SI-F209_Manual(J)JPG_rev1.pdf - 第161页
F 軸フィードローラ原点センサド グ調整 HLF-20409-01 F 軸フィードローラ原点センサドグ 調整 SHEET 3/3 6 すべての非常停止スイッチを解除します。 7 Te r a Te r m がインストールされて いる PC を使っ て、 ORG 動作の確認を 行います。 1. T era T erm (通信ソフトウェア)がインストー ルされている PC を準備し、装置内の PC ユ ニットとケーブルで接続します。 2. …
F 軸フィードローラ原点センサドグ調整
HLF-20409-01
F 軸フィードローラ原点センサドグ調整
SHEET
2/3
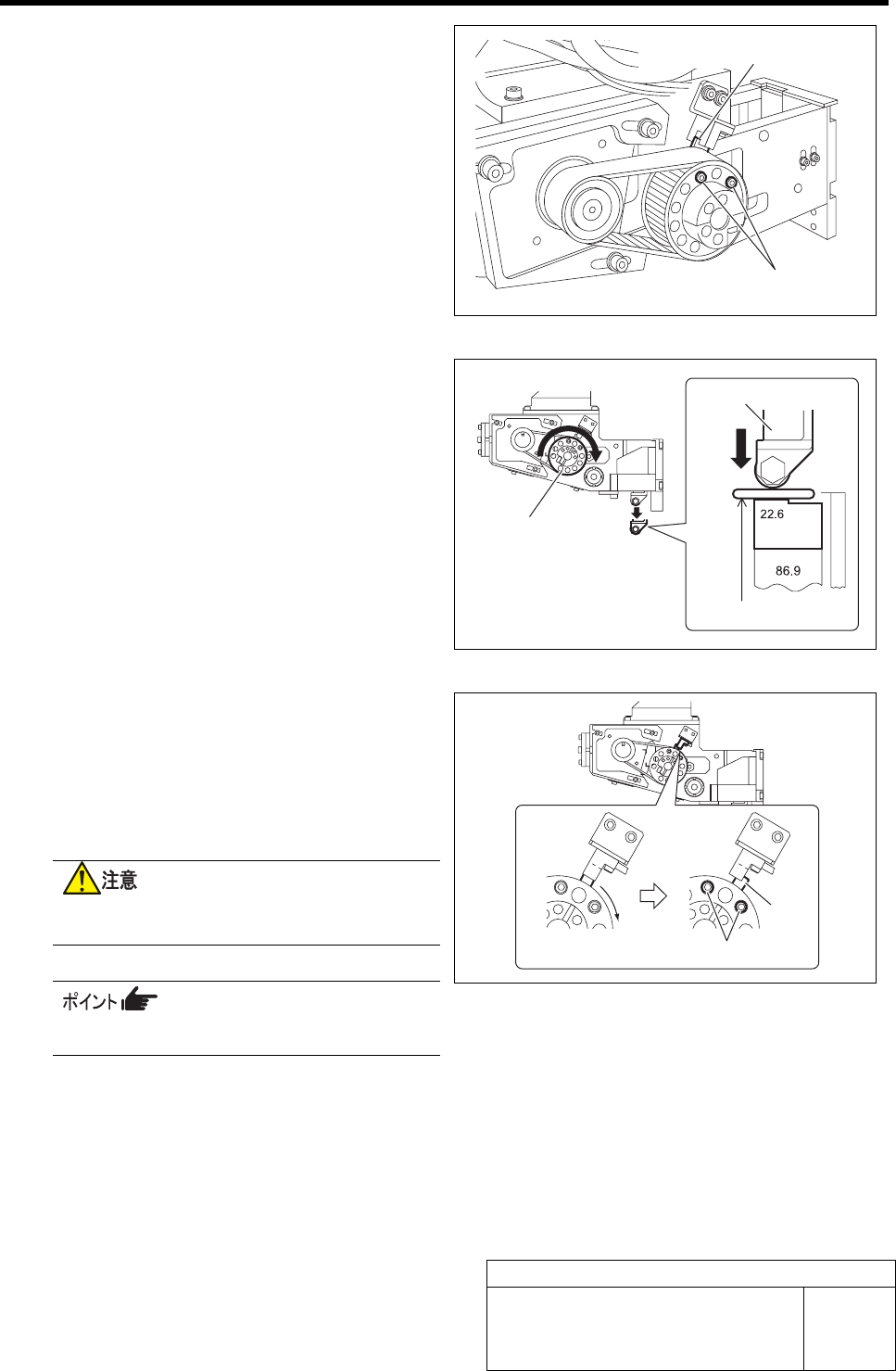
4 原点センサのドグを固定しているキャップスクリ
ュー(2-M3)を緩めます。
5 原点センサのドグ位置を調整します。
1. F 軸戻りブロック(22.6 mm)の上に、t=0.5
mm のシックネスゲージを乗せます。
2. 従属プーリーを時計回りに回して、フィード
ローラを F 軸ブロック上のシックネスゲージ
に突き当て、その位置を保持します。
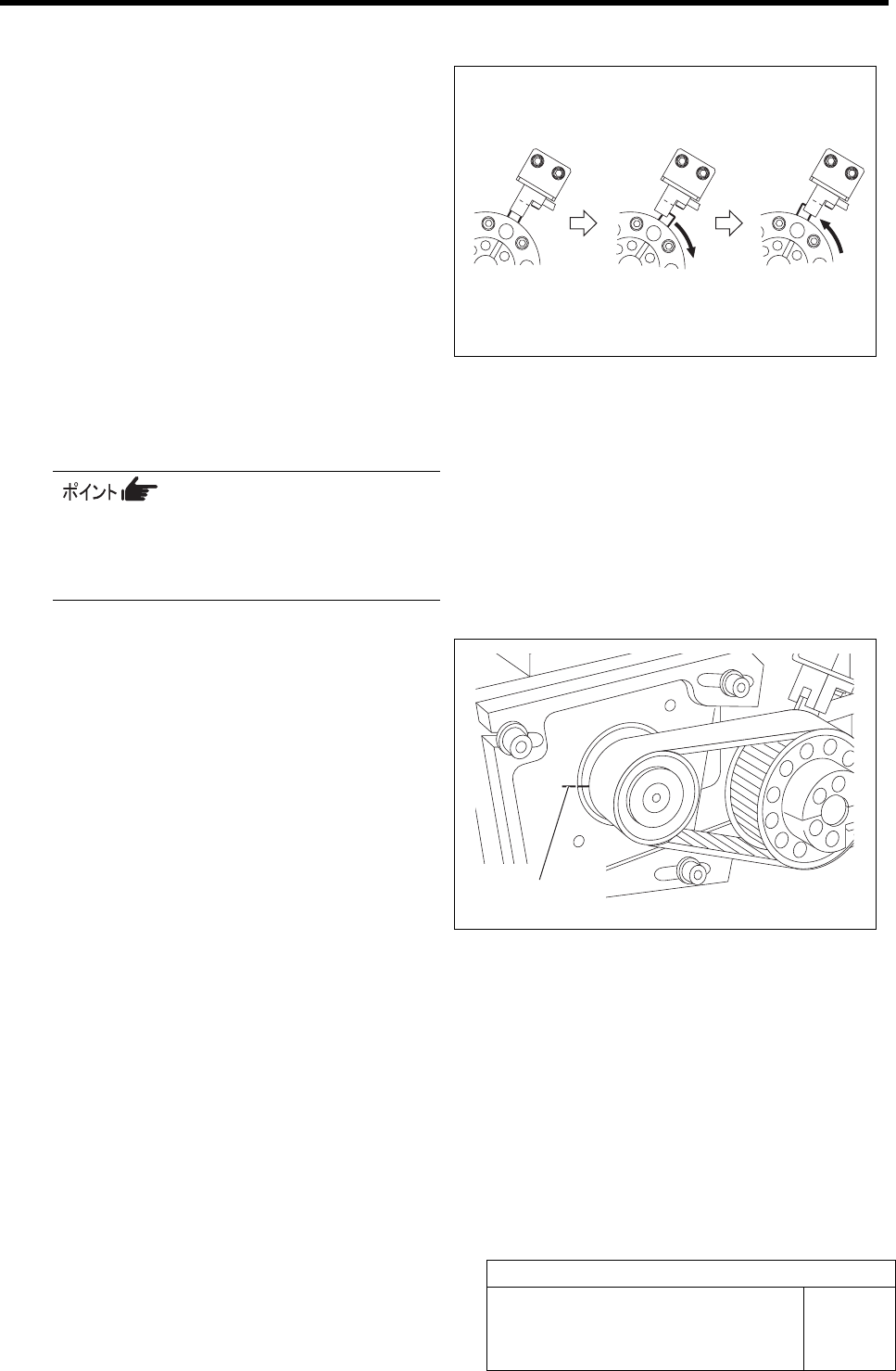
3. 原点センサをドグで遮り、LED を消灯させ
ます。
4. ドグを時計方向に少しずつ移動させ、LED
が消灯から点灯に変わった境界の位置で、
キャップスクリュー(2-M3)を、100 cN·m の
トルクで締め付けてドグを固定します。
規定以上のトルクでキャップスクリューを締め付
けるとネジ穴が潰れることがます。
ドグはセンサ側に引き上げて固定します。
キャップスクリュー
ドグ
従属プーリー
シックネスゲージ
フィードローラ
消灯 点灯
ドグ
キャップスクリュー
F 軸フィードローラ原点センサドグ調整
HLF-20409-01
F 軸フィードローラ原点センサドグ調整
SHEET
3/3
6 すべての非常停止スイッチを解除します。
7 Ter a Te r m がインストールされている PC を使っ
て、ORG 動作の確認を行います。
1. Tera Term(通信ソフトウェア)がインストー
ルされている PC を準備し、装置内の PC ユ
ニットとケーブルで接続します。
2. Tera Term で次のコマンドを入力してORG
動作の確認を 3 回行います。
-
>dacinit [Enter]
-
>dsrvon 4 [Enter](FF 軸サーボを ON させる)
-
>dorg 4 [Enter](FF 軸の原点を出す)
ドグが時計回りに回り ORG センサから少し離れ、再
度 ORG センサ(Z 相位置)に戻ってきます。
従属プーリーが 1 回転してフィードローラが下が
ってしまうと、原点センサドグの調整ミスです。
その場合は、フィードローラ原点センサドグの調
整をやり直してください。
8 モータプーリーとフィード部本体に書かれた
Z 相のけがき線が一致していることを確認し
ます。
けがき線
サーボ OFF
ORG Z 相
F 軸フィードローラ X 方向位置調整
HLF-20410-01
F 軸フィードローラ X 方向位置調整
SHEET
1/3
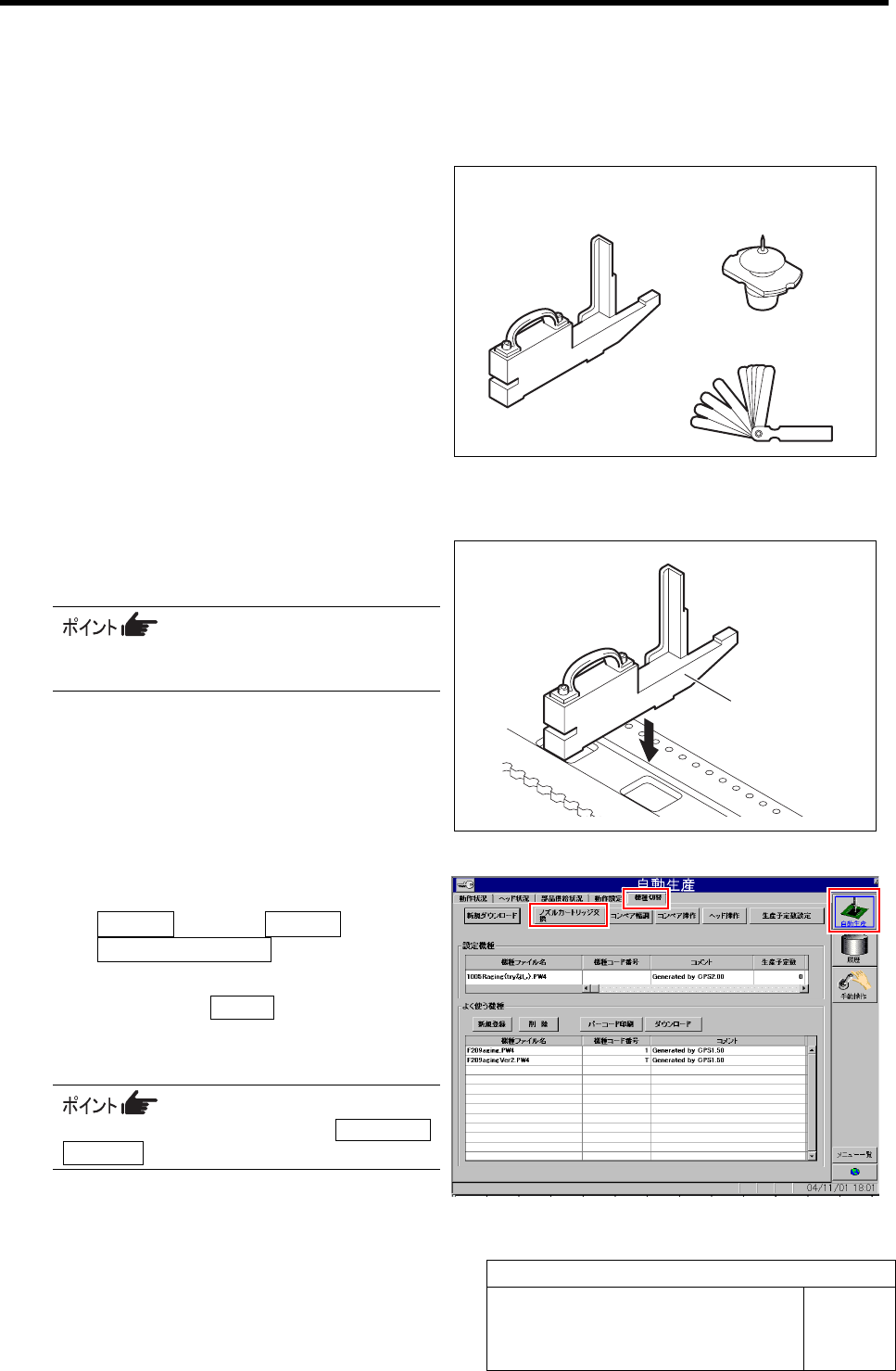
F 軸フィードローラ X 方向位置調整
[必要な冶具]
• フィード調整冶具
• 冶具ノズル 4
• シックネスゲージ(t=1.0 mm)
[作業手順]
1 フィード調整冶具をカセットテーブルの 20 番の
位置にセットします。
フィード調整冶具とカセットテーブルの間に隙間
がないこと。
2 冶具ノズル 4 を取り付けます。
1. 自動生産 メニューÎ機種切替 タブÎ
ノズルカートリッジ交換 ボタンの順にクリッ
クします。
2. 操作パネルの START ボタンを押します。
ヘッド部がノズルカートリッジの交換位置に移動
します。
インターロックを ON にした状態で、ノズルカート
リッジ交換 ボタンをクリックしてください。
フィード調整冶具 冶具ノズル 4
シックネスゲージ
フィード調整冶具