IPC-7095D-CHINESE NP 2019.pdf - 第100页
IPC-7095D-W AM1 CN 2019 年 1 月 84 6.7.4.2 硅脂 导热硅脂是一种金属填充聚合物,它具有粘性液体的固有优势而能适应 BGA 元器件和散热片 间宏观和微观不规则性表面。与粘合剂不同它们具有优异的散热性能且不需要固化。导热硅脂的主要缺点在于 随着时间的推移它们有从散热片和封装之间流出的趋势。这种现象被称为 “ 泵出 ” ,是由温度循环期间作用于 粘合界面的机械热应力导致的。 6.7.4.3 相变材料( P…
IPC-7095D-WAM1 CN2019 年 1 月
83
表 6-10 特定材料辐射系数额定值
材料和处理 辐射系数
铝板 - 抛光 0.040
铝板 - 粗糙 0.055
阳极电镀铝 - 任何颜色 0.80
黄铜 - 商用 0.04
铜 - 商用 0.03
铜 - 机加工 0.072
钢 - 冷轧板 0.55
钢 - 氧化 0.667
镀镍板 - 亚光处理 0.11
银 0.022
锡 0.043
油漆 - 任何颜色 0.92 至 0.96
涂料 - 任何颜色 0.80 至 0.95
6.7.3 对流
对流的热传递模式最为复杂。它涉及到流体的分子运动,通常为空气。
由物体至流体对流引起的热流动速率是下列因素的函数
• 物体表面积
• 温差
• 流体速度
• 流体特定性质
任何流体和较热表面接触会减小流体密度并导致其上升,由这种现象引发的循环被称为“自由”或“自然”对
流。空气流动可以通过这种方式或某些外在的人工设备引发(如风扇或鼓风机)。强制对流所进行的热传递可
比自发对流的效率高十倍。
6.7.4 散热界面材料
BGA 安装散热片是冷却封装在 BGA 内部的硅芯片器件的最常见技术。这些散热片所需
要的散热界面材料安放于散热片和 BGA 之间,以使热量能从封装上表面传导至散热片底表面。
选择散热界面材料时,需要注意 BGA 和散热片的表面平面度。再流焊过程中的 BGA 翘曲和散热片接触表面
的大公差会导致界面材料可靠填充困难的较大间隙,从而会导致导热性能变差和/或散热片连接变弱。
散热界面材料(TIM)的种类繁多,如 6.7.4.1 至 6.7.4.5 所述。
6.7.4.1 粘合剂
金属填充环氧树脂和硅胶粘合剂最早被广泛用作 TIM。因为当它们固化后会完全交叉连接而
实现高强度粘结,它们起着 TIM 界面材料和机械连接材料的双重作用。因此与其它 TIM 不同,当使用粘合剂
时补充机械连接并无必要。
粘合剂的缺点包括 :
• BGA 焊接到印制板之后必须要热固化
• 散热片和封装之间可能存在的 CTE 不匹配而导致的粘合界面严重分层
粘合剂的另一个子类为压敏粘合剂(PSA),PSA 不需要通过固化来产生连接界面,但需要施加一定的压力,
通常范围为 20 psi 至 30psi。它们在 BGA 中的应用受到了限制,因为压力如果控制不当,可能反过来会影响到
BGA 的焊点。
IPC-7095D-WAM1 CN 2019 年 1 月
84
6.7.4.2 硅脂
导热硅脂是一种金属填充聚合物,它具有粘性液体的固有优势而能适应 BGA 元器件和散热片
间宏观和微观不规则性表面。与粘合剂不同它们具有优异的散热性能且不需要固化。导热硅脂的主要缺点在于
随着时间的推移它们有从散热片和封装之间流出的趋势。这种现象被称为“泵出”,是由温度循环期间作用于
粘合界面的机械热应力导致的。
6.7.4.3 相变材料(PCM)
相变材料(PCM)室温时为固态,但当 BGA 表面导热时温度升高而转变为液态。
因为它们通常呈薄膜形态且不需要固化,所以操作和添加比较方便。但它们的热传导性质比导热硅脂、粘合剂
和其它 TIM 替代品要差,故它们只适合在低功率器件上使用。
6.7.4.4 凝胶
凝胶由轻交联的硅聚合物组成,并填充金属或陶瓷颗粒以实现 TIM 应有的热导率。凝胶结合了
导热硅脂和固化粘合剂两者的优点,不会泵出也不需固化作业。凝胶的模量较低减轻了热机应力而避免连接界
面的分层。它们有较高的体积热导率,已应用于 BGA 包括高功率 CPU 器件的冷却。
6.7.4.5 导热压敏带
导热压敏带偶尔可以用来提供 BGA 散热所必要的热导率。这种 TIM 操作方便只要将其
粘贴在需冷却的 BGA 元器件表面即可。
6.7.5 BGA 散热片连接方法
有若干种散热片连接至 BGA 方法,在本章节以插图来说明。
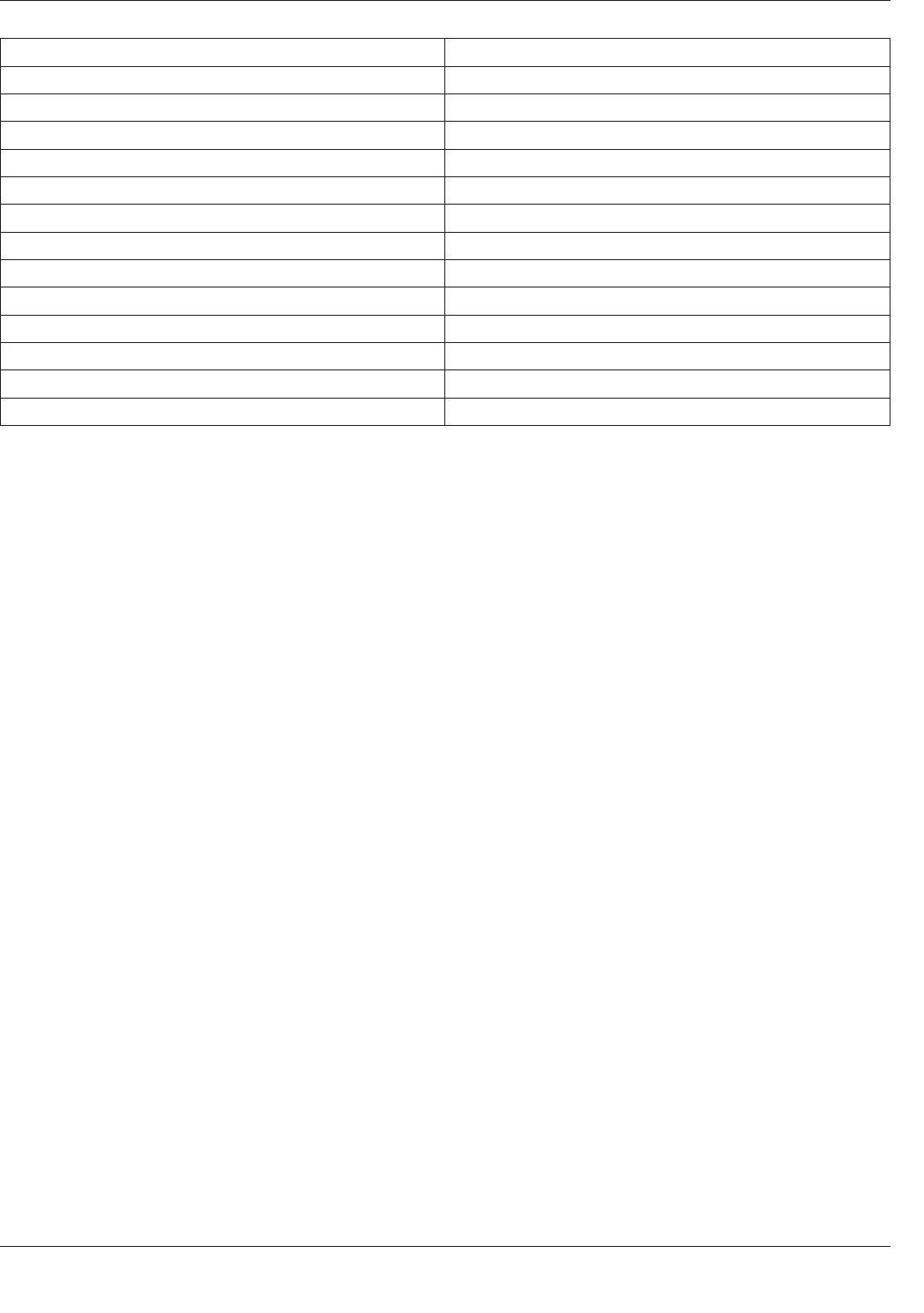
图 6-41 展示了用导热胶连接 BGA 封装顶部的散热片。这种粘合剂可同时起到热传导媒介和机械连接媒介的作
用。这种技术需要焊接后的热固化以实现粘合剂交叉连接和硬化的目的。
C
B
D
A
IPC-7095d-6-41-cn
图 6-41 使用粘合剂连接 BGA 的散热片
A– 散热片
B– 粘合剂
C– BGA
D– 印制板
图 6-42 显示了通过卡钩固定在 BGA 基板并与 BGA 封装顶部相连的散热片。这种方法的 TIM 采用的是导热硅
脂,PCM 或凝胶(即不需要在散热片和 BGA 封装顶部之间提供较强的机械连接的一种方法)。
这种方法有两个缺点:
1) 散热片的重量由封装所承担
,在机械冲击和振动过程中,焊球需要经受住散热片附加质量所产生的机械
应力。
2)安装卡钩时对焊点有造成损伤的风险
IPC-7095D-WAM1 CN2019 年 1 月
85
图 6-42 使用卡构连接 BGA 的散热片
A– 卡钩 C– 硅脂 / 凝胶 / PCM相变材料 E– 印制板
B– 散热片 D–BGA
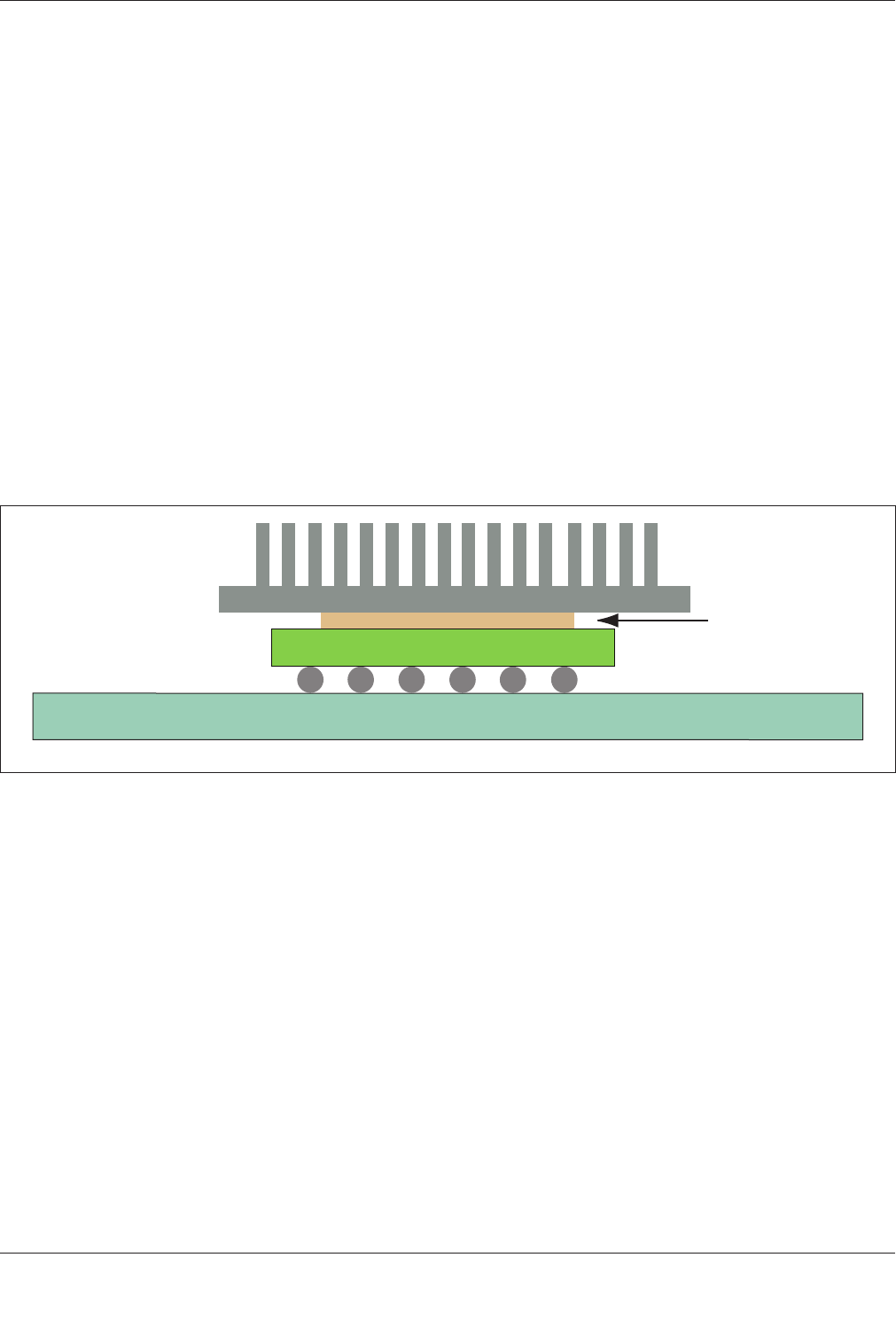
图 6-43 展示了通过卡钩固定在印制板孔内并与 BGA 进行连接的散热片。这些小孔不需要电镀处理。与前面的
情况不同,当卡钩作用时印制板会支撑散热片的重量,但在机械冲击和振动过程中依然会有一些应力传递到焊
球上。另外,当组件垂直放置时散热片会对焊点产生悬臂荷载,此荷载会使焊点失效早期发生。
C
E
B
D
A
IPC-7095d-6-43-cn
图 6-43 用勾住印制板孔的卡钩,连接 BGA 的散热片
A– 卡钩 C– 硅脂 / 凝胶 /PCM 相变材料 E– 印制板
B– 散热片 D– BGA
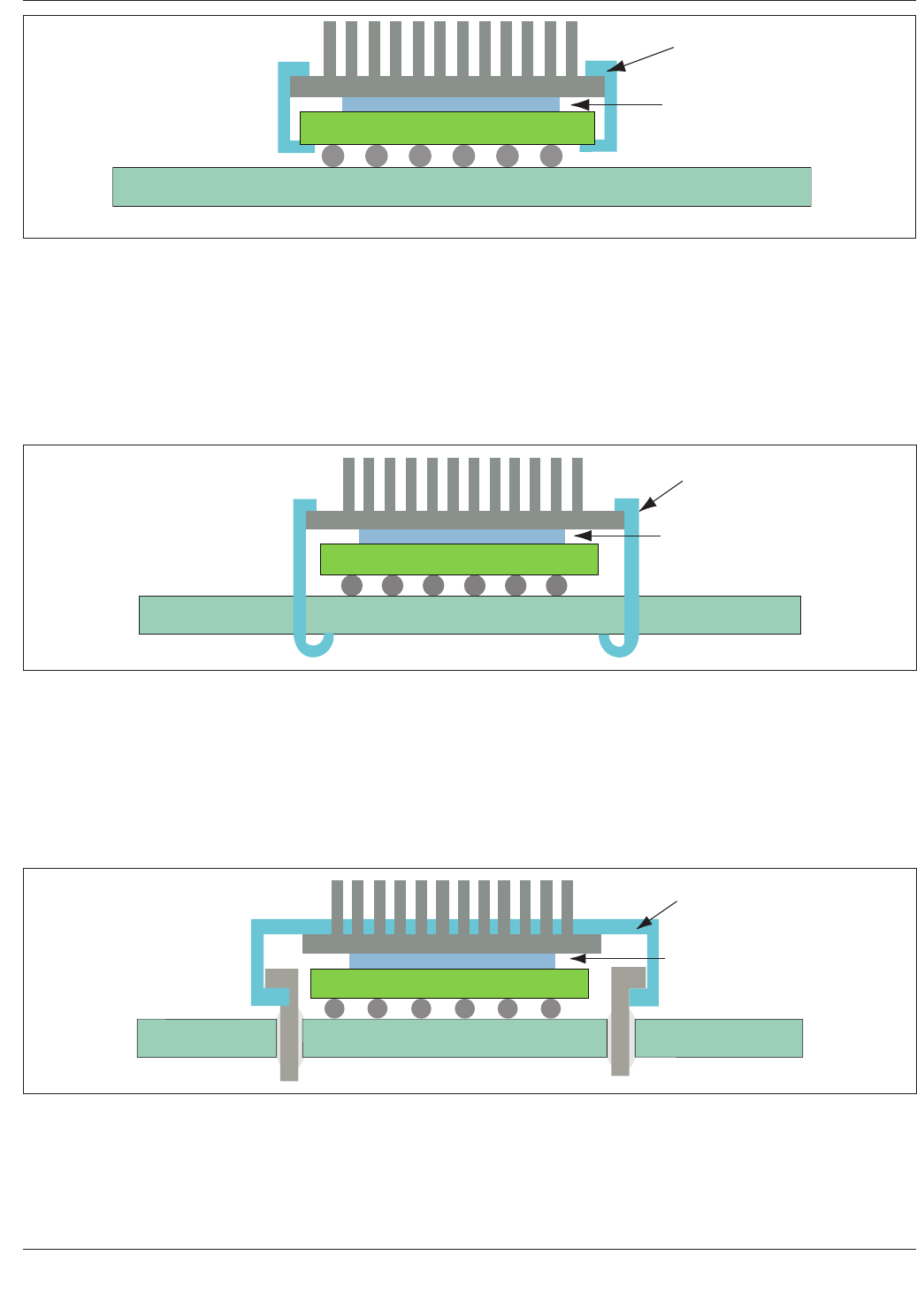
图 6-44 展示了通过卡钩固定由波峰焊接在印制板上的柱子,并将散热片连接在 BGA 顶部。在机械冲击和振动
过程中,这种连接方法传递至焊球的应力比前面方法的更小。但是柱子的焊点需要承受大部分应力。
C
B
D
E
A
IPC-7095d-6-44-cn
图 6-44 用勾住焊接在印制板上柱子的卡钩,连接 BGA 的散热片
A– 卡钩 C– 硅脂 / 凝胶 /PCM 相变材料 E– 印制板
B– 散热片 D– BGA
C
B
D
A
E
IPC-7095d-6-42-cn