灯から点灯に変わる
境界位置で X 軸を止めます。
1. ORG センサからドグが離れる位置まで X 軸
を右方向に手で移動させます。
2. X 軸を左方向に少しずつ手で動かし、
ORG センサの LED が消灯から点灯に変
わる境界位置で停止させます。
ORG センサ ドグ
5 mm
A (122.5)
LM
消灯
点灯
架台端面
LM ガイド面