IPC-7095D-CHINESE NP 2019.pdf - 第155页
IPC-7095D-W AM1 CN 2019 年 1 月 139 7.8.5.4 如何减轻枕头效应 ( HoP ) 缺陷 HoP 并不是容易解决的缺陷, 因为有许多失效模式能导致这种缺陷。 在许多情况下, HoP 同时由多个失效模式构成。解决此问题的最好方法应先识别需要解决的主要失效模式以消 除 HoP 。 当 HoP 发生时,增加焊膏量会减少 HoP 的发生率。这可能需要在某些或所有连接盘外扩印刷焊膏。 影响 HoP 的再流焊参数为…
IPC-7095D-WAM1 CN 2019 年 1 月
138
7.8.5.1 动态翘曲
再流期间随着炉子中封装温度升
高,如果封装由于基板和硅芯片之间 CTE 不匹配而产
生翘曲,则会导致某些焊球从印制板上的焊膏中抬离。
这种情况会增加焊料球表面氧化的生长因为助焊剂留
在了焊盘,导致焊球缺乏助焊剂。通常当封装翘曲是
主要原因时,HoP 会发生在封装翘曲最大高的区域且
其相邻焊点会被拉长。图 7-76 中展示了角落严重翘曲
的情况,其 BGA 角落已抬起从而导致 HoP。
印制板在再流焊时会弯曲或下垂,导致封装上焊球和
焊膏之间间隙增大。当电路板很薄且在再流焊时没有支撑时,板子翘曲会成为 HoP 的主要原因。通常当电路
板或封装翘曲是主要原因时,会多于一个焊球显示有 HoP 缺陷的迹象,相邻焊点也会因此被拉长。
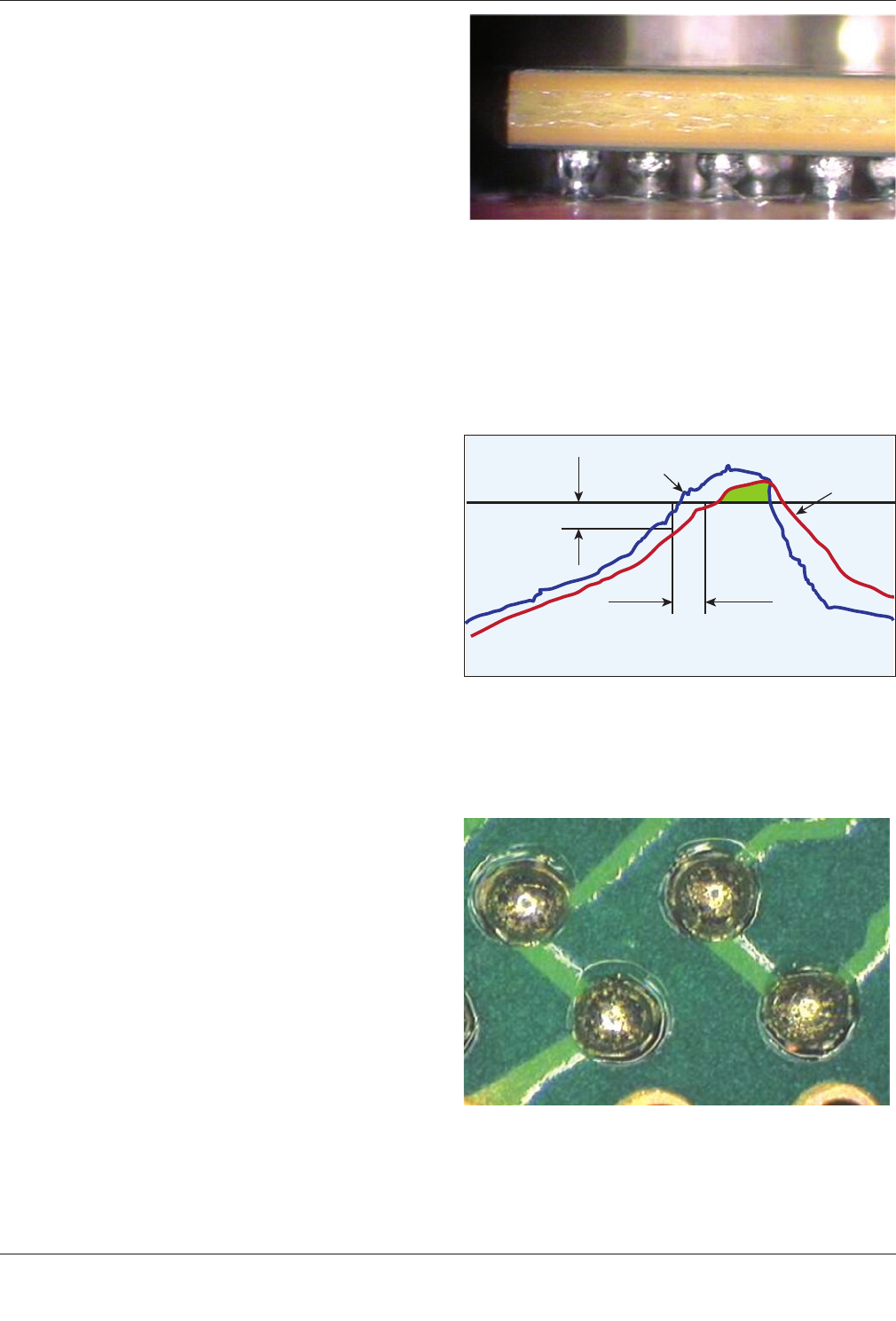
7.8.5.2 再流焊曲线
因为温差(dT)的存在,再流焊温度曲线参数对于 HoP 成因有着很大的影响。由于印
制板设计(铜层分布)、层压板或封装材料以及封装类型和尺寸的原因,dT 可存在于单个元器件中。由于空气
流动的原因,BGA 焊球的外排和内排之间也会有 dT。
一般而言,BGA 焊球的外排温度大于内排温度,导致
外排和内排融化时间延迟。但是,即便它们融化的时
间不一样,封装的塌陷只能在内排焊球也融化后才会
发生。这种滞后也会使最外两排焊球在没有助焊剂保
护的情况下暴露于高温环境中较长时间,这会导致它
们发生氧化并因此产生 HoP。内排和外排焊球液化时
间的差异称为液相时间延迟(LTD),并且在 HoP 中
扮演着关键角色(见图 7-77)。
图 7-77 可看到两个 TAL。但是阴影区域显示的塌陷后
的 TAL 是实现理想焊点所需的最小 TAL。换种方式解
释,为了将 HoP 最小化,必须要确保实际的 TAL 足
够长以形成良好的焊点。
7.8.5.3 焊膏
为适应 BGA 焊球暴露在无铅高温下
以及焊球从焊膏中分离而造成过度氧化带来的焊接挑
战,焊膏的性质很重要。这些无铅焊料中的助焊剂化
学成分必须有足够的性能,以防止助焊剂活性在高温
下被耗竭。
影响 HoP 的三个关键特性为:
1)焊膏对于时间和温度的稳定性
2)焊膏润湿性
3)焊膏的抗氧化性
抗氧化性较低的焊膏意味着助焊剂并不能保护焊粉的
表面,外表面会发生严重的氧化(也称为葡萄效应)。
图 7-78 展示了在再流焊之后板上所印的焊膏,图片显示有未熔合的焊料颗粒,这表明在再流焊的条件下焊膏
没有良好的抗氧化能力。
图 7-76 封装严重翘曲造成的枕头效应(HoP)
220 ºC
dT
A
B
C
图 7-77 液相时间延时(LTD)示例
A– 外排焊球
B– 内排焊球
C– LTD
图 7-78 再流后印制板上未熔融的焊料颗粒
IPC-7095D-WAM1 CN2019 年 1 月
139
7.8.5.4 如何减轻枕头效应(HoP)缺陷
HoP 并不是容易解决的缺陷,因为有许多失效模式能导致这种缺陷。
在许多情况下,HoP 同时由多个失效模式构成。解决此问题的最好方法应先识别需要解决的主要失效模式以消
除 HoP。
当 HoP 发生时,增加焊膏量会减少 HoP 的发生率。这可能需要在某些或所有连接盘外扩印刷焊膏。
影响 HoP 的再流焊参数为峰值温度和 TAL。当处理 HoP 缺陷时,提高 TAL 和峰值温度可减少缺陷级别,其原
理是在焊球完全塌陷和熔融后通过增加封装与焊膏接触时间来达成的。
保温时间是另一项可能影响 HoP 的再流焊参数,其影响程度取决于所用焊膏类型及其在高温环境中的表现。
遵照焊膏制造商的建议并确保在再流焊之前不应施加应力和干燥助焊剂。
在再流时使用氮气可减少氧化并增加 SMT 针对 HoP 的良率。
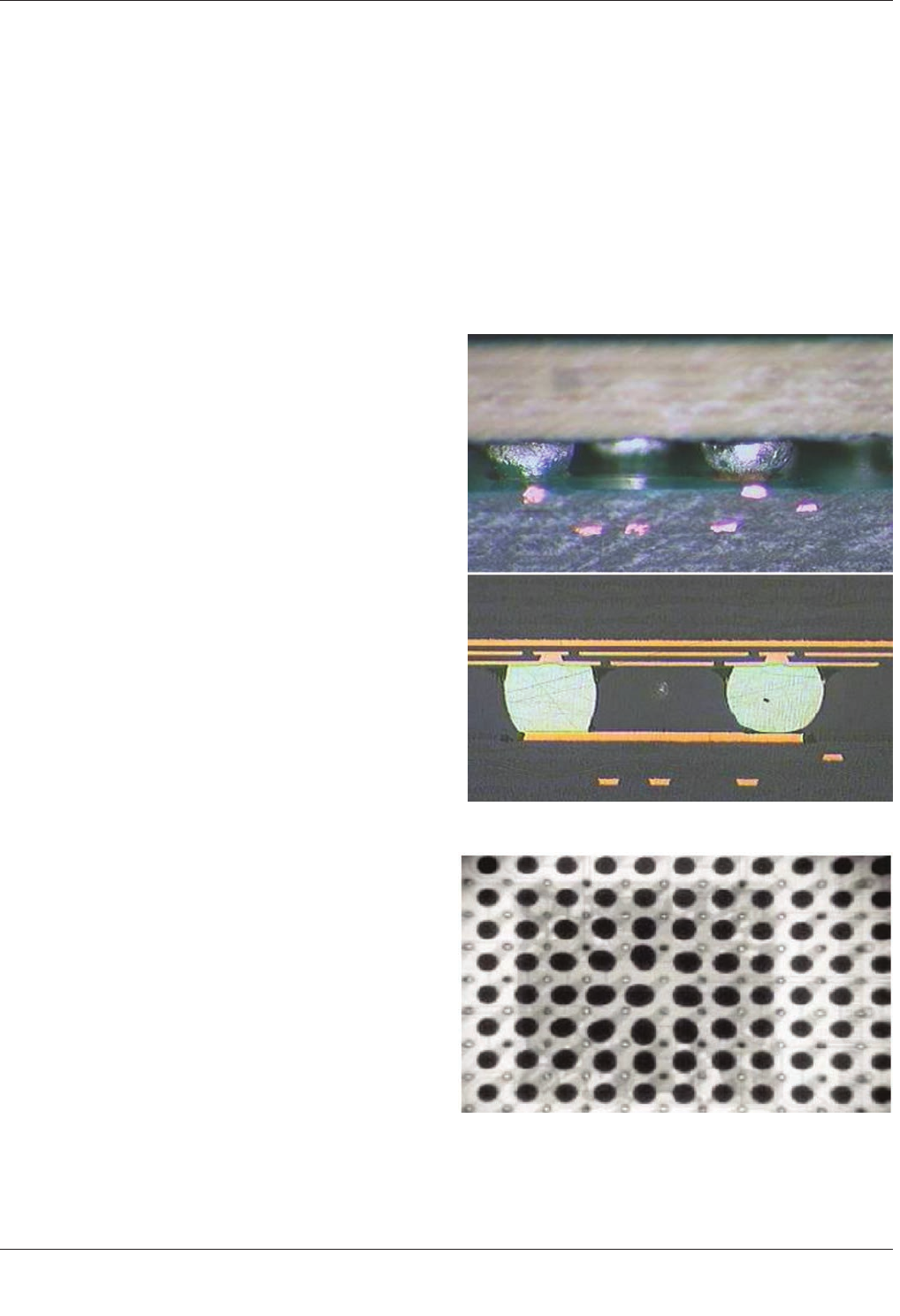
7.8.6 不润湿开路(NWO)/ 焊球悬空
一个与 HoP
类似的常见失效特征,被称为 NWO 或焊球悬空(也
称头没有靠在枕头上)。NWO 发生在封装严重翘曲
时,连接盘上的焊膏粘附于焊球而不是再流焊时留在
应该的连接盘上。由于封装发生了翘曲,封装焊球和
焊膏之间形成了间隙,同时焊料粘附于焊球上并与其
发生了融合。由于暴露于再流焊高温中而没有助焊剂
保护,印制板连接盘上的氧化物堆积而导致被称为焊
球悬空的开路焊点。通常来说,这种连接盘上并没有
形成金属间化合物 IMC,其外观就如同连接盘上从没
有印刷过焊膏一样(见图 7-79)。
多种因素影响焊球悬空缺陷:
• 焊膏和助焊剂类型
• 印制板连接盘表面处理(OSP)
• 印制板连接盘设计(SMD 与金属限定)
• 内部的铜层(导热 / 接地层)
为了减少焊料球悬空的出现,制造商应该改变焊膏的
化学成分,增加焊膏量或者使用氮气;可采用与 HoP
相同的所有解决方案。增加 BGA 连接盘尺寸也可减
少焊球悬空的出现概率,因为较大的焊膏面积可提供
更大的表面张力并保持住焊膏,而不是由焊球将焊膏
拉走。
7.8.7 元器件缺陷
元器件缺陷,诸如爆米花效应及
封装翘曲,通常是在再流焊前对 BGA 元器件不恰当
的操作导致的。这两个问题在 X 射线图像中会产生各
自的图像特征。
爆米花效应会引起 BGA 在芯片之下膨胀,导致封装
中心的焊球尺寸增大(可能发生桥连),因为焊球在
封装和印制板之间被挤压(见图 7-80)。
图 7-79 焊球悬空缺陷示例
图 7-80 爆米花 X 射线图像
IPC-7095D-WAM1 CN 2019 年 1 月
140
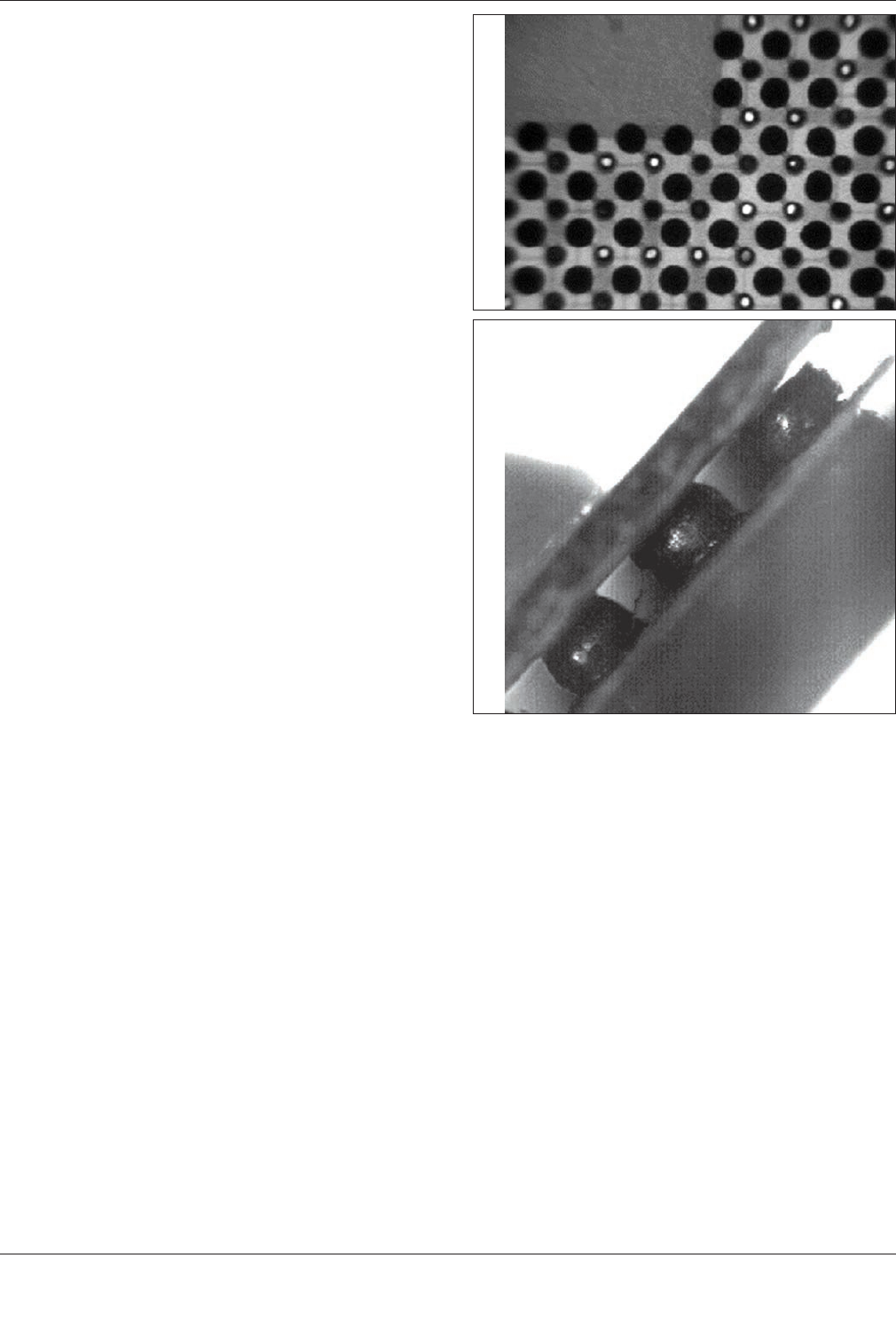
BGA 翘曲比爆米花效应难以察觉,在 X 射线图像中更
难探测到(见图 7-81)。翘曲后 BGA 的 X 射线图像在
出现翘曲的封装角落有明显拉长的焊料连接。
图 7-81A 显示了 X 射线图像,图 7-81B 显示封装的视
频显微图像。值得注意的是图 7-81B 中基板上的波纹,
这很可能是再流焊时出现应力释放的特征。图 7-81A 也
显示了右下角焊球失真,有明显拉长的连接特征。使用
目视显微镜能观察(见图 7-81B)同一位置显示翘曲并
有焊球从封装脱离。
7.9 维修工艺
7.9.1 返工和维修理念
BGA 具有对准的灵活性。由
于其有自我对准的特性,BGA 焊球贴装可偏离焊盘多
达 50%,再流焊时封装会适当的自我对准。采用受控
的工艺和合适的设备,返工应该可保持在最少状态。
市场上有许多返工系统,其中大部分采用棱镜贴装,它
可观测到焊球图像叠加到印制板上的连接盘图形。大部
分系统也允许有印制板预热并储存为许多不同位置元器
件焊接使用的再流焊曲线。此章节将主要聚焦在成功返
工 PBGA 应该满足的条件。
BGA 返工主要有四个部分:
1)拆除元器件
2)修整连接盘位置
3)贴装元器件
4)再流焊接元器件
这些都会在下列章节中讨论到。
7.9.2 BGA 的拆除
拆除 BGA 时,必须决定该元器件
是植球后重新使用还是废弃。如果要对 BGA 重新植球并重新使用,需做出特殊的考虑(即元器件供应商建议
的最大再流循环次数)。通常 3 次为建议的最大再流次数,所以进行重新植球拆除后的 BGA 并重新安装可能
会超过这个数字。因此,重植球过的 BGA 总会超过这个极限。许多 OEM 厂商不允许重新植球 BGA 或回用
任何元器件。如确需进行,在操作前应该与客户确认。
如果元器件需要重复利用且为模塑成型器件,则必须要烘烤。这些封装是非气密性的,因此如果它们一直处
于湿度失控的环境并且超过 J-STD-020 中所允许的时间,就会吸收水分。烘烤过程可排除潮湿并防止“爆米
花效应”- 指再流焊期间元器件内水份汽化而导致灾难性失效。拆除前另一个考量是关注 BGA相邻的元器件。
如果使用热风返修并且采用温升超过每秒 4°C 的曲线,BGA 周围的元器件可能需要遮蔽以避免热冲击或二
次再流。常用于波峰焊工艺的聚酰亚胺胶带或水溶性膜可用于遮盖元器件。这些不足可通过适当的产品设计
予以解决。图 7-82 中可见聚酰亚胺胶带所做的遮蔽材料,当用热风进行 BGA 维修时,它可用来防止相邻元
器件免受损伤。
对于无铅工艺,在调试拆除和重焊 BGA 的温度曲线时,建议将印制板正面和反面的温差最小化。在设定温度曲
线时,应增加印制板反面加热以最小化正面风嘴加热。这使印制板分层或者热量传递给相邻元器件的可能最小化。
图 7-81 显示 BGA 的翘曲的 X 射线图像
图注
:X 射线图像(A)显示了右下角的焊球连接失真,表
现为拉长的连接点。采用视觉显微镜观察相同位置(B)显
示有翘曲并有焊球脱离封装。
(A)
(B)