IPC-7095D-CHINESE NP 2019.pdf - 第149页
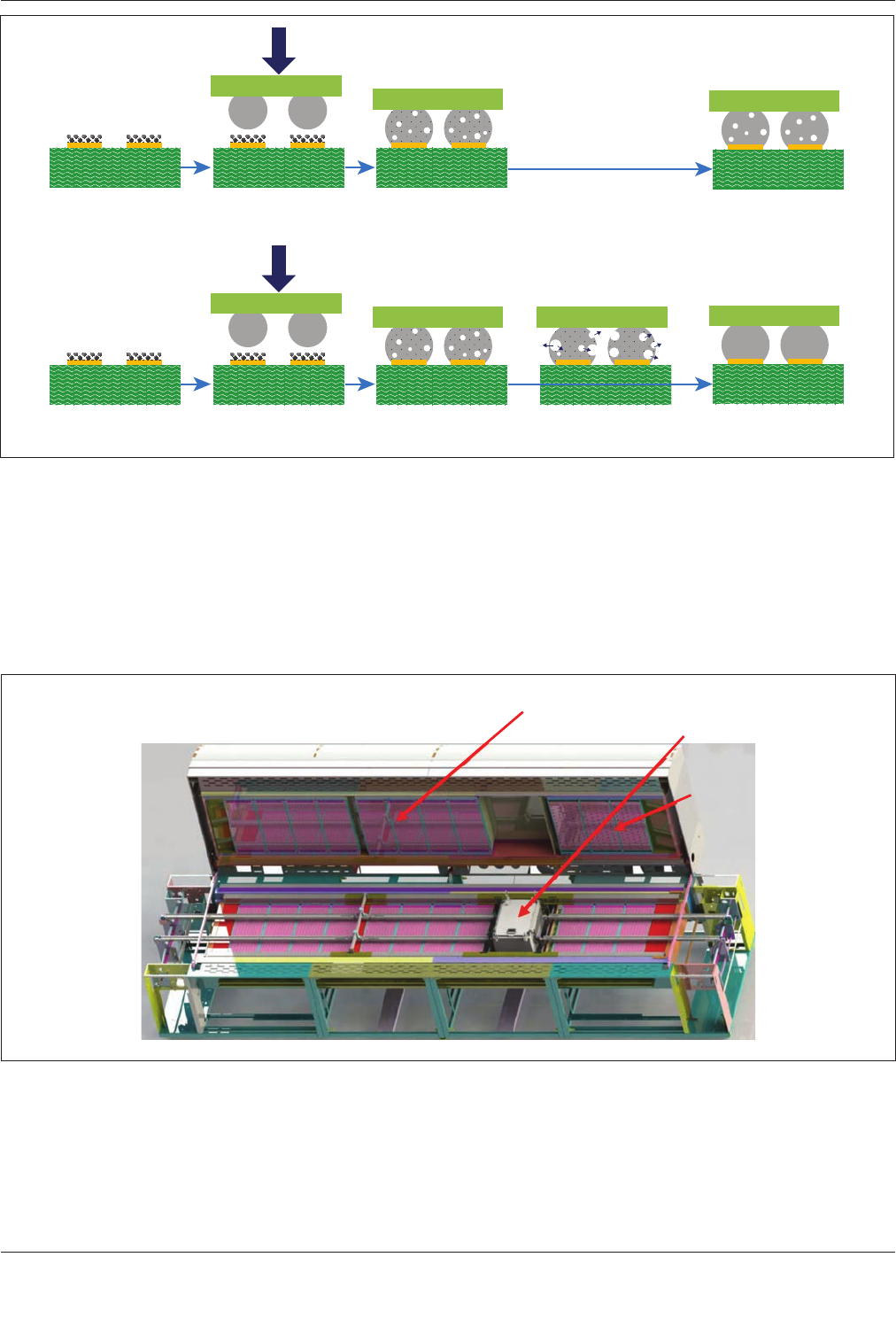
IPC-7095D-W AM1 CN 2019 年 1 月 133 图 7-67 采用标准再流焊接(上)和真空辅助再流焊接(下) BGA 焊点的比较 A– 焊膏印刷 D– 焊料熔融时施加真空 B– 元器件贴片 E– 冷却后焊点形成 C– 再流焊接 已制造有利用真空辅助焊接的再流焊炉。在线再流焊炉紧接着再流区之后和冷却区之前有一个真空区。 图 7-68 显示了这样的炉子设计。由于增加了真空区,再流工艺的循环时间也会延长,但该时间延长小于 …

IPC-7095D-WAM1 CN 2019 年 1 月
132
7.7.1.4 再流温度曲线
再流焊峰值温度和 TAL 被认为是再流焊温度曲线中影响空洞的两大关键参数。一些
制造商认为增大峰值温度同时延长 TAL 会使得焊点中的空洞扩张和增长。但是,实验结果表明峰值温度的增
加以及 TAL 的延长对于焊点中空洞级别的影响有限。比如,将峰值温度从 235°C 增至 250°C 同时将 TAL 时间
由 35 秒增至 85 秒,空洞级别的平均值增长小于 1%。
有两种传统再流焊温度曲线,升温 - 保温 - 峰值(RSS)以及升温到峰值(RTS)温度曲线。一些焊膏供应商
建议使用 RSS 温度曲线来控制焊点中的空洞,因为保温阶段能使助焊剂活性得到激活以消除空洞。但是,RSS
和 RTS 温度曲线对于空洞级别并没有大的差异。例如,在相同的峰值温度和 TAL 下分别使用 RSS 和 RTS 组
装 BGA,在运用同种焊膏时,空洞级别会非常类似。焊点中空洞百分比平均值十分相似(< 1%)。
7.7.1.5 再流气氛(氧气或氮气)
在再流焊中,含氧量较低的空气中焊球和印制板表面较少产生氧化。较少
的氧化物会导致较少的制程空洞,这是因为氧化物少水汽的产生也减少,而水汽是大空洞形成的源头之一,而
且熔融时也会减少焊球表面的薄壳氧化,而这种氧化在再流焊时会阻止气泡逸出熔融焊球。
7.7.1.6 多次再流焊循环
BGA 可能会经历多次再流焊循环,因为它贴在双面印制板组件或需要进行返工。
多次再流焊循环之后的 BGA 焊点的空洞级别远高于只进行一次再流焊的焊点空洞级别。例如,3 次再流焊之
后的焊点空洞百分比平均值大约是 1 次再流焊后焊点内空洞百分比的两倍。这是因为多次再流循环对已有焊点
的空洞在熔融时提供了额外时间进行生长和扩张,或使得小空洞合并在一起形成较大的空洞。这种生长和合并
的机理已通过每次再流循环前后的 3D CT X 射线图像得到确认。
7.7.1.7 连接盘表面处理和空洞
表面处理类型对于制程空洞的影响仍不清楚。但是,认为来自于表面处理电
镀作业时共沉积的挥发性有机化合物会产生更多 BGA 焊点中制程空洞。不同表面处理的空洞级别不会有太大
差异。
一些 SMT 工艺参数对于 BGA 焊点的空洞水平很重要。例如,如果元器件暴露在高湿度或者高温环境中,焊
球会形成氧化薄壳,这导致再流焊时在焊点中截留更多的气泡。显著影响焊点空洞水平的其它 SMT 工艺参数
包括多次再流焊和焊膏配方。检验 BGA 空洞级别对于搞清由 SMT 工艺造成的空洞百分比、大小以及位置是
很重要的。
没有数据表明 BGA 空洞和可靠性之间的关系。BGA 空洞的尺寸不足以定义焊点疲劳寿命的允收标准。在 X
射线图像中观察到的大尺寸制程空洞可能不会造成显著的可靠性影响,但是在 X 射线图像中无法观察到的
小空洞却可能会对可靠性产生负面影响。远离元器件到连接盘界面的大空洞不会影响焊点疲劳寿命,但是处
于界面的较小空洞一旦出现裂纹则空洞会慢慢生长”。焊点中的空洞,如果数量不多时,其位置比空洞尺寸
更重要。
7.7.1.8 为减少空洞的真空辅助再流焊接
追求 BGA 焊点无空洞萌发了再流焊接的革新。其中一项创新是真
空辅助再流焊。由于炉内采用了真空,焊点外的大气压力降低。这就导致焊点内的气泡膨胀并且多个较小气泡
聚集并逸出熔融的焊料。
图 7-67 说明了 BGA 焊点具体案例的原理。在再流焊中,气泡通常会在冷却和固化时滞留在焊点内部而形成
空洞。然而,在真空辅助的工艺中,焊料熔化后,在其熔融状态下施加真空,这导致熔融焊料内的气泡尺寸
增加,与其它气泡聚合并最终从熔融焊料表面逸出。当焊料冷却并固化,焊点就相对没有空洞。
IPC-7095D-WAM1 CN2019 年 1 月
133
图 7-67 采用标准再流焊接(上)和真空辅助再流焊接(下)BGA 焊点的比较
A– 焊膏印刷 D– 焊料熔融时施加真空
B– 元器件贴片 E– 冷却后焊点形成
C– 再流焊接
已制造有利用真空辅助焊接的再流焊炉。在线再流焊炉紧接着再流区之后和冷却区之前有一个真空区。图 7-68
显示了这样的炉子设计。由于增加了真空区,再流工艺的循环时间也会延长,但该时间延长小于 30 秒。
A
B
C
IPC-7095d-7-68-cn
图 7-68 真空辅助对流再流炉
(图片来源 : Heller Industries)
A– 对流加热模块
B– 真空盒
C– 对流冷却模块
AB C
AB CD
E
E
IPC-7095d-7-67-cn
IPC-7095D-WAM1 CN 2019 年 1 月
134
真空辅助焊接在气相再流系统中也是可行的。最初将需要焊接的印制板传送至常规的气相区熔融焊料,接着移
入真空室 20 至 25 秒。随后将印制板移回正常的大气气相区,最后从炉子移出。
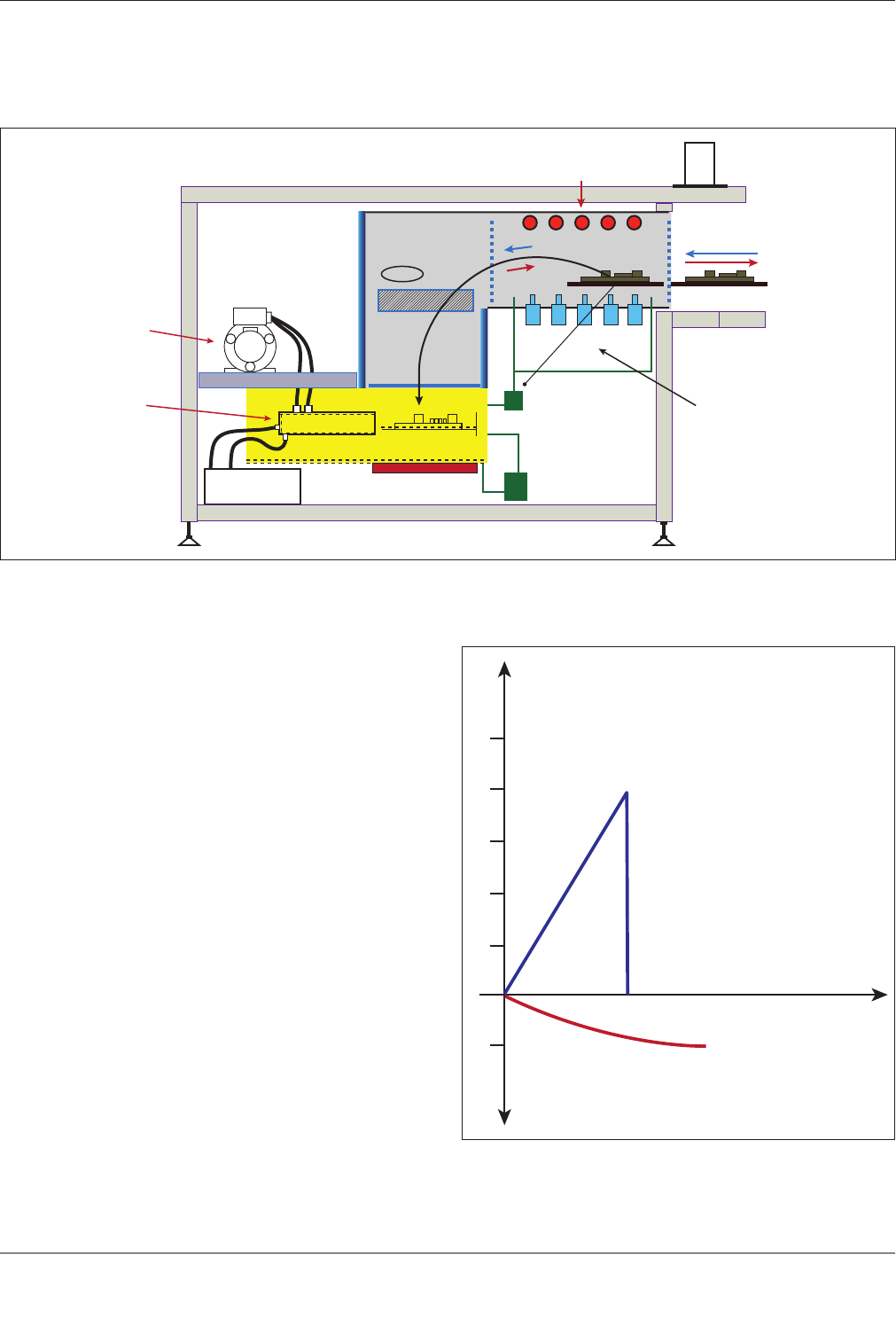
图 7-69 显示了在加热气相室下方有真空室、加热模块及冷却模块的真空辅助气相再流炉。
A
B
C
IPC-7095d-7-69-cn
图 7-69 真空辅助气相再流炉
A– 真空泵 B– 真空室 C– 内部流体回收单元
真空辅助焊接的另一种变化是高压焊接的使用。与最
初开始于大气环境压力然后通过施加真空降低环境
压力不同,这种高压焊接工艺在高环境压力下熔融
焊料,然后降至一个大气压的环境压力。这能产生
Laplace-Young 公式得到的相同效果,但没有应用高
真空。
图 7-70 通过时间与压力图显示了真空辅助和高压焊
接工艺的区别。与真空辅助系统相比,高压焊接系统
的主要优点是在整个再流过程中都保持对流加热机
制。炉子的制造就是基于这种高压焊接原理。
7.7.2 焊球中空洞的工艺控制标准
随着 BGA 连接
盘尺寸、焊球尺寸和连接盘节距持续减少,用于生产
的尺寸参数需要改变。为了满足质量和可靠性要求,
可能需采用新材料和新工艺。这导致制造商需要采纳
和使用工艺开发 / 控制和为控制空洞持续改善产品,
同时需适应技术的变化。
∆p = 1
∆p = 4
A
6
5
4
3
2
1
0
B
C
D
IPC-7095d-7-70-cn
图 7-70 时间与压力关系图显示了真空辅助和高压焊
接工艺的差别
A– 压力(帕) C– 高压焊接
B– 时间
D– 真空焊接