IPC-7095D-CHINESE NP 2019.pdf - 第29页
IPC-7095D-W AM1 CN 2019 年 1 月 13 表 3-3 焊盘坑裂相关的 IPC 标准清单 标准编号 描述 IPC/JEDEC-9702 表征元器件板级互连的断裂强度。 IPC/JEDEC-9703 从元器件到系统级,评估印制板组件焊点可靠性的机械冲击测试指南。 IPC/JEDEC-9704 规定应变片放置及随后采用应变片对印制板进行测试的方法。该方法描述了印制板制造过程 包括组装、测试、系统集成和可能引起印制板挠曲…
IPC-7095D-WAM1 CN 2019 年 1 月
12
焊盘坑裂最早是在无铅焊料转化期间观察到的。为了满足无铅焊料的高温要求,配方了新的层压板树脂系统,
它比用于锡铅焊料的层压板更硬、更脆。由于更容易开裂,在生产印制板组件期间如 ICT、分板和连接器插入
等操作时受到高动态诱发的机械应力作用下,这些层压板会失效。运输过程和产品现场使用中受到冲击和振动
应力的作用,它们也会失效。
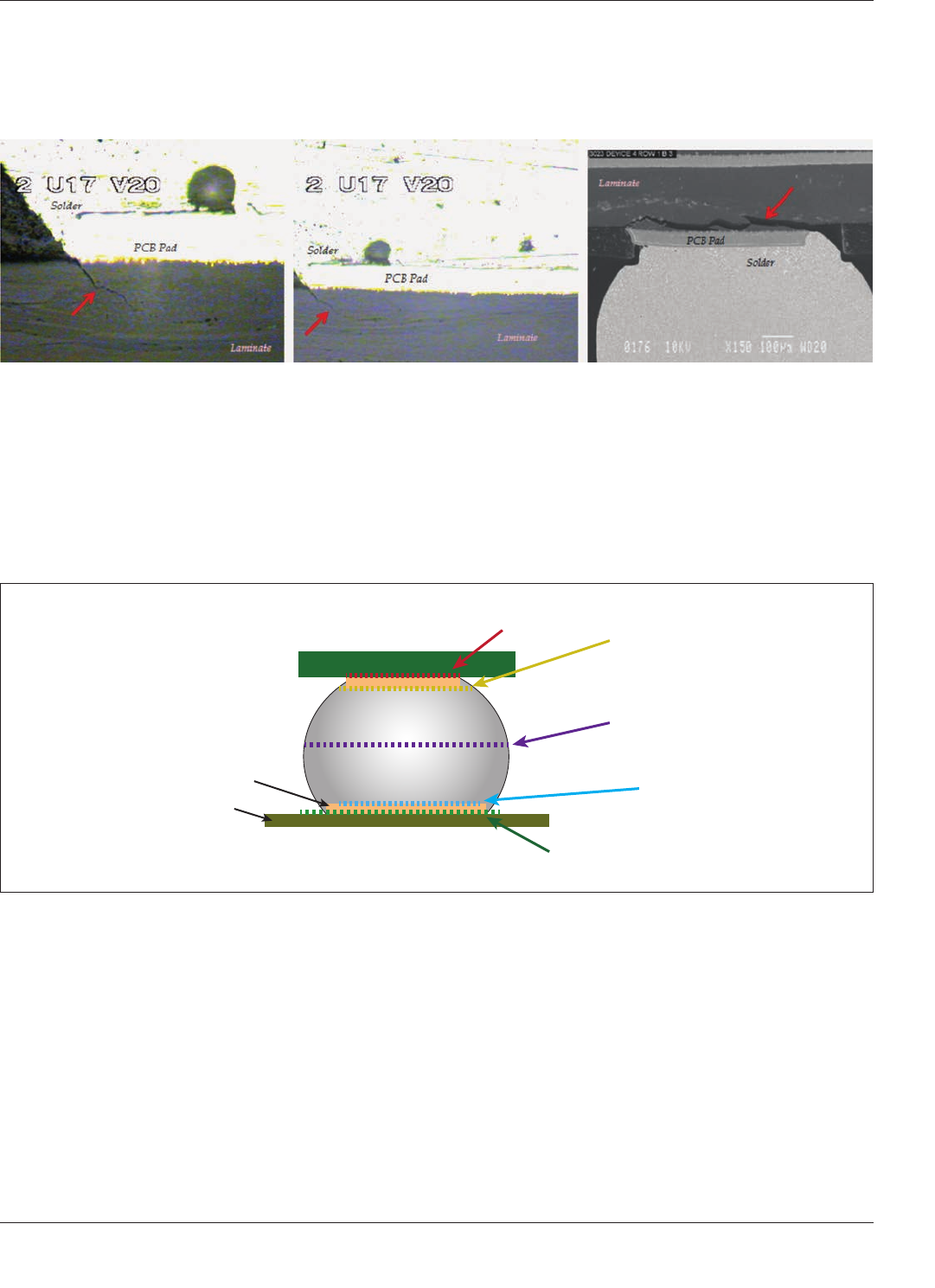
图 3-7 焊盘坑裂示例
BGA 焊点有若干可能的失效模式。图 3-8 强调了焊盘坑裂位置与其它形式焊点失效位置之间的关系。焊盘坑
裂失效通常发生于位置 5(图例中J),位于焊盘与印制板层压板之间。处于元器件基材与元器件焊盘之间(位
置 1)的失效模式与焊盘坑裂十分类似,但是这种失效模式通常归因于元器件封装工艺而非印制板组装工艺,
位置 1 的失效通常会在元器件可靠性评估或 3.7.2 节中提到的湿度分级处理时被发现
关于印制板互连的焊盘坑裂倾向性的特性和评估,表 3-3 列出了与此相关的 IPC 标准。
B
C
D
E
F
G
H
J
A
IPC-7095d-3-8-cn
图 3-8 BGA 焊点各种可能的失效模式
A– 焊球
B– 元器件基板
C– 连接盘
D– 印制板
E– 元器件基板与焊盘之间的失效 (位置 1)
F– 基板焊盘与焊球之间的失效 (位置 2)
G– 焊料内部失效,通常热循环后可见 (位置 3)
H– 焊球与焊盘之间的失效 (位置 4)
J– 焊盘与印制板之间的失效 (焊盘坑裂) (位置 5)
IPC-7095D-WAM1 CN2019 年 1 月
13
表 3-3 焊盘坑裂相关的 IPC 标准清单
标准编号 描述
IPC/JEDEC-9702 表征元器件板级互连的断裂强度。
IPC/JEDEC-9703 从元器件到系统级,评估印制板组件焊点可靠性的机械冲击测试指南。
IPC/JEDEC-9704 规定应变片放置及随后采用应变片对印制板进行测试的方法。该方法描述了印制板制造过程
包括组装、测试、系统集成和可能引起印制板挠曲的其它操作中,对印制板应变片测试的具
体指南。
IPC/JEDEC-9706 对于机械冲击或跌落事件,建立以电气方式并可靠侦测倒装芯片,BGA 和 SMT 板组件中焊点
开路的量测指南
IPC/JEDEC-9707 表征 SMT 器件板级互连在挠曲负载下能承受的最大可接受应变。
IPC-9708 提供测试方法以评估印制板组件材料和 SMT 焊盘下粘性电介质失效设计的敏感性。测试方法
可用于对不同印制板材料和设计参数进行比较和排序,但它们并不定义验收标准。
IPC-9709 建立一种声发射的方法来评估在机械负载下电子组件的表贴连接的性能和可靠性。
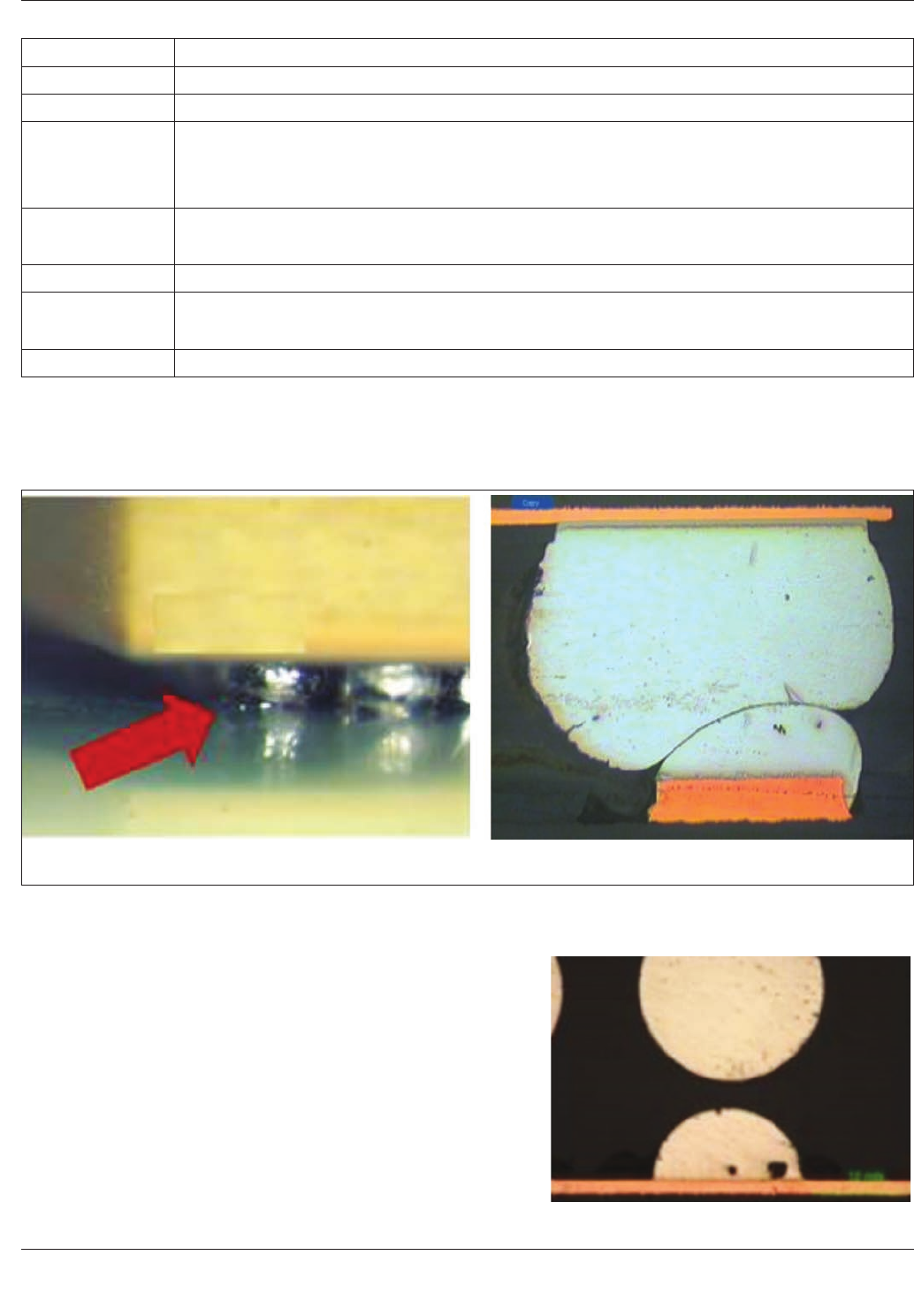
3.7.8 枕头效应(HoP)缺 陷
HoP 缺陷定义为包含两个明显冶金块的焊点,由 BGA 焊球与已再流的焊膏形成,
它们之间不完全或没有熔融在一起。此缺陷也被称作,head-in-pillow、ball-in-cup、ball-in-socket 以及 hidden
pillow。图 3-9 显示了 HoP 缺陷的两个视图。
AB
图 3-9 枕头效应(HoP)焊点缺陷的角视图(左)和切片图(右)
A– 角视图 B– 切片图
如图 3-9 中的切片图所示,两个焊料块接触但没有熔融成一体。
该缺陷可能不会导致电气开路,因为在 BGA 封装上有一定的
压力,两冶金块之间的接触电阻可能足够低会通过 ICT 测试
要求。如果两个焊料块被空隙隔开,缺陷被称为 HoP 开路。
图 3-10 显示了 HoP 开路缺陷的示例。这一缺陷将导致 ICT 测
试不良。
图 3-10 枕头效应 (HoP) 开路缺陷的切片图
IPC-7095D-WAM1 CN 2019 年 1 月
14
HoP 的根本原因是熔融焊料球和连接盘上熔融焊膏沉积物之间形成间隙。如果再流焊接时不形成该间隙,HoP
缺陷就不会形成,除非焊料球上有污染物或过度氧化。
以下是一些缓解 HoP 的解决方案:
• 通过增大模板开孔来增加印刷到连接盘上的焊膏量。
• 使用能维持活性到再流焊过程后期的焊膏,以促进焊球和焊料块的熔融,即使当印制板组件从峰值再流温区
冷却下来也能维持活性。
• 再流焊时 BGA 所有焊球的温度达到均衡。
• 再流时使用氮气氛围。
• 再流过程中使用载具使板翘曲最小化,翘曲会导致间隙的形成。
也参见 7.8.5。
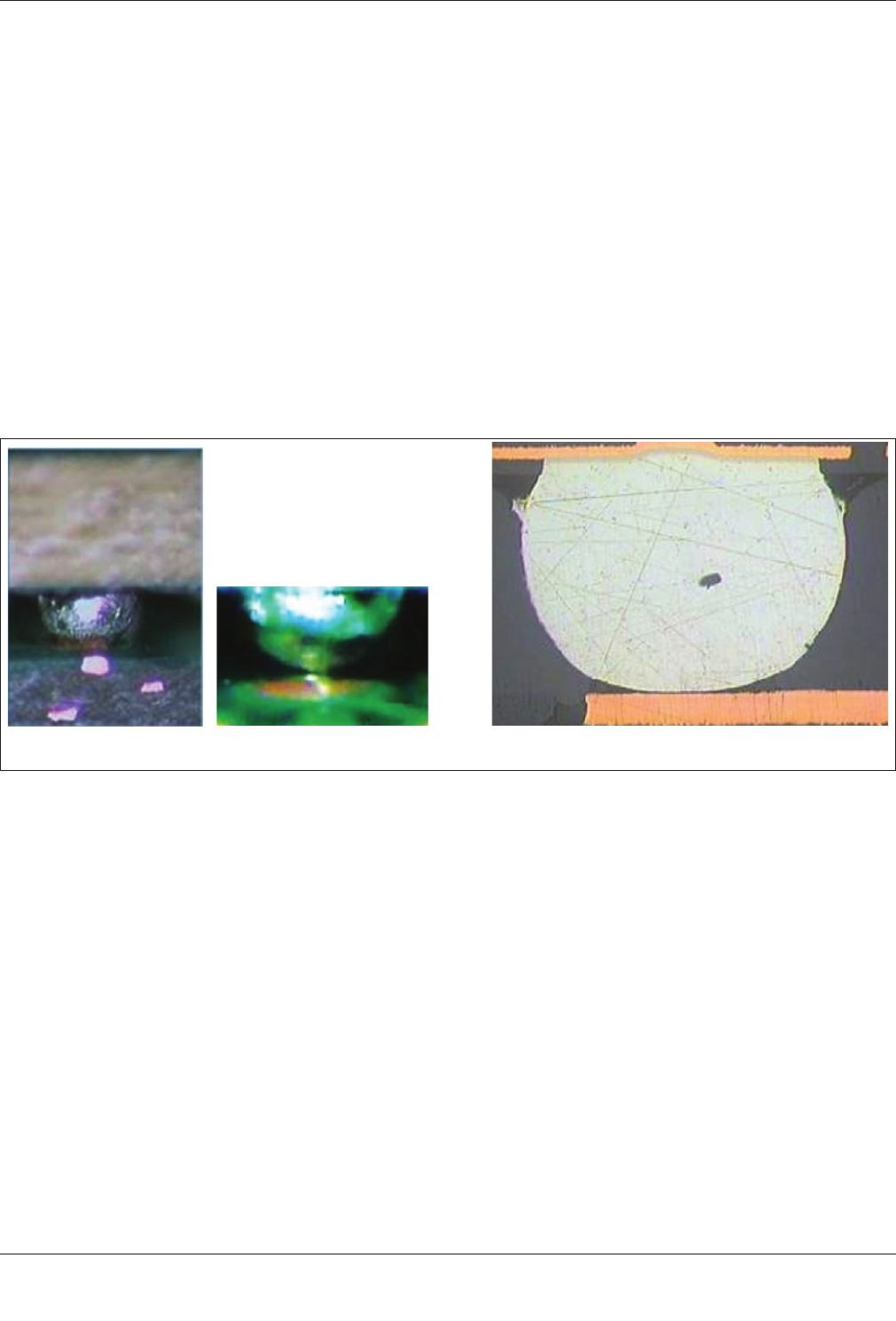
3.7.9 不润湿开路(NWO)
NWO 是由 BGA 焊球和再流的焊料(或助焊剂)之间润湿不完全或未润湿形成
一个冶金块的连接。这一缺陷也被称作未润湿、悬球、焊盘上焊球和连接盘上焊球。图 3-11 显示了 NWO 缺
陷的各种视图。
AB
图 3-11 不润湿开路 (NWO) 缺陷的侧视和切片视图示例
A– 侧视图 B– 切片视图
NWO 有很多根本原因:
• 模板开孔在焊膏印刷时堵塞,连接盘上只留下少量焊膏或没有焊膏。
• 连接盘上的污染物,会阻止融化的焊料润湿连接盘。
• 再流时 BGA 封装的翘曲会抬高焊球,焊膏粘附于焊球、抬高并脱离连接盘。在炉中的再流区域,这些焊膏
会和焊球熔融形成一个不润湿连接盘的冶金块。
由封装翘曲导致的 NWO 缺陷可以通过采用与缓解 HoP 类似的方法来减少或消除:
• 改变焊膏配方使其在再流过程中对连接盘的附着比对焊球的更强。
• 在连接盘上印刷更多的焊膏以增强焊膏对连接盘的附着力。在再流过程中采用载具来减少印制板的翘曲,并
降低焊球从连接盘分离的风险。
也参见 7.8.6。
3.7.10 可靠性问题
总的来说,焊接的可靠性可通过研究并全面了解产品的操作使用环境以及遵循 IPC-D-279
列出的可靠性设计(DfR)指南来优化。本章涵盖了 BGA 元器件特定的可靠性问题。这些问题可分为 BGA 元
器件可靠性以及 BGA 焊接到互连基板(通常为有机印制板)的可靠性。