YSP20_Users_K.pdf - 第173页
5-45 5 2. 「육안 기 판검사 」화 면 에서 검사할 좌표 를 선 택 합니 다 . 3. [ 트레 이스 ] 버 튼을 누 르고 육 안 검 사를 시작 합니 다 . 선 택 된 검 사좌표의 인 쇄 상태가 화면 에 나타 나면 위 치 틀 어 짐 등을 확인 해 주십시 오 . [ 자 동 트레 이 스 ] 버 튼을 사 용 하면 설정 되 어 있 는 검 사 좌 표 를 자동적 으로 연 속 트레 이 스 합니 다 .…
5-44
5
3
테스트 인쇄가 시작되는 것을 확인합니다 .
마크인식이 끝나면 컨베이어 테이블이 인쇄위치에 고정되고 자동적으로 테스트 인쇄가 시작됩니다 .
4
테스트 인쇄가 완료되면 화면의 메시지에 따라 기판을 반출합니다 .
n
요점
테스트 인쇄상태를 조작화면상에서 육안으로 검사할 경우, 기판은 컨베이어상에 고정한채 다음의 스탭으로 진행해 주십시오 .
5
인쇄상태를 확인합니다 .
● 기판을 반출한 경우:
이전의 스탭에서 기판을 반출한 경우는 비상정지 버튼을 누르고 기판을 컨베이어에서 꺼낸 다음 육안
으로 직접 인쇄상태를 확인해 주십시오 .
● 기판을 컨베이어에 고정한 상태인 경우:
아래의 요령으로 조작 화면상에서 인쇄상태를 육안으로 검사합니다 .
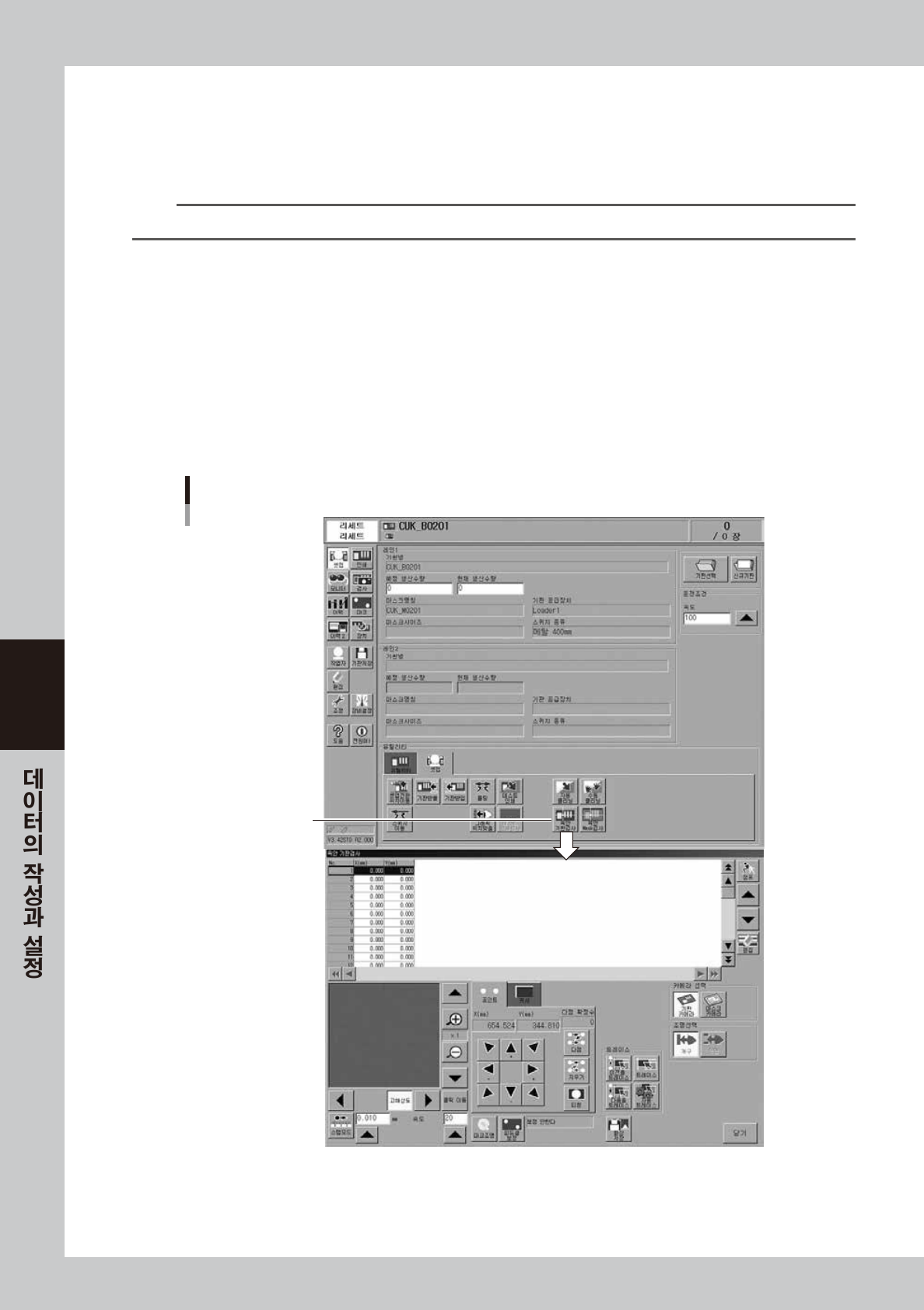
1. 셋업화면의 「유틸리티」탭을 열고 [ 육안 기판검사 ] 버튼을 누릅니다 .
육안 기판검사 화면이 표시됩니다 .
[육안 기판검사] 버튼
[육안 기판검사] 버튼
68545-N3-00
5-45
5
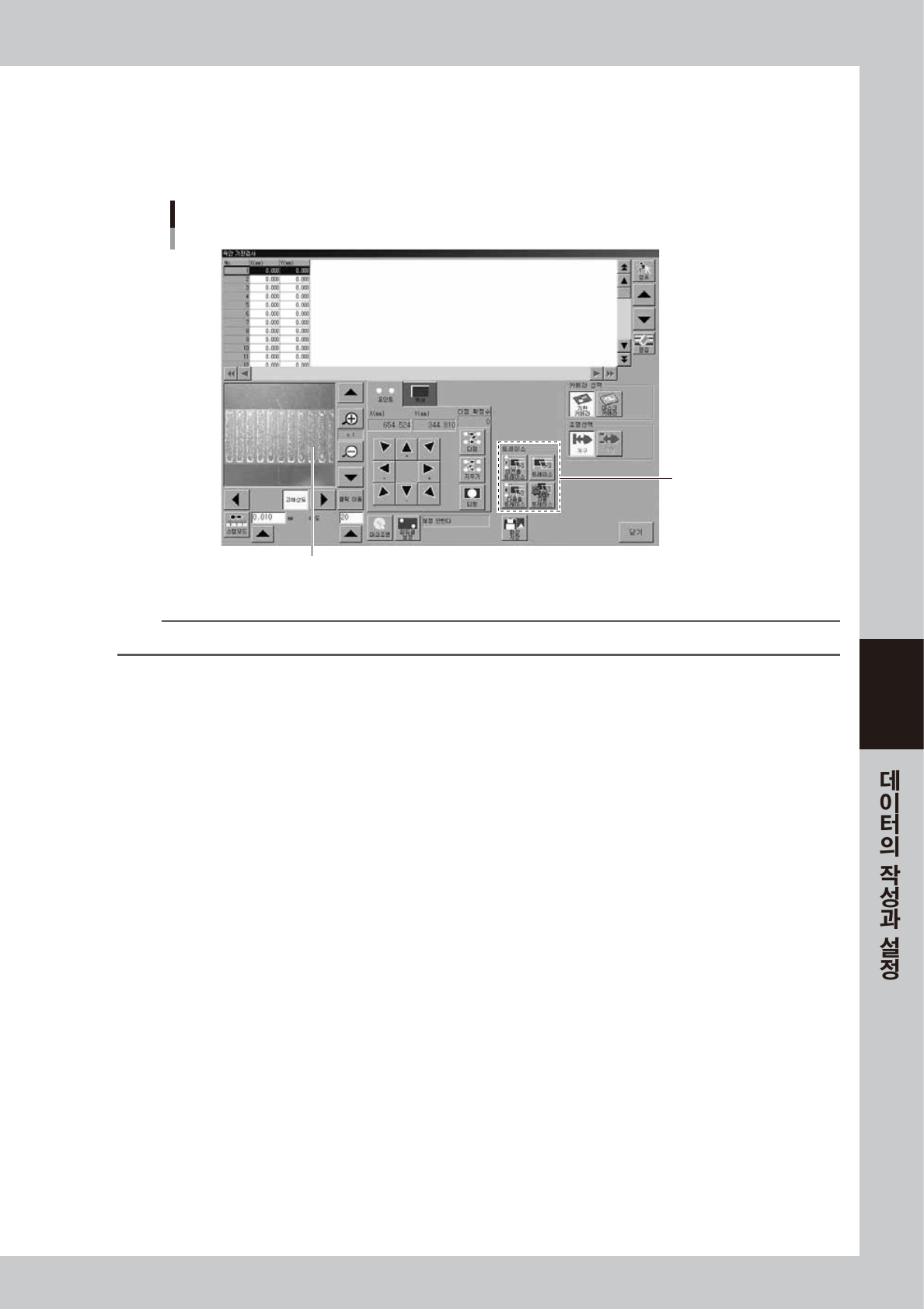
2. 「육안 기판검사」화면에서 검사할 좌표를 선택합니다 .
3. [ 트레이스 ] 버튼을 누르고 육안검사를 시작합니다 .
선택된 검사좌표의 인쇄상태가 화면에 나타나면 위치 틀어짐 등을 확인해 주십시오 .
[ 자동 트레이스 ] 버튼을 사용하면 설정되어 있는 검사좌표를 자동적으로 연속 트레이스 합니다 .
「육안 기판검사」화면
[트레이스] 버튼
인쇄상태가 표시된다
68546-N3-00
n
요점
트레이스 기능을 사용해서 육안검사할 경우는 미리 검사좌표를 입력해 둘 필요가 있습니다 .
● 솔더의 스크랩 , 빠짐 등의 불량이 있을 경우
인쇄동작의 설정을 재검토 합니다 .
「스퀴지 인압」,「스퀴지 속도」등의 설정방법은 제 3 장「인쇄의 길잡이」를 참고해 주십시오 .
인쇄위치 틀어짐에 관해서는 , 다음 스탭에서 설명합니다 .
5-46
5
6
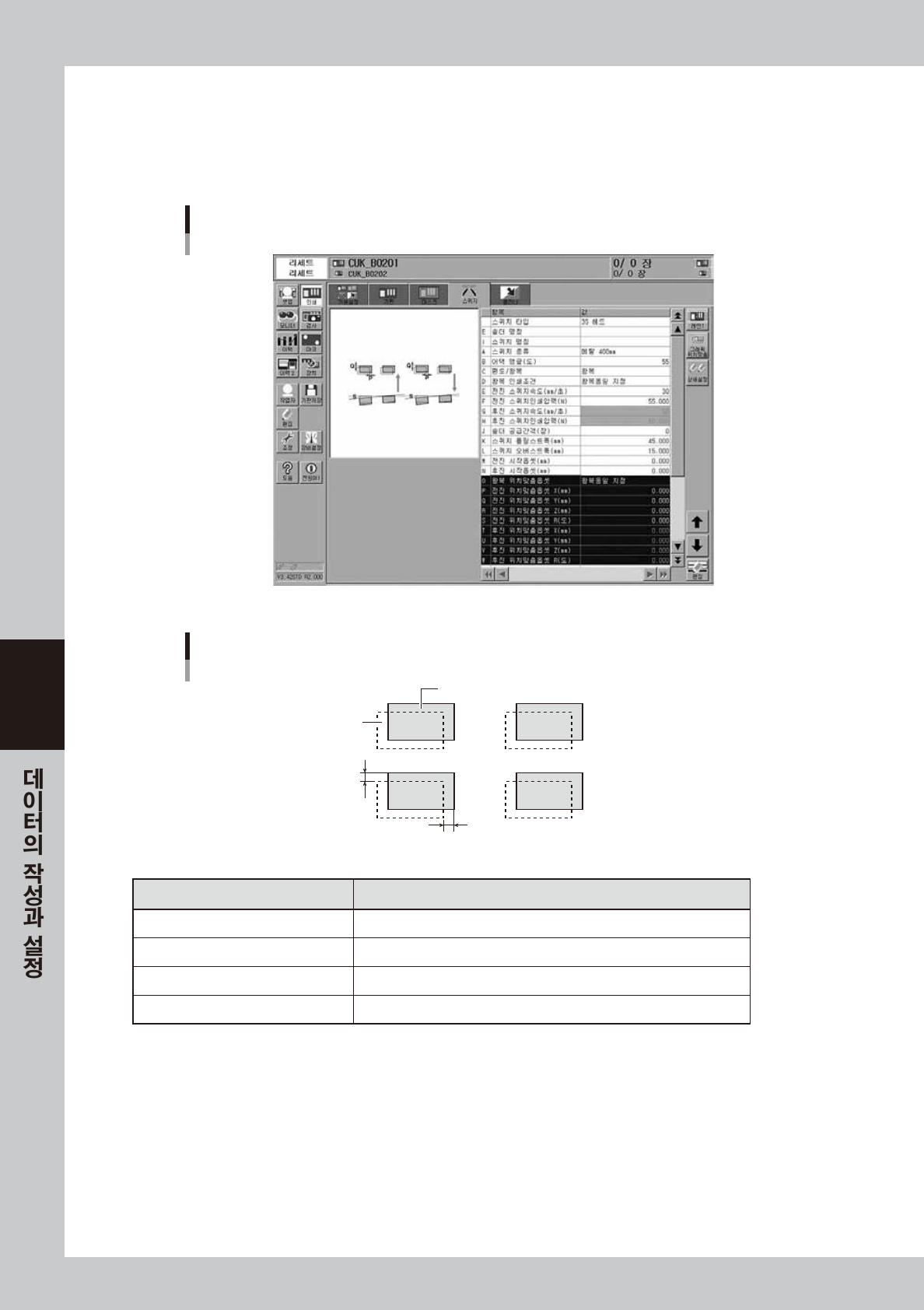
인쇄위치 틀어짐을 조정합니다 .
[ 인쇄 ]-「스퀴지」탭을 열고 아래의 파라미터 값을 조정합니다 .
위치 틀어짐 양에 따라「위치맞춤 옵셋」 XY 와 R 에 옵셋을 입력해 주십시오 . (「위치맞춤 옵셋」Z 는 ,
여기에서는 조정할 필요가 없습니다 .)
「인쇄」-「스퀴지」탭 화면
68547-N3-00
위치맞춤 옵셋 XY
인쇄된 솔더
랜드패턴
X방향의 틀어짐
Y방향의 틀어짐
67526 -N3 - 0 0
인쇄상태 입력방법
인쇄가 우측으로 틀어져 있을 경우 옵셋 X 에 틀어짐 양 (mm) 을 그대로 입력
인쇄가 좌측으로 틀어져 있을 경우 옵셋 X 에 틀어짐 양 (mm) 을 마이너스 부호를 부가해서 입력
인쇄가 상측으로 틀어져 있을 경우 옵셋 Y 에 틀어짐 양 (mm) 을 그대로 입력
인쇄가 하측으로 틀어져 있을 경우 옵셋 Y 에 틀어짐 양 (mm) 을 마이너스 부호를 부가해서 입력