IPC-7095D-CHINESE NP 2019.pdf - 第88页
IPC-7095D-W AM1 CN 2019 年 1 月 72 图 6-28 焊盘内导通孔工艺描述( BGA 在顶部) A– 来料状况 - 组装工艺开始前 C– 再流焊过程中 B– 焊膏印刷和 BGA 贴装后 D– 再流焊接之后 6.3.6 密节距 BGA ( FBGA )连接盘内微导通孔策略 对于节距小于 0.8mm 的 BGA 全阵列元器件,就现有的机械钻 孔技术来说 ,连接盘上没有足够空间可进行布孔。对于节距 更密的 BGA ,…
IPC-7095D-WAM1 CN2019 年 1 月
71
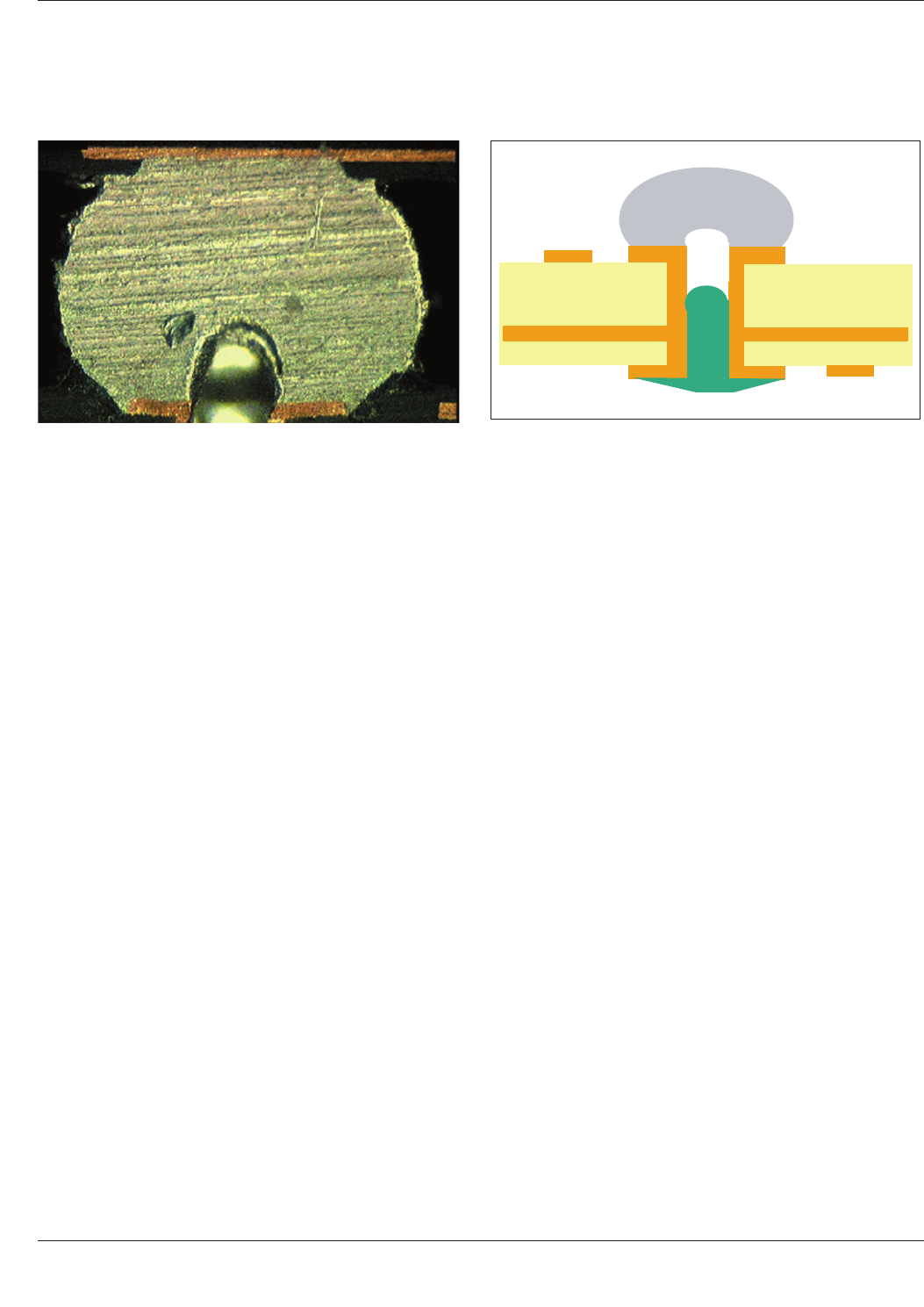
6.3.5 未遮蔽焊盘内导通孔及其对可靠性的影响
BGA 的焊盘内导通孔(镀覆导通孔,在印制板反面遮蔽)
会在 BGA 焊点中引发空洞,这可能会影响可靠性。对于直径为 0.75mm 焊球、大小为 25mm 至 35mm 标准封装,
没有与空洞相关的可靠性风险。已进行的加速老化试验表明,与标准的连接盘至导通孔(狗骨)设计对比其失
效率在统计上是等效的。此问题的说明如图 6-26 和 6-27 所示。
图 6-26 具有焊盘内导通孔结构的 0.75mm 焊球切
片图
图注:
焊球左上角缩进是人为的
IPC-7095d-6-27-cn
图 6-27 显示导通孔遮蔽与焊球的焊盘内导通孔设计
的切片图示
单面遮蔽的导通孔会表现出各种可靠性问题。每个问题都应该结合特定的环境设计标准进行评估:
• 导通孔部分填塞,造成应力分布不均匀
• 空洞会占用相当大的一部分连接区域,减少了结构上的支撑
• 空洞可能会减少导热通道
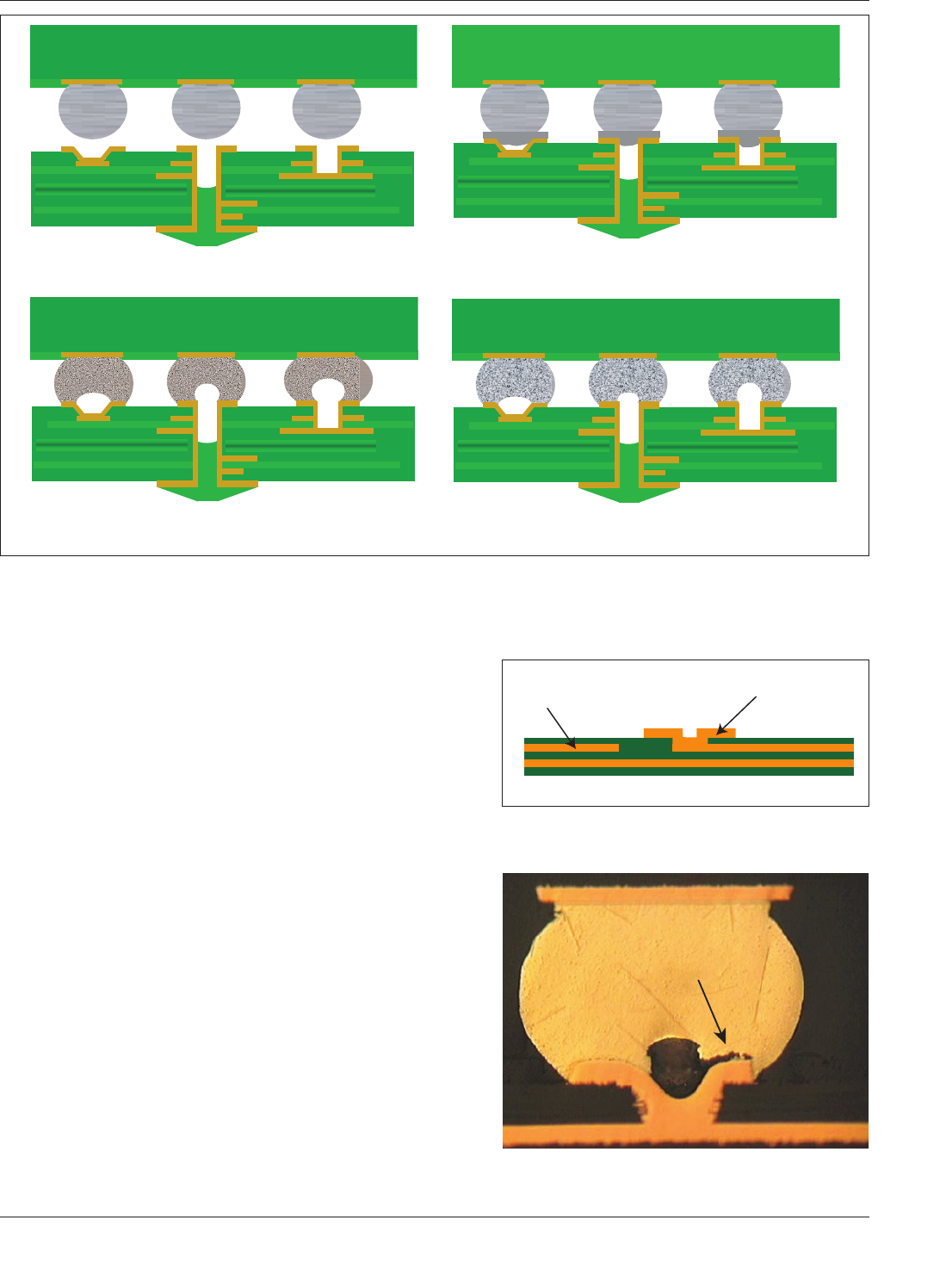
当采用焊盘内导通孔技术,除非在印制板元器件贴装面将导通孔遮蔽,不然焊点中会出现空洞(如图 6-28 所
示)。这些由空气截留导致的空洞是可以接受的,它们不会对焊点可靠性造成影响。无疑,这些空洞的形成条
件不仅取决于工艺,还与 BGA 的连接盘尺寸和其上面的导通孔直径有关。另外,不同类型的孔如贯通孔、盲
孔和微导通孔,情况也有所不同。
图 6-28 也显示了:
• 这三种孔的结构特点以及当焊膏印刷后和 BGA 贴装后,来料时的状态
• 再流焊过程中焊球和孔内的状况
• 最终形成的焊点特性。
空洞出现的主要原因之一是开始锡膏印刷和 BGA 贴装时,空气截留在焊膏下面。在再流焊过程中,截留的空
气和焊膏中的挥发物需要排出,这会使焊球中心部位出现轻微的焊料空缺(如图 6-28 所示)。
IPC-7095D-WAM1 CN 2019 年 1 月
72
图 6-28 焊盘内导通孔工艺描述(BGA 在顶部)
A– 来料状况 - 组装工艺开始前 C– 再流焊过程中
B– 焊膏印刷和 BGA 贴装后
D– 再流焊接之后
6.3.6 密节距 BGA(FBGA)连接盘内微导通孔策略
对于节距小于 0.8mm 的 BGA 全阵列元器件,就现有的机械钻
孔技术来说,连接盘上没有足够空间可进行布孔。对于节距
更密的 BGA,为了增大布线面积,可能需要在焊盘中使用微
导通孔。这些孔是连接印制板第一层或内部第二层的盲孔。
它们通常由激光钻孔形成,但在某些场合也会使用机械钻孔
工艺(见图 6-29)。
除非填塞或电镀封闭该微导通孔,否则空气可能会截留在焊
膏下并在再流焊过程中在焊球内形成空洞。对于带有微导通
孔的金属限定连接盘,裂纹会由与导通孔相关的空洞开始扩
张并朝向焊球外部。(见图 6-30)
与可比较的不带焊盘内导通孔的金属限定连接盘相比,这些
空洞已显示降低了焊点可承受应力的量级。由于这个原因,
不建议在高应力区域诸如角落焊球或者那些直接在芯片边缘
之下的的焊球处采用焊盘内导通孔。
6.3.7 电源和接地连接
当接地或电源层内需要连接盘时,
通常的做法是在阻焊膜覆盖的层留下开口以提供对连接盘的
访问入口。当这些位置需要增加疲劳寿命或热隔离时,可在
A
B
C
D
IPC-7095d-6-28-cn
图 6-29 微导通孔示例(剖面图)
A– 铜层 B– 印制板焊盘
A
B
IPC-7095d-6-29-cn
图 6-30 微导通孔内的空洞
A – 裂纹
A
IPC-7095D-WAM1 CN2019 年 1 月
73
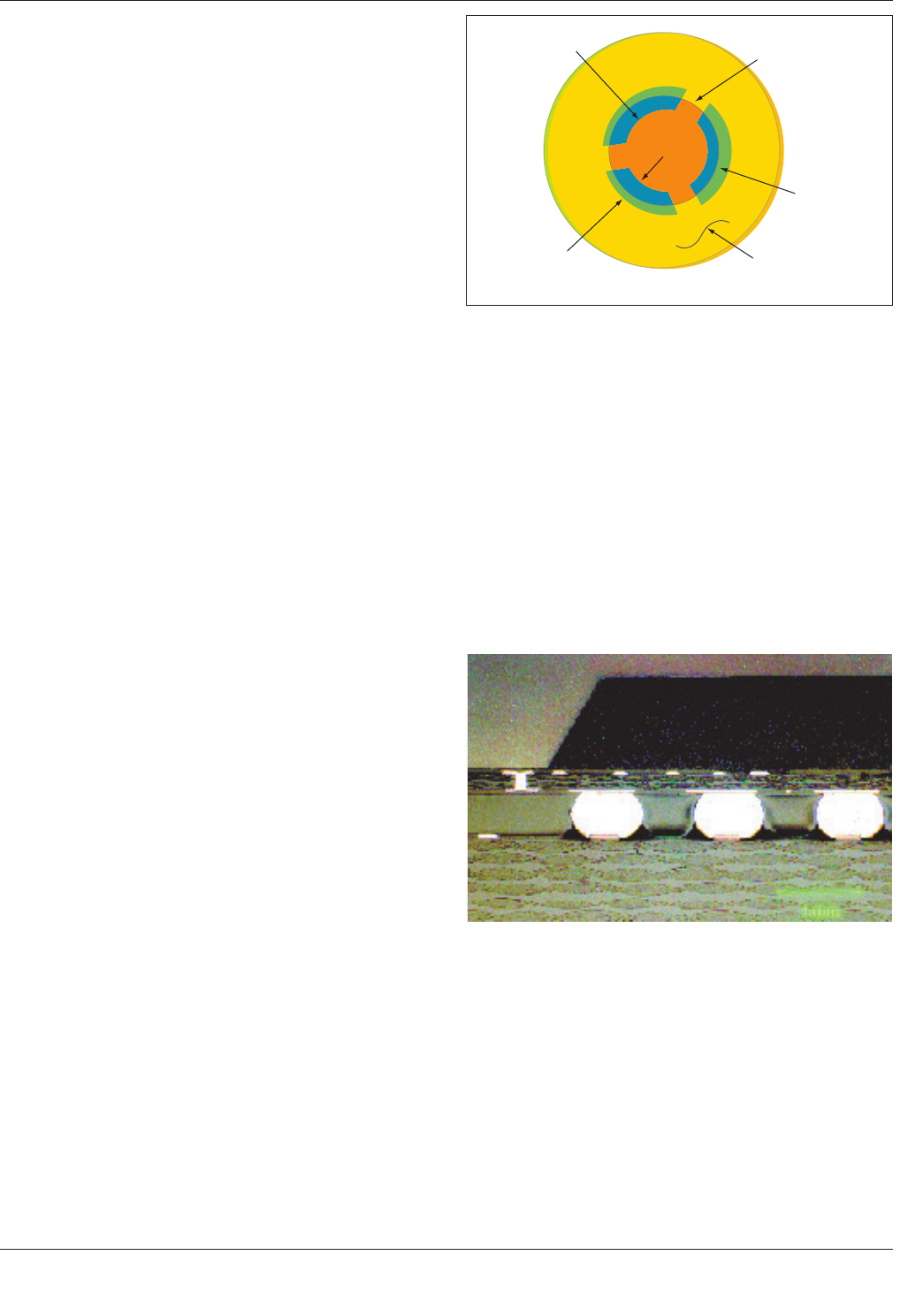
连接盘周围蚀刻出月牙形浮雕图形(见图 6-31),以生
成一个金属限定连接盘,该连接盘可能会使用 2 个、3
个或者 4 个轮辐(SMD 段)。金属限定段的布置应该使
SMD 段朝向 BGA 角落,以提供最大的抗疲劳强度。
6.4 波峰焊接对正面 BGA 的影响
6.4.1 正面再流焊
印制板混合技术常见的组装顺序
为首先再流焊接印制板正面的表面贴装封装,然后再
波峰焊接通孔封装(由正面插入)。对于双面印制板,
反面表面贴装元器件通常在正面元器件之前贴装,并
通过再流焊接或点胶的方式将它们固定在所需位置。
反面元器件如果没有被点胶固定的话,应该通过波峰
焊载具与波峰隔开。
但是在波峰焊接过程中,印制板正面已再流焊接过的
表面贴装元器件也会受热。当温度升高到接近焊料合
金液相线点时,这种加热会导致这些元器件的焊点融
化。因此要注意防止这些元器件的焊点温度达到液相线温度。
6.4.2 正面再流焊的影响
需要注意 BGA 焊点,因为它们的焊点在波峰焊接中处于受应力状态。如果这些焊
点达到液相线温度(共晶锡铅焊料成分为 183°C;SAC 合金 217°C),那么由于升温过程中导致的热机应变,
此时焊点就存在退润湿或从印制板/封装基板脱离的潜在风险。因为受热后焊料极其柔软,即使是在接近液相
线温度,当温度没达到固相线时也会存在冷焊、退润湿或者焊球变形的风险。
图 6-32 描述了主板正面 BGA 器件发生焊球变形和退
润湿的情况。在波峰焊接时,BGA 焊点会达到 180°C
的峰值温度。BGA 焊点比有引线 SMT 器件焊点更易
出现这些缺陷,因为它们缺少应变消除。
为了避免印制板正面出现 BGA 焊点问题,在锡铅波峰
焊接过程中其温度不应该超过 150°C
,对于无铅合金波
峰焊接不应该超过 190°C
。这比密节距有引线元器件(如
塑封 QFP)所允许的最高温度要低。
图 6-33 是一例混合技术印制板上焊点在波峰焊接中可
接受的温度曲线。
要确定保持温度低于 150°C
(对于无铅为 190°C)的各
种方法,最好先确定波峰焊工艺中 BGA 焊点受热的多种方式。
图 6-34 展示了三种路径 :
路径 A- 穿过印制板的厚度,热量由反面传导至正面
路径 B- 经由导通孔壁传导,沿着连接导通孔的导体到 BGA 焊点连接盘
路径 C- 位于波峰焊接设备上方的预加热器产生的对流和辐射
A
E
D
C
B
IPC-7095d-6-31-cn
图 6-31 BGA 接地或电源连接
A– 金属限定段
B–SMD 段
C– 阻焊膜
D– 铜层
E– 蚀刻成月牙形开口的平面
图 6-32 正面再流焊点退润湿和焊球变形案例