YSP20_Users_K.pdf - 第94页
제 4 장 일상 의 작 업 이 장 에 서는 , 이 미 작성 한 기판데 이터 를 사 용해서 오페레 이터 가 일상적 으 로 실 시 할 작 업 을 설 명 합니다 . 「제 2 장 기본적 인 조작 」을 이 해 한 다음 이 장 을 읽 어 주십시 오 . 기 판데이 터 의 신규작성 이 나 변 경 이 필 요 할 때는 「제 5 장 데 이터 의 작성과 설 정」을 참조 해 주십시 오 . 목차 1 . 개요 4 - …
3-13
3
4.4 번짐
•
브릿지
█
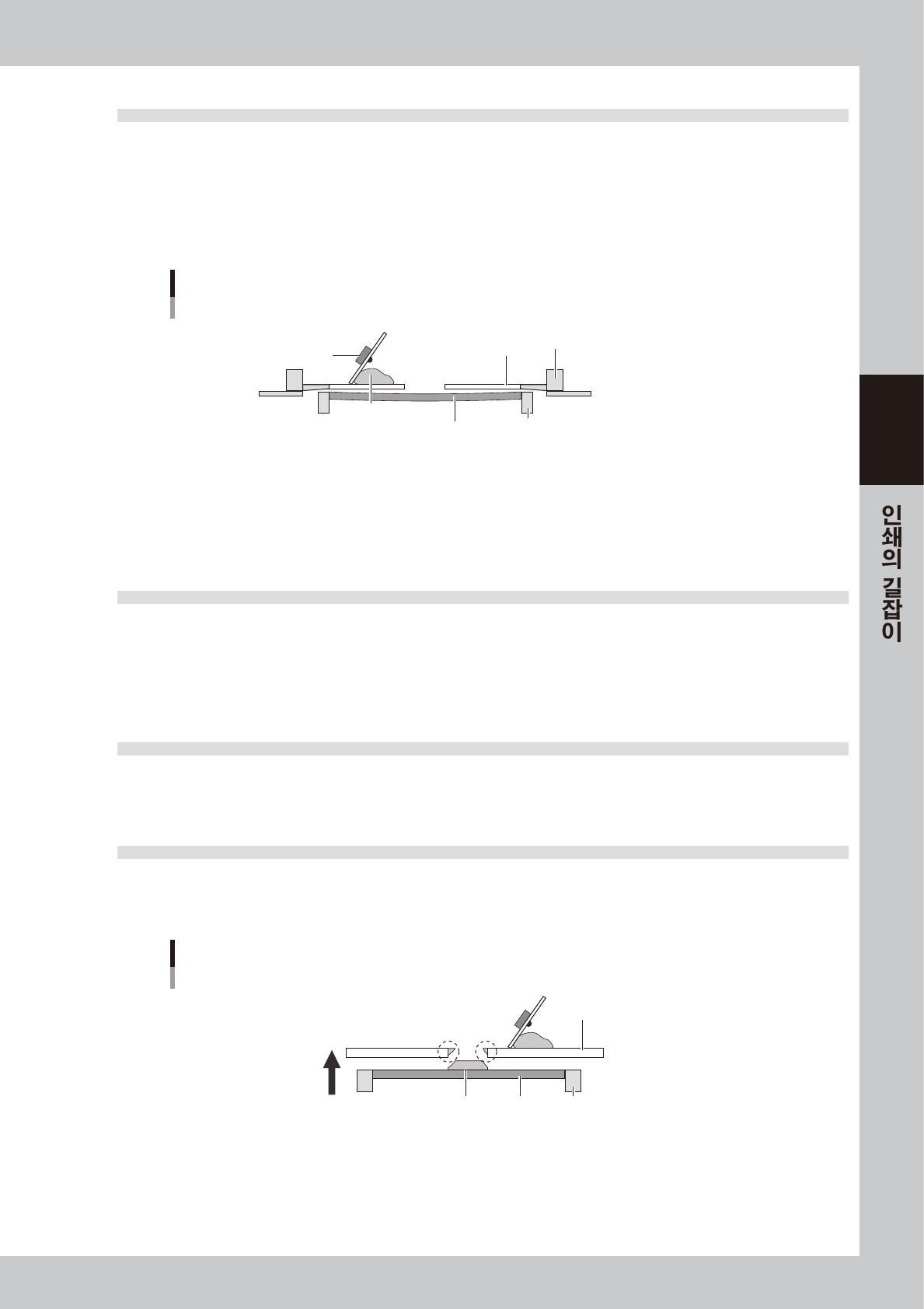
백업 지그 ( 매트릭스 핀의 경우 )
세팅위치가 부적절하거나 세팅수량의 부족으로 , 강한 입쇄압력에 의해 기판이 눌러져서 마스크와의 사이에 틈이 발생한
다.
█
위치맞춤 옵셋 Z
Z 방향의 옵셋값 ( 기판과 마스크의 클리어런스 ) 이 너무 크다 .
마스크 클리어런스
솔더
기판
마스크
스퀴지
컨베이어
마스크 프레임
67305-N3-00
█
클리닝 간격
클리닝 간격이 길어서 , 마스크 뒷면이 솔더로 더러워진 상태에서 인쇄해 버린다 .
█
클리닝 반복횟수
설정되어 있는 반복 횟수로는 마스크 뒷면의 솔더의 더러움을 완전히 닦아내지 못한다 .
4.5 스크랩 불량
█
스퀴지 인압
설정되어 있는 스퀴지의 속도 / 어택 앵글에 대해 인쇄압력이 너무 낮다 .
█
스퀴지 속도
설정되어 있는 어택 앵글 / 인쇄압력에 대해 스퀴지 속도가 너무 늦다 .
4.6 솔더 끌림
█
판분리 속도
판분리 속도가 늦어서 , 인쇄한 솔더의 양 선단이 끌려버린다 .
4.7 솔더결함
•
마스크의 잔류솔더
█
판분리 속도
판분리의 속도가 빨라서 , 솔더가 마스크에 묻은채 판분리 되어 버린다 .
마스크의 잔류 솔더
솔더 기판
마스크
컨베이어
과대한 속도
67306-N3-00
█
판분리 거리
판분리의 거리가 짧아서 , 판분리 동작이 완료되지 않은 상태에서 컨베이어가 움직여 버린다 .
제 4 장 일상의 작업
이 장에서는 , 이미 작성한 기판데이터를 사용해서 오페레이터가 일상적으로 실시할 작업을 설명합니다 .
「제 2 장 기본적인 조작」을 이해한 다음 이 장을 읽어 주십시오 .
기판데이터의 신규작성이나 변경이 필요할 때는 「제 5 장 데이터의 작성과 설정」을 참조해 주십시오 .
목차
1. 개요 4-1
2. 장비의 기동과 워밍업 4-2
3. 기판의 선택 4-4
4. 컨베이어 유니트의 셋업전환 4-5
5. 클리닝용 거즈 롤의 교환 4-7
5.1 같은 롤 사이즈를 사용할 경우 4-8
5.2 롤 사이즈를 변경할 경우 4-10
6. 클리닝용 용제 4-12
6.1 용제 사용상의 주의사항 4-12
6.2 용제의 보급방법 4-12
6.3 장기보관할 경우의 작업방법 4-14
7. 인쇄부의 셋업 4-15
7.1 마스크 사이즈와 마스크 스톱퍼 핀 위치 4-18
7.2 마스크 프레임 사이즈
•
제판기준 4-19
8. 롤링 운전을 한다 4-20
9. 기판의 생산을 시작한다 4-23
10. 생산을 종료한다 4-32
4-1
4
1. 개요
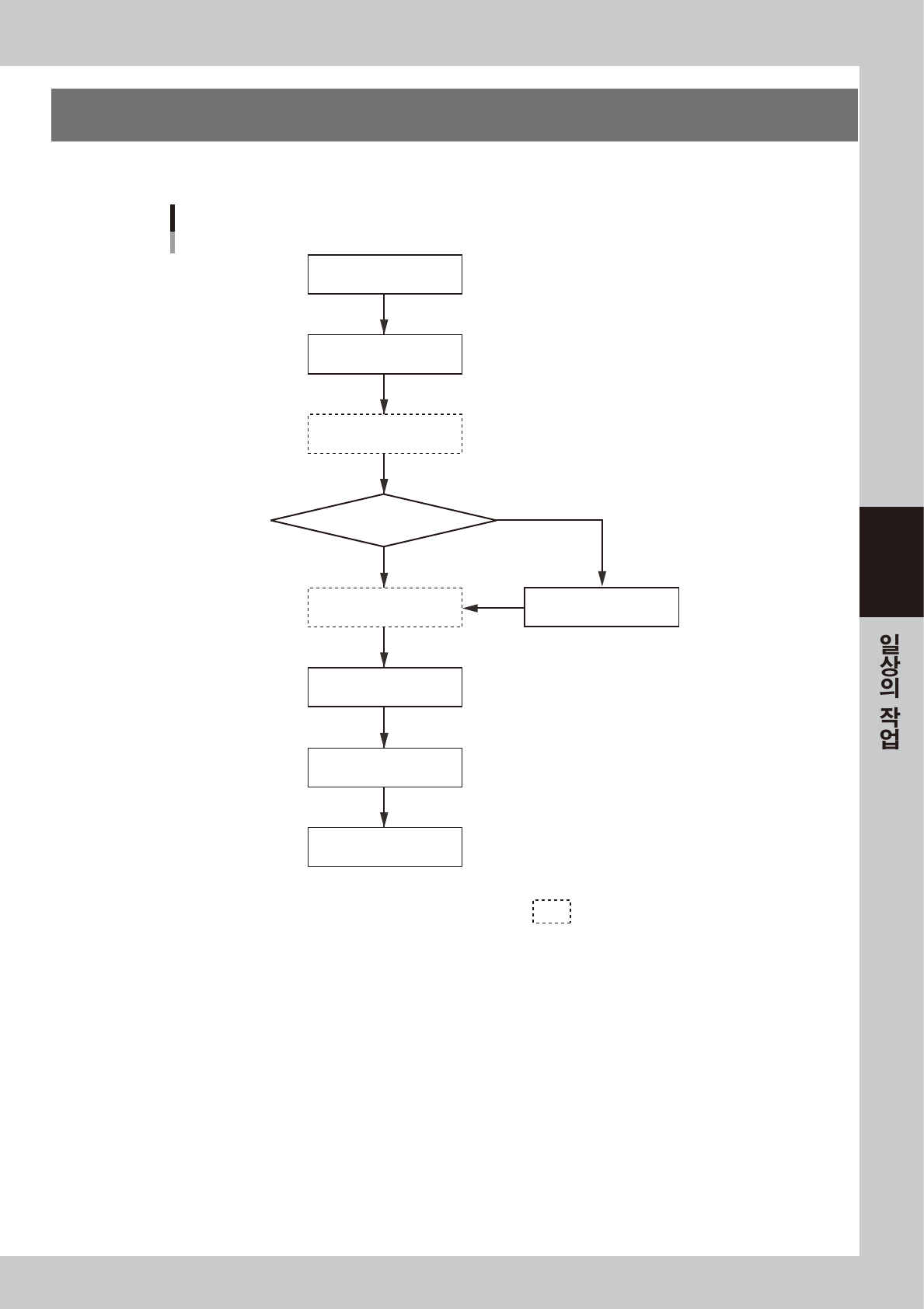
이 장에서는 오페레이터가 일상적으로 실시할 작업을 아래의 플로우차트에 따라 설명합니다 .
장비를 기동한다
시작전 점검을 한다
워밍업 운전을 한다
셋업전환
기판선택
전회와 같은 기판의 생산여부
롤링 운전을 한다
생산을 종료한다
생산을 시작한다
전원을 OFF한다
일상 작업의 흐름
YES
NO
필요에 따라 실행한다
67400-N3-00