SI-F209_Manual(J)JPG_rev1.pdf - 第118页
吸着位置セットアップ HLF-20316-01 吸着位置セットアップ SHEET 7/1 1 4. 冶具ノズル 4 のリフレクタ部を 指で上下させ て、冶具ノズル 4 の先端が吸着ポイント冶 具の穴にスムーズに入ることを確認 します。 ・ 目視で冶具ノズルと穴中心が合っていること ・ ノズルを上下させた際に、引っ掛かりなくスム ーズに動くこと 5. ズレがある場合には、手順 4 と同じ手順で XY 位置を補 正しなおし、再度、冶具ノズル…
吸着位置セットアップ
HLF-20316-01
吸着位置セットアップ
SHEET
6/11
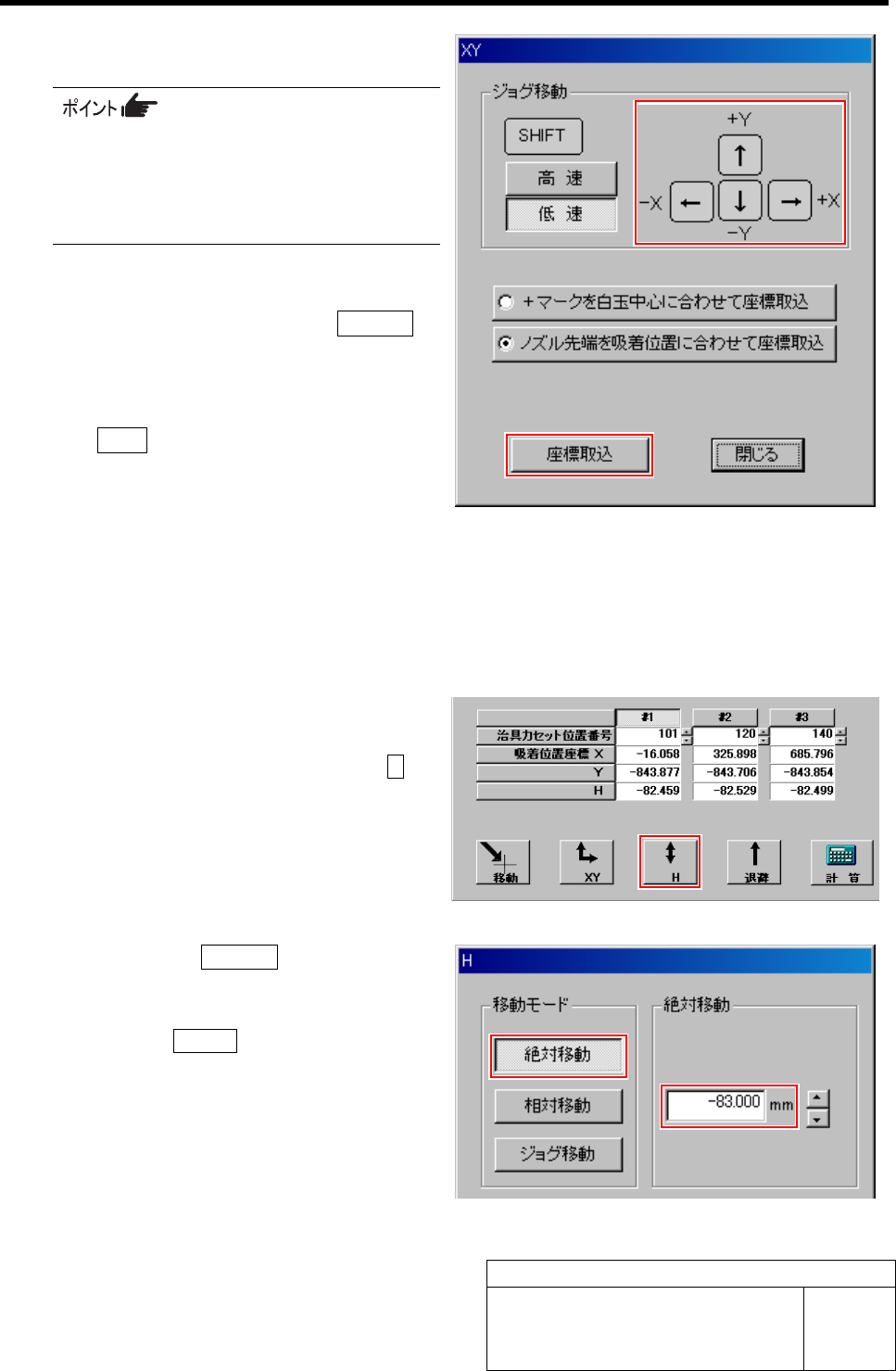
3. 手順 4 で測定したズレ量を、XY 軸のジョグ
移動で補正します。
・ キーボードの Shift キーを押すと、ジョグ移動
の高速/低速を切り替えることができます。
・ 1 クリック時のジョグ移動量
低速ジョグ移動:0.01 mm
高速ジョグ移動:0.1 mm
4. 冶具ノズル 4 の先端と吸着ポイント冶具の
穴との XY 位置のズレ調整後、座標取込
ボタンをクリックします。
現在の XY 位置が、吸着位置の XY 座標として
取り込まれます。
5. 閉じる ボタンをクリックし、XY 画面を閉じ
ます。
6 冶具ノズル 4 の先端と、吸着ポイント冶具の穴との XY 位置を確認します。
1. 手順 3~4 と同じ手順で、再度、冶具ノズル 4 を吸着位置へ移動させ、XY 位置のズレを確認します。
2. XY 位置のズレが合った場合には、手順 5 と同じ手順で吸着位置の XY 座標を補正します。
7 冶具ノズル 4 の先端が吸着ポイント冶具の穴
に、スムーズに入ることを確認します。
1. カセット位置一括ティーチング画面の H ボ
タンをクリックします。
H 画面が表示されます。
2. 移動モードの絶対移動 ボタンをクリックし
ます。
3. 絶対移動欄に「-83.0」mm と入力し、操作
パネルの START ボタンを押します。
H 軸が -83.0 mm の位置まで下降します。
吸着位置セットアップ
HLF-20316-01
吸着位置セットアップ
SHEET
7/11
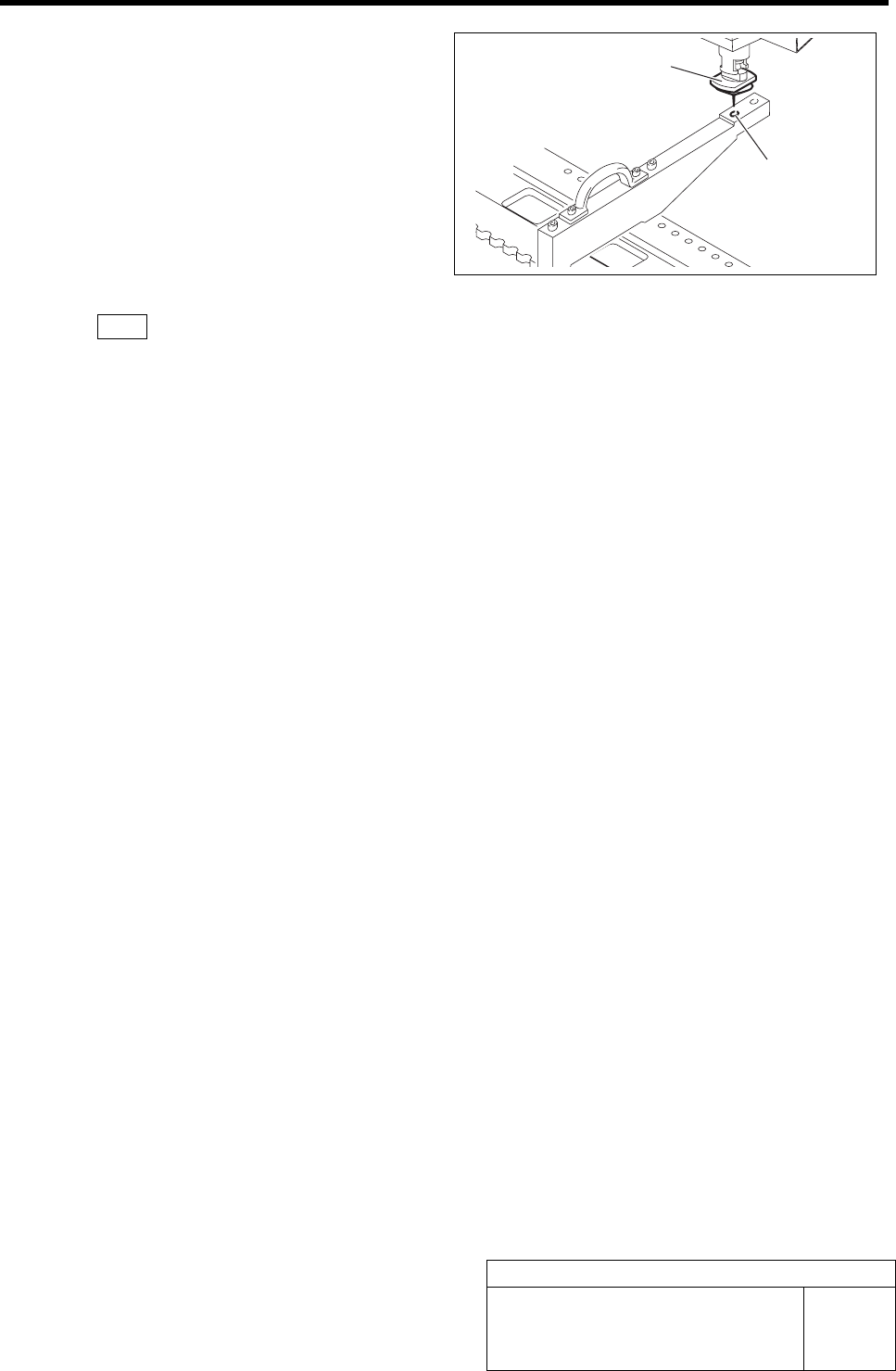
4. 冶具ノズル 4 のリフレクタ部を指で上下させ
て、冶具ノズル 4 の先端が吸着ポイント冶
具の穴にスムーズに入ることを確認します。
・ 目視で冶具ノズルと穴中心が合っていること
・ ノズルを上下させた際に、引っ掛かりなくスム
ーズに動くこと
5. ズレがある場合には、手順 4 と同じ手順で
XY 位置を補正しなおし、再度、冶具ノズル
4 の先端が吸着ポイント冶具の穴にスムー
ズに入ることを確認します。
6. 閉じる ボタンをクリックして、H 軸画面を閉
じます。
これで Z101の XY 座標位置の取り込みは完了
しました。
引き続き Z101の位置で、次項の「H 座標位置テ
ィーチング」を行います。
冶具ノズル 4
吸着ポイント位置
吸着位置セットアップ
HLF-20316-01
吸着位置セットアップ
SHEET
8/11
H 座標位置ティーチング
[作業手順]
1 冶具ノズル 3 に切り替えます。
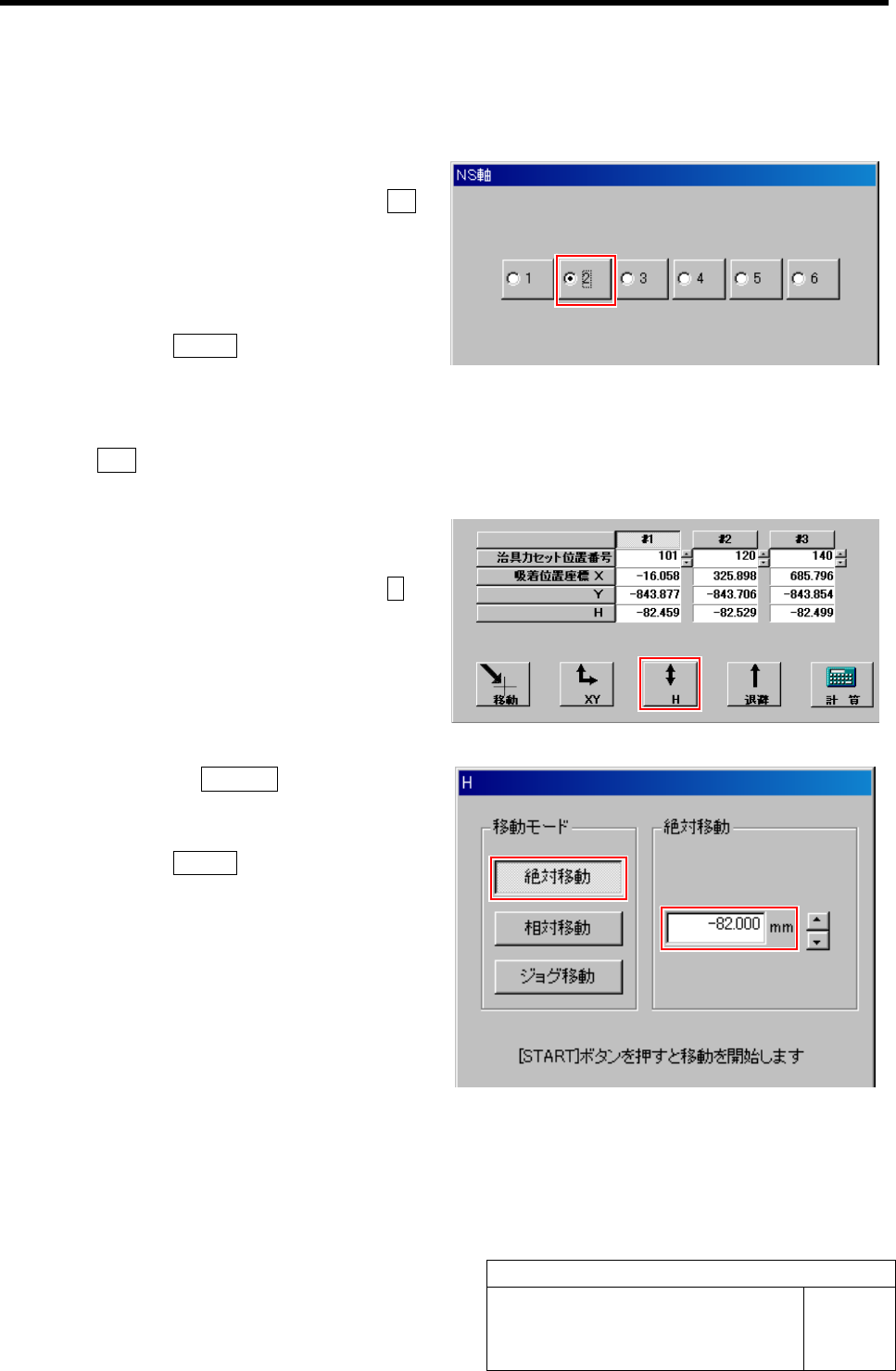
1. カセット位置一括ティーチング画面の NS
ボタンをクリックします。
NS 軸画面を表示させます。
2. ティーチングに使用する1番のノズルカート
リッジ番号(冶具ノズル 3)をクリックし、操作
パネルの START ボタンを押します。
下降していた H 軸が上昇し、ノズルカートリッジ
No.1 に取り付けられている冶具ノズル 3 に切り替
わります。
3. 終了 ボタンをクリックして、NS 軸画面を閉
じます。
2 冶具ノズル 3 と吸着ポイント冶具との隙間が
0.03 mm になるまで H 軸を下降させます。
1. カセット位置一括ティーチング画面の H ボ
タンをクリックします。
H 画面が表示されます。
2. 移動モードの絶対移動 ボタンをクリックし
ます。
3. 絶対移動欄に「-82.0」mm と入力し、操作
パネルの START ボタンを押します。
H 軸が -82.0 mm の位置まで下降します。