00191024-01.pdf - 第525页
10 SI PLAC E G Betriebsanleitung SIPLAC E 80 S/F/G 10.8 Tips und Tricks beim Kleben Ausgabe 07/97 ab Softwareversion SR.010.xx 10 - 54 Nach dem Düse nwec hsel kommt es zu Lu ft- blasene insc hlüssen. Führen Sie eine Da u…
Betriebsanleitung SIPLACE 80 S/F/G 10 SIPLACE G
Ausgabe 07/97 ab Softwareversion SR.010.xx 10.8 Tips und Tricks beim Kleben
10 - 53
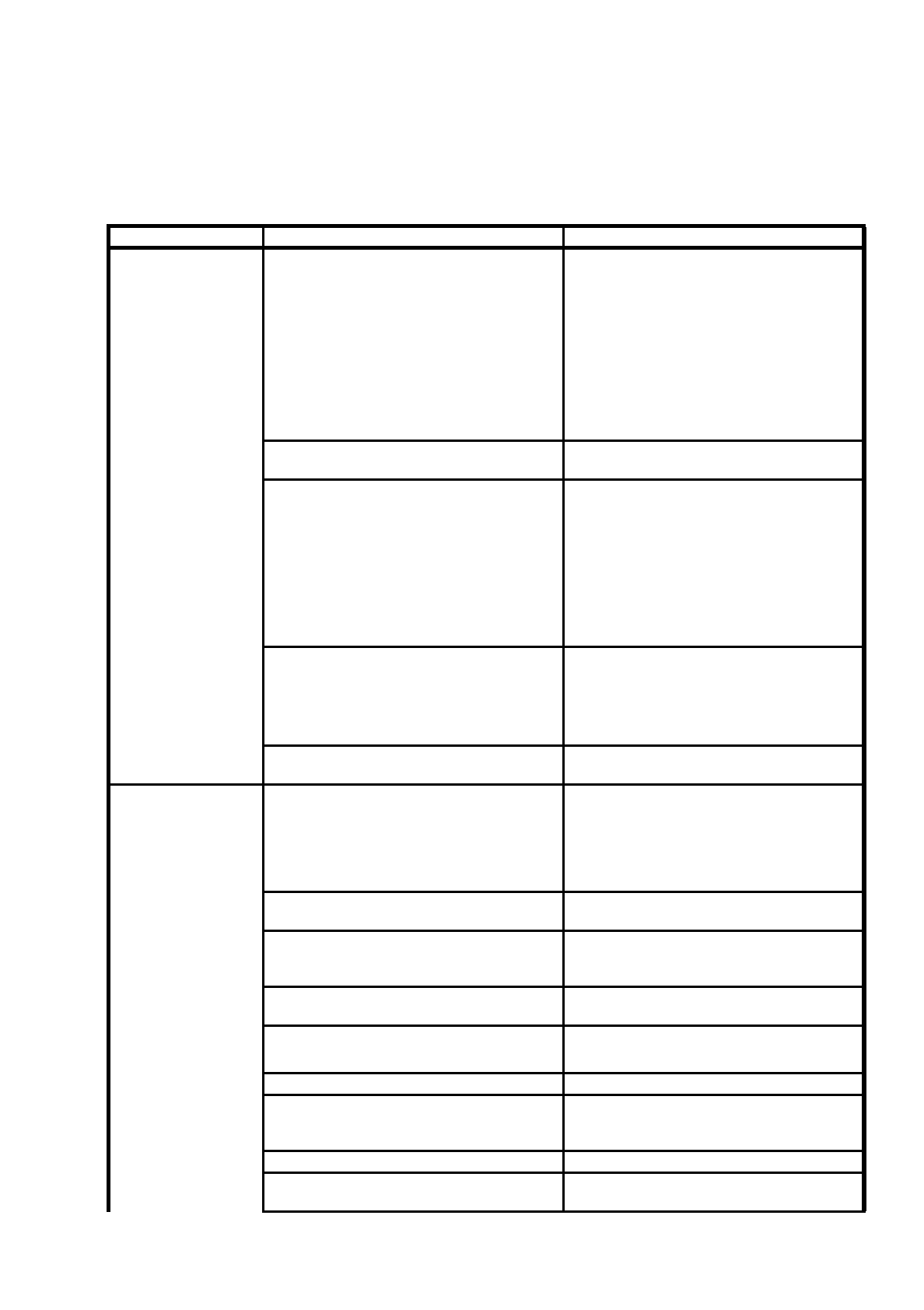
10.8 Tips und Tricks beim Kleben
Fehlerbild Ursache Behebung
Der Kleber zieht
Fäden.
Die Düse ist außen verschmutzt. Reinigen Sie die Düse und den Abstandshalter
außen.
Überprüfen Sie den Düsendurchmesser.
Überprüfen Sie den Abstandshalter.
Prüfen Sie, ob das Punktvolumen zu groß ist
und passen Sie das 'Klebepunktvolumen' an.
Reduzieren Sie beim zyklischen Anfahren der
Kleberabstreifrolle die Anzahl der großen Kle-
bepunkte.
Große Punkte verschmieren auf der Papier-
rolle.
Siehe 'Düse außen verschmutzt'.
Die Klebstoffqualität ist minderwertig.
(Das bedeutet, daß sich beim Dauerdosieren
kein gleichmäßiger Kleberfaden bildet,
- frühzeitig abreißt und gekräuselt ist, oder
- nach manueller Betätigung des Magnets
sich ein Klebertropfen an der Düse bildet,
der sich wieder zurückzieht.
Prüfen Sie das Haltbarkeitsdatum des Kleb-
stoffs.
Beachten Sie die Lagervorschrift des Herstel-
lers auf dem Datenblatt.
Ersetzen Sie die Klebstoffkartusche.
Sie verwenden einen falschen Abstandshalter. Prüfen Sie, ob der Abstandshalter laut
Beschriftung richtig gerüstet ist.
Prüfen Sie mit der Schieblehre den Abstand
zwischen Düse und Abstandshalter und ver-
gleichen Sie ihn mit dem Sollwert.
Die Düse ist mechanisch beschädigt.
(Mögliche Ursachen siehe unten)
Erneuern Sie die Düse.
Die Punktgrößen
schwanken
(Durchmesser-
schwankungen um
±
1 Dosierstufe sind
kein Fehler)
Die Düse ist verstopft.
(Mögliche Ursachen siehe unten)
Reinigen Sie die Düse.
Chargenschwankungen bei neuer Klebstoff-
kartusche
Passen Sie das Klebstoffvolumen an und füh-
ren Sie eine Klebepunktkontrolle durch.
Die Kartusche ist nicht vollgesetzt oder fälsch-
lich vollgesetzt.
Setzen Sie eine neue, volle Kartusche ein und
quittieren Sie diese in den Einzelfunktionen
'Neue Kartusche'.
Die Kennlinie paßt nicht zum verwendeten
Klebstoff.
Laden Sie die richtige Kennlinie.
Die Klebertemperatur ist zu niedrig. Stellen Sie die Solltemperatur ein.
Prüfen Sie die Klebertemperierung.
Sie haben Kunststoffdüsen im Einsatz Verwenden Sie beschichtete Alu-Düsen.
Die chemischen Eigenschaften des Klebstoffs
haben sich geändert, beispielsweise durch
Luftfeuchtigkeit
Passen Sie das Klebstoffvolumen an und füh-
ren Sie danach eine Klebepunktkontrolle
durch.
Sie verwenden minderwertigen Klebstoff Setzen Sie eine neue Kartusche ein.
Die Düse ist mechanisch beschädigt.
(Mögliche Ursachen siehe unten)
Erneuern Sie die Düse.
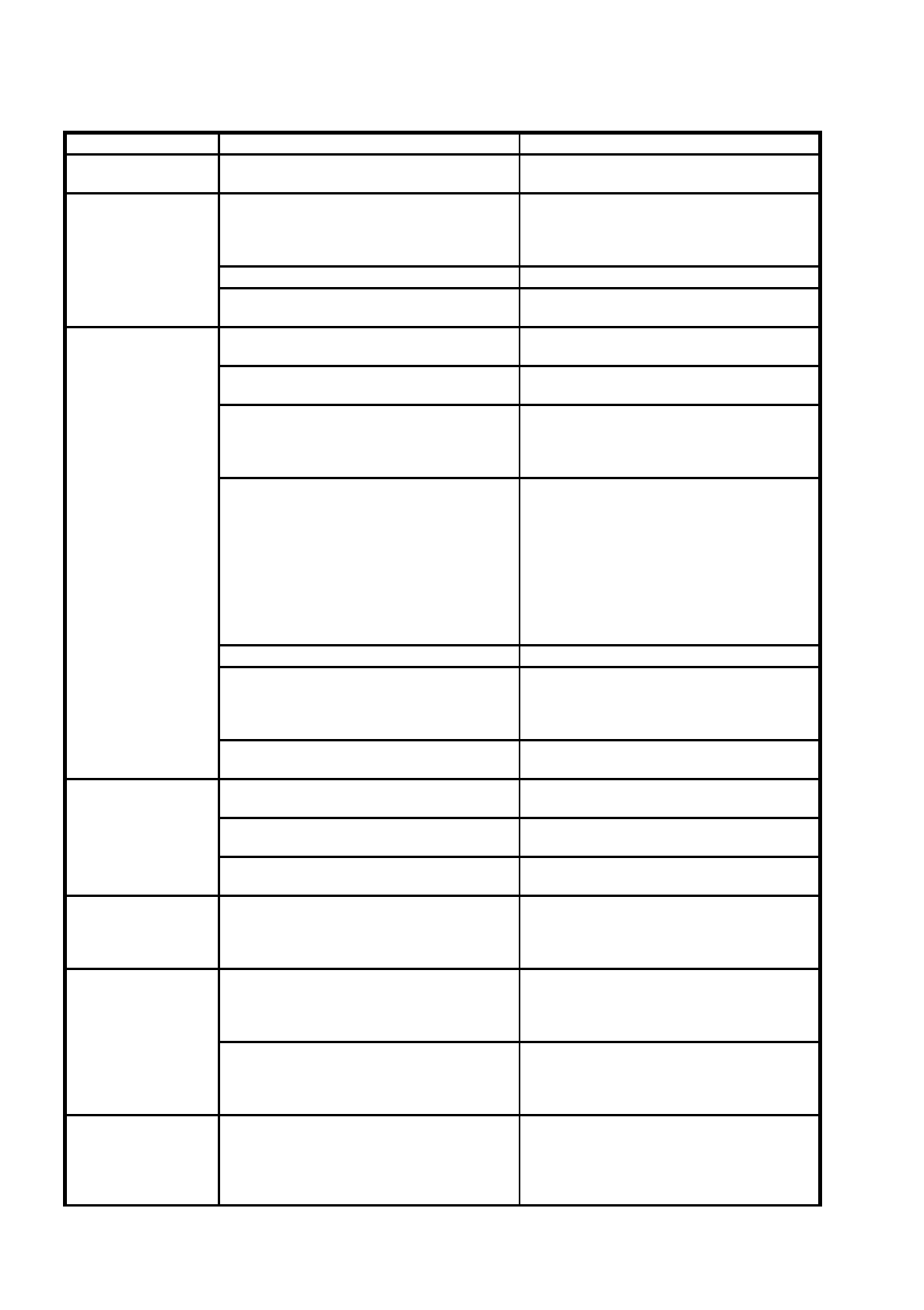
10 SIPLACE G Betriebsanleitung SIPLACE 80 S/F/G
10.8 Tips und Tricks beim Kleben Ausgabe 07/97 ab Softwareversion SR.010.xx
10 - 54
Nach dem Düsenwechsel kommt es zu Luft-
blaseneinschlüssen.
Führen Sie eine Dauerdosierung durch.
Die Kleberpunkte sind
verschmiert
Die Düse ist außen verschmutzt. Überprüfen Sie den Düsendurchmesser und
reduzieren Sie beim zyklischen Anfahren der
Kleberabstreifrolle die Anzahl der großen Kle-
bepunkte.
Das Punktvolumen ist zu groß. Passen Sie das Punktvolumen an.
Sie verwenden einen falschen Abstandshalter Vergleichen Sie den Abstandshalter mit den
Sollwerten.
Es fehlen Klebepunkte Die Düse ist verstopft.
(Mögliche Ursachen siehe unten)
Reinigen Sie die Düse
Der Abstandshalter ist zu groß. Bauen Sie einen Abstandshalter gemäß Soll-
wert ein.
Der Abstandshalter trifft auf ein Hindernis
(Clinchs, hochverzinntes Pad ... )
Ändern Sie den Abstandshalterwinkel und tra-
gen Sie die Werte unter 'Klebeparameter' in
die Software ein. Die neuen Werte werden erst
nach Neustart der Software berücksichtigt.
Die Klebstoffqualität ist minderwertig.
(Das bedeutet, daß sich beim Dauerdosieren
kein gleichmäßiger Kleberfaden bildet,
- frühzeitig abreißt und gekräuselt ist oder
- oder nach manueller Betätigung des
Magnets sich ein Klebertropfen an der Düse
bildet, der sich wieder zurückzieht.
Prüfen Sie das Haltbarkeitsdatum des Kleb-
stoffs.
Beachten Sie die Lagervorschrift des Herstel-
lers auf dem Datenblatt.
Ersetzen Sie die Klebstoffkartusche.
Die Temperatur des Klebstoffs ist zu niedrig. Erhöhen Sie die Temperatur.
Die Leiterplatte ist verschmutzt (beispielsweise
durch Fingerabdrücke, Fett, Staub, Umweltein-
flüsse ... )
Verwenden Sie saubere Leiterplatten.
Beseitigen Sie die Ursache für Verschmutzung
im Fertigungsablauf.
Die Z-Achse bewegt sich ruckartig Reinigen Sie die Kurvenscheibe mit Äthylalko-
hol und benachrichtigen Sie den Service.
Der erste Klebepunkt
fehlt
Das Verfallsdatum des Klebstoffs ist über-
schritten.
Verwenden Sie eine neue Kartusche.
Der Dichtring am Kartuschenverschluß fehlt
oder ist abgenutzt.
Setzen Sie einen neuen Dichtring ein und fet-
ten Sie ihn leicht mit Unisilkon.
Die Kleberabstreifrolle wird nicht angefahren. Aktivieren Sie in den Maschinenoptionen die
Kleberabstreifrolle.
Softwarefehlermel-
dung 'Abstandshalter
berührt Klebepunkt'
Die Optimierung der Klebepunktreihenfolge ist
in erster Linie geschwindigkeitsoptimiert, nicht
abstandshalterwinkeloptimiert
Ändern Sie den Abstandshalterwinkel und tra-
gen Sie die Werte unter 'Klebeparameter' in
die Software ein. Die neuen Werte werden erst
nach Neustart der Software berücksichtigt.
Der Abstandshalter
berührt den Klebe-
punkt
Der mechanisch eingestellte Abstands-
halterwinkel entspricht nicht den Daten in den
Klebeparametern
Korrigieren Sie den Winkel und tragen Sie die
Werte unter 'Klebeparameter' in die Software
ein. Die neuen Werte werden erst nach Neu-
start der Software berücksichtigt.
Der Klebepunktdurchmesser wird im
Rechenmodell nicht berücksichtigt.
Ändern Sie den Abstandshalterwinkel und tra-
gen Sie die Werte unter 'Klebeparameter' in
die Software ein. Die neuen Werte werden erst
nach Neustart der Software berücksichtigt.
Im Rahmen der Klebe-
punktkontrolle kommt
es bei großen Punkten
zu Fehlmessungen
Die Klebepunkte verschmieren. Reinigen Sie die Düse, führen Sie die Klebe-
punktkontrolle mit dem Klebepunktvolumenfak-
tor -4 (-5) durch, übernehmen Sie den
Vorschlag und führen Sie danach keine weite-
ren Messungen mehr durch.
Fehlerbild Ursache Behebung
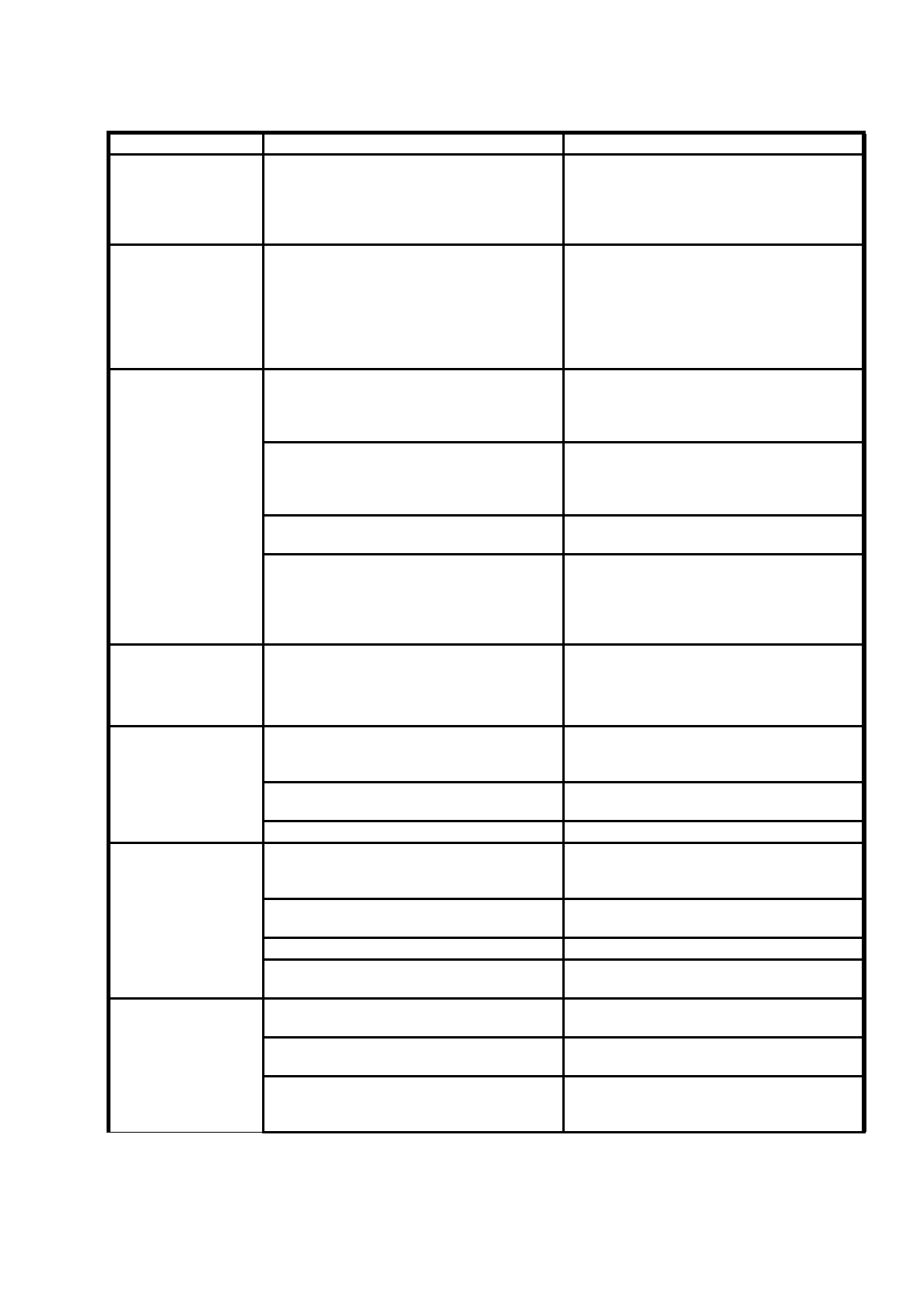
Betriebsanleitung SIPLACE 80 S/F/G 10 SIPLACE G
Ausgabe 07/97 ab Softwareversion SR.010.xx 10.8 Tips und Tricks beim Kleben
10 - 55
Die Dosierstufe 20 ver-
ursacht auf Leiterplat-
ten Zwiebeltürme, auf
der Papierrolle ver-
schmieren die Punkte
Die Klebstoffeigenschaften haben sich geän-
dert.
Verkleinern Sie das Volumen
Vergrößern Sie den Abstandshalter.
Sie verwenden neuen
Klebstoff und haben
die Parameter in die
MA-Daten eingetra-
gen, die Qualität ist
schlecht, die Punkte
verschmieren
Siehe 'Verschmierte Punkte'
Der neue Klebstoff hat erheblich andere Fließ-
eigenschaften
Wählen Sie den Abstandshalter größer als
angegeben.
Die Durchmesser sind
innerhalb einer Kennli-
nie sehr unterschied-
lich
Sie verwenden einen falschen Abstandshalter Setzen Sie den korrekten Abstandshalter ein.
Wird die Druckluft umgeschaltet, ändert sich
der Dosierdruck zwischen zwei aufeinanderfol-
genden Punktgrößen.
Durch den anderen Dosierdruck baut der
Punkt etwas anders auf. Dadurch kann der
Durchmesser einer größeren Dosierstufe u.U.
kleiner sein als die Vorgängerdosierstufe.
Die Leiterplatte federt beim Setzen der Klebe-
punkte
Setzen Sie die Leiterplattenunterstützung ein.
Die Kleberkennlinie ist falsch. Laden Sie die richtige Kennlinie und starten
Sie die Maschine erneut. Setzen Sie die Kartu-
sche in den Einzelfunktionen auf 'voll'. ACH-
TUNG: Ist die Kartusche nicht mehr voll, muß
eine neue Kartusche eingesetzt werden.
Sie haben eine neue
Kennlinie geladen -
die Punktgrößen sind
falsch
Sie haben nach dem Laden der Kennlinie die
Kartusche nicht vollgesetzt.
Setzen Sie eine volle Kartusche ein und quit-
tieren Sie 'Neue Kartusche'.
Nach dem Ändern des Abstandshalterwinkels
dürfen Sie nicht 'Neue Kartusche' quittieren.
Die Z-Achse verur-
sacht einen Crash
Der Klemmkamm ist verbogen. Überprüfen Sie den Klemmkamm und richten
Sie ihn gegebenenfalls aus oder tauschen Sie
ihn.
Die Nullpunktkorrektur für die Z-Achse ist
falsch.
Überprüfen Sie die Nullpunktkorrektur und stel-
len Sie dieses gegebenenfalls neu ein.
Der Motor oder Tacho ist defekt. Benachrichtigen Sie den Service.
Die Klebepunktpositio-
nen wandern auf der
Leiterplatte
Die LP-Klemmung ist wegen des verbogenen
Klemmkamms unzureichend.
Überprüfen Sie den Klemmkamm und richten
Sie ihn gegebenenfalls aus oder tauschen Sie
ihn.
Die Leiterplatte liegt nicht richtig auf. Prüfen Sie den Transportriemen und stellen
Sie die Leiterplattentransportbreite ein.
Der x/y-Maßstab ist verschmutzt. Reinigen Sie den Maßstab mit Alkohol.
Die Verbindung zwischen Winkelschrittgeber
und Miniportalmotor ist defekt
Prüfen Sie den Motor optisch,
benachrichtigen Sie den Service.
Die Düse ist mecha-
nisch beschädigt.
Die Düse kollidierte mit Störstellen auf der Lei-
terplatte
Kontrollieren Sie die Leiterplatte auf Störstellen
(Schrauben, umgebogene Beinchen)
Die Düse kollidierte mit einem harten Gegen-
stand (die Düse ist aus Aluminium).
Prüfen Sie die Lagerbedingungen und das
Handling beim Einsetzen der Düse.
Der Klemmkamm ist verbogen. Überprüfen Sie den Klemmkamm und richten
Sie ihn gegebenenfalls aus oder tauschen Sie
ihn.
Fehlerbild Ursache Behebung