YSP20_Users_K.pdf - 第124页
4-30 4 ● 모 니터 : 카 운터 [모니터] ー 「카운터」탭 화면 [레인전환] 버튼 6 84 21-N 3 - 0 0 전체 생 산 수량 카 운터 생산 한 전체 기 판 장수입 니 다 . (기 판데이 터 를 전환해 도 리 세 트되지 않습니 다 . ) [ 편집 ] 버 튼 으로 카운트 를 시 작할 수치 를 변경 할 수 있 습니다 . 솔더공 급 카 운터 기 판 이 인 쇄될 때마다 카운트되 고 그 카…
4-29
4
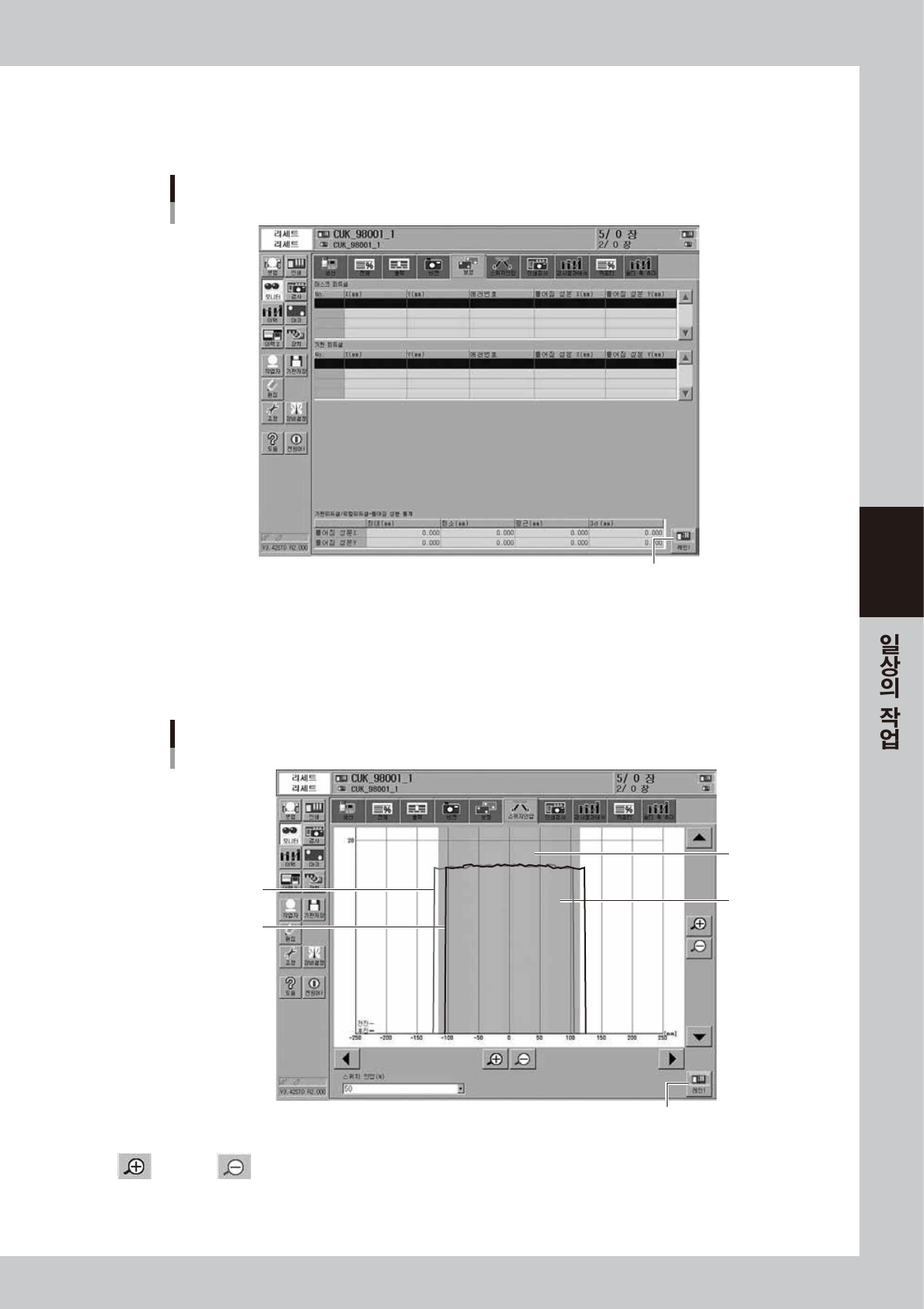
● 모니터:보정
인식 실행한 모든 기판의 피듀셜 마크 , 모든 로컬 피듀셜 마크 , 모든 마스크 피듀셜 마크의 고정 어긋남을 포함한 인식결
과와 틀어짐 성분을 확인할 수 있습니다 .
[모니터] ー「보정」탭 화면
[레인전환] 버튼
68419 -N3- 0 0
● 모니터:스퀴지 인압
자동 운전중의 스퀴지 인쇄압력을 그래프로 표시합니다 .
가로축이 기판폭의 거리(mm), 세로축이 스퀴지 인압 (N) 입니다 . 인쇄압력이 극단적으로 변화될 경우는 기판의 고정
상태나 표면 상태 등을 확인해 주십시오 .
[모니터] ー「스퀴지 인압」탭 화면
전진 스퀴지 인압
마스크상
기판상
후진 스퀴지 인압
[레인전환] 버튼
68420-N3-00
( 확 대) , (축소)버튼
그래프 가로축 또는 세로축의 스케일을 확대 축소합니다 .
스퀴지 인압 (N)
그래프 세로축의 최대 스케일을 설정합니다 . 보통「자동」으로 합니다 .
4-30
4
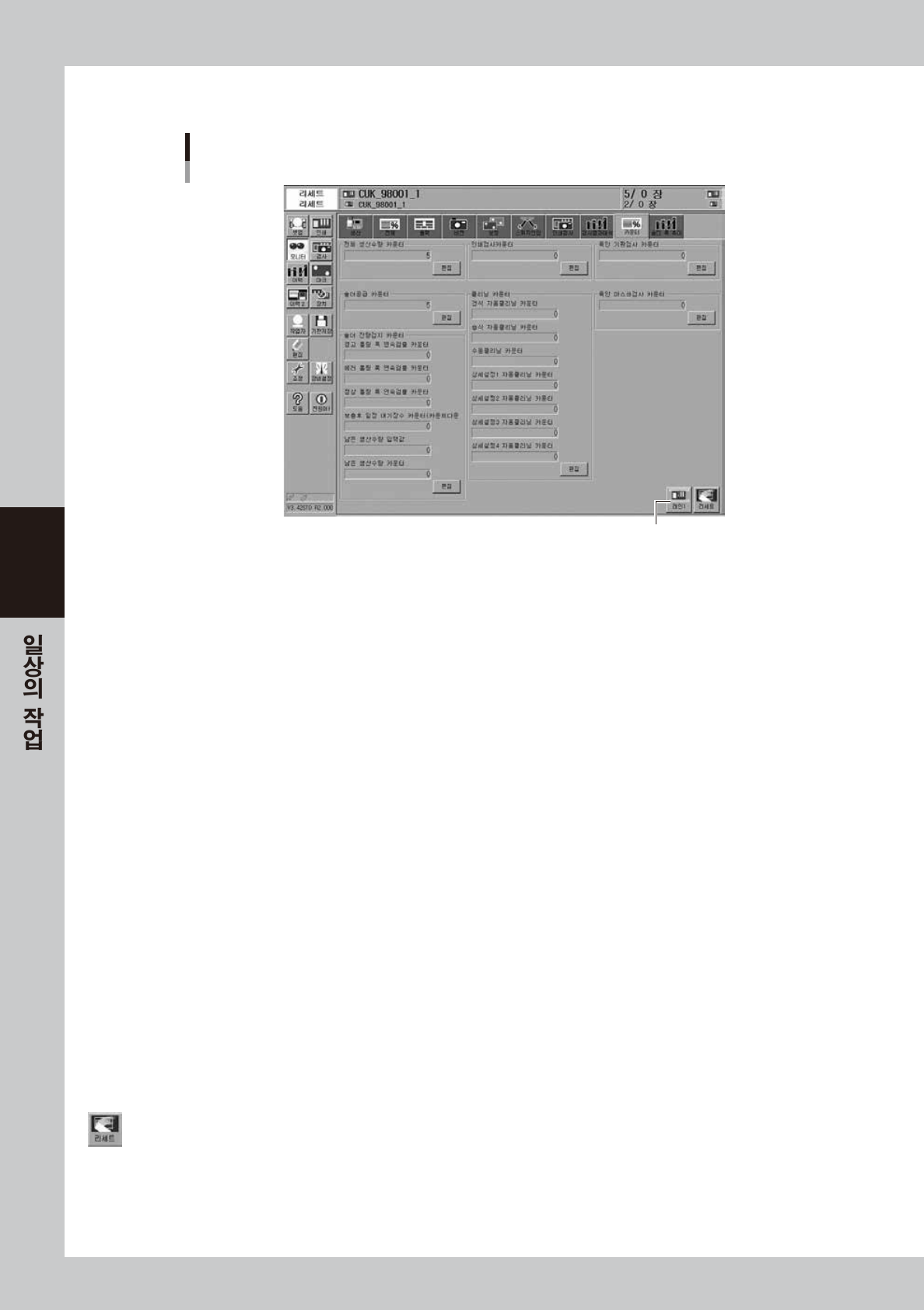
● 모니터:카운터
[모니터] ー「카운터」탭 화면
[레인전환] 버튼
68421-N3-00
전체 생산 수량카운터
생산한 전체 기판 장수입니다 .(기판데이터를 전환해도 리세트되지 않습니다 .) [ 편집 ] 버튼으로 카운트를 시작할 수치를
변경할 수 있습니다 .
솔더공급 카운터
기판이 인쇄될 때마다 카운트되고 그 카운트가「인쇄」-「스퀴지」탭 화면의「솔더공급간격(장)」에 도달하면 솔더공급
을 위해 장비가 일시정지됩니다 . [ 편집 ] 버튼으로 카운트를 시작할 수치를 변경할 수 있습니다 .
건식 자동클리닝 카운터
기판이 인쇄될 때마다 카운트되고 그 카운트가 「인쇄」 - 「클리너」탭 화면의 「건식자동간격(장)」에 도달하면 건식 자
동클리닝을 실시합니다 . [ 편집 ] 버튼으로 카운트를 시작할 수치를 변경할 수 있습니다 .
습식 자동클리닝 카운터
기판이 인쇄될 때마다 카운트되고 그 카운트가 「인쇄」-「클리너」 탭 화면의 「 습식자동간격(장)」에 도달하면 습식 자
동클리닝을 실시합니다 . [ 편집 ] 버튼으로 카운트를 시작할 수치를 변경할 수 있습니다 .
수동 클리닝 카운터
기판이 인쇄될 때마다 카운트되고 그 카운트가「인쇄」-「클리너」탭 화면의「수동간격(장)」에 달하면 수동클리닝을 위
해 장비가 일시정지됩니다 . [ 편집 ] 버튼으로 카운트를 시작할 수치를 변경할 수 있습니다 .
상세설정 1~4 자동클리닝 카운터
[ 인쇄 ]-「클리너」「상세설정」화면의「기판수량관리 1」~「기판수량관리 4」탭에서 설정한 클리닝 조건에 따라 클리닝을
실행하며 카운트됩니다 . [ 편집 ] 버튼으로 카운트를 시작하는수치를 변경할 수가 있습니다 .
육안 기판검사 카운터
기판이 인쇄될 때마다 카운트되고 그 카운트가 「인쇄」-「기판」-「상세설정」의「육안 기판검사 간격(장)」에 도달하
면 육안검사를 위해 장비가 일시정지됩니다 . [ 편집 ] 버튼으로 카운트를 시작할 수치를 변경할 수 있습니다 .
육안 마스크검사 카운터
기판이 인쇄될 때마다 카운트되고 그 카운트가「인쇄」-「마스크」-「상세설정」의「육안 마스크검사 간격(장)」에 도달
하면 육안검사를 위해 장비가 일시정지됩니다 . [ 편집 ] 버튼으로 카운트를 시작할 수치를 변경할 수 있습니다 .
[ 리세트 ] 버튼
「카운터」탭 화면의 모든 정보를 리세트합니다 .
4-31
4
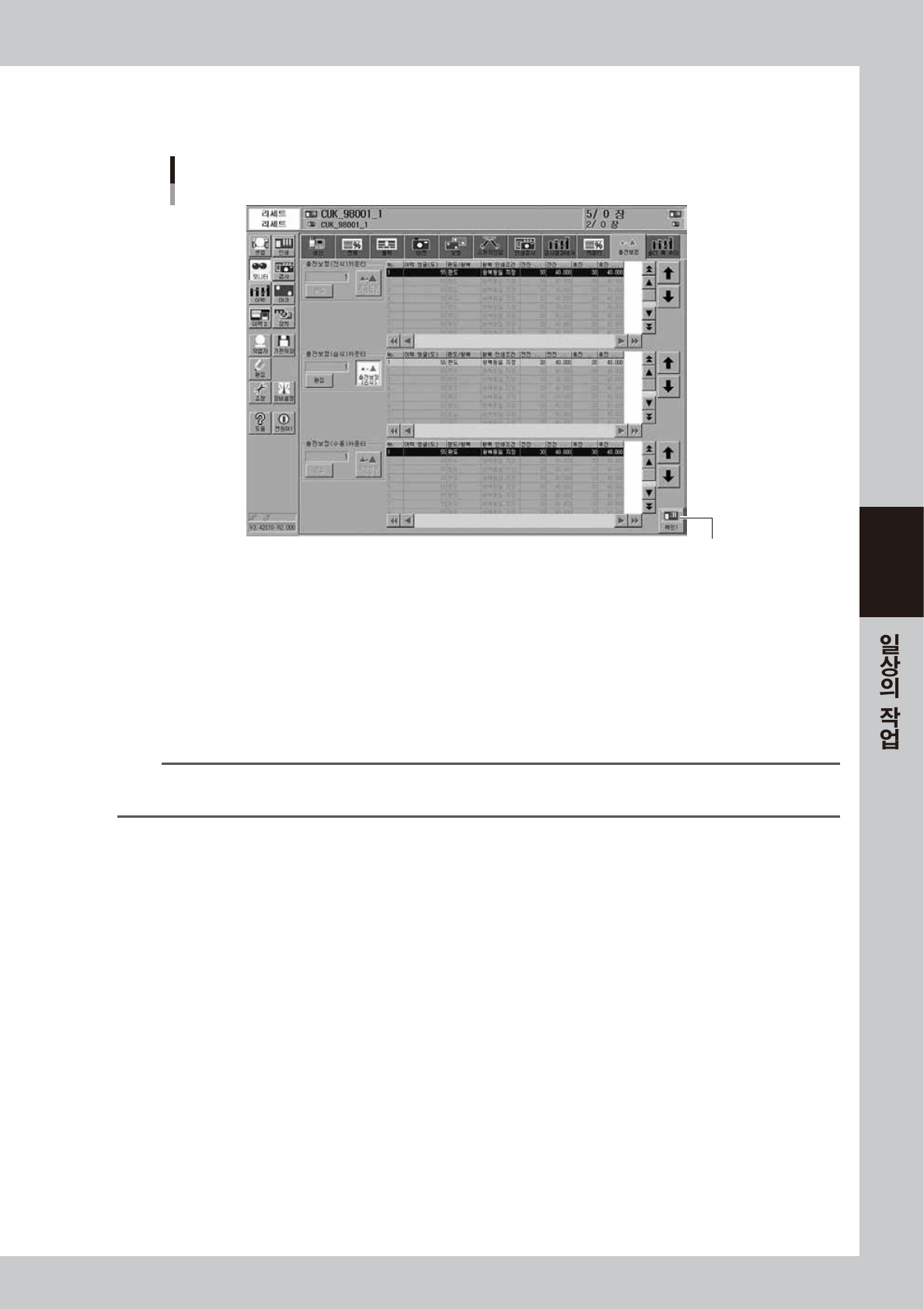
● 모니터:충전보정
「인쇄」-「스퀴지」-「상세설정」에서「충전보정」을「사용」으로 하면 「모니터」화면에「충전보정」탭이 표시됩니다 .
[모니터] ー「충전보정」탭 화면
[레인전환] 버튼
68422-N3- 00
충전 보정 (건식) 카운터 , 충전보정 (습식) 카운터 , 충전보정 (수동) 카운터
건식자동 , 습식자동 또는 수동 클리닝후 충전보정을 하고 기판이 인쇄될 때마다 카운트되고 그 카운트가 「인쇄」- 「스퀴
지」-「상세설정」의 「충전보정횟수」(충전보정을 할 기판 장수)에 도달하면「1」로 돌아갑니다 .
[ 편집 ] 버튼으로 카운트를 시작할 수치를 변경할 수 있습니다 .
[ 충전 보정 (건식)], [ 충전보정(습식)], [ 충전보정(수동)] 버튼
충전보정중 이 버튼이 눌려진 상태가 되며 우측 리스트에 인쇄중인 순서 행이 하늘색으로 표시됩니다 . 지정된 횟수만큼
충전보정 인쇄가 끝나면 자동적으로 이 버튼은 OFF 되고 충전보정이 없는 생산으로 돌아갑니다 .(위 그림은 습식자동클
리닝 후의 첫 기판에 충전보정을 해서 인쇄하고 있는 예)
참고
클리닝 방법이 중복됐을 때 우선순위는 「수동」→「습식자동」→「건식자동」으로 됩니다 . 자세한 내용은 제 5 장 「6. 클리너
데이터 설정」 을 참조해 주십시오 .
● 모니터:인쇄검사
옵션의 인쇄검사 기능을 사용할 경우는 자동 운전중에 인쇄검사 모니터를 표시시켜서 , 인쇄검사 결과를 데이터나 화상으
로 확인할 수 있습니다 . 자세한 내용은 별책「옵션 메뉴얼」의「인쇄검사 기능」을 참조해 주십시오 .
●모니터:마 스크검사
현재 미사용입니다 .