IPC-7095D-CHINESE NP 2019.pdf - 第72页
IPC-7095D-W AM1 CN 2019 年 1 月 56 5.4.3 阻焊膜涂覆时印制板对拼板胶片的对位 任何表面贴装应用中,印制板拼板上单板间的对位很关键,尤 其是 BGA 组件。当板子以拼板形式制作以便于组装工艺和产量特性时,板间对位尤为重要。 印制板制造商一般会以拼板的形式制作印制板,而组装厂组装时也想利用多板排列形式的优点。 任何拼板中单个印制板的定位和方向通常由印制板制造商自行决定。制造商会优化拼板材料利用率并按照使用…
IPC-7095D-WAM1 CN2019 年 1 月
55
表面预期的氧化。浸锡可与 SMT、BGA 和通孔元器件兼容但并不适用于金属线键合,而且化学药水和工艺可
能与某些阻焊膜不相容。
浸锡印制电路板的保存期限为 6 个月。早期该种 PCB 保存期限非常有限(小于 6 个月),但近年来有了较大的
改善(见 IPC-4554)。锡融于焊料中并成为焊点的一部分,在最终焊点中其几乎无法检测到。由于锡会在焊接
过程中熔解,焊料可直接贴附在铜表面。浸锡的主要属性是耐腐蚀性。对于可能暴露在严苛环境下印制板组件
来说,这对于长久的预期寿命是有用的。
浸锡与锡铅焊料和无铅焊料均兼容,形成的平整表面可减少模板印刷和元器件共面性问题。尽管有人担忧会有
锡须的形成,但只要对电镀过程合理控制就可以使这种风险最小化。当浸锡表面处理用于某些应用时,额外的
锡须缓解措施(如敷形涂覆)可能是必要的。
浸锡表面处理通常仅能承受 3 个热循环而不影响可焊性。由于在几个再流焊循环之后浸锡会出现退化(IMC
形成和氧化),波峰焊接时镀覆孔完整填充可能会有难度。在多次再流循环后,浸锡镀层会由于铜锡金属间化
合物的生长受到损害。金属间化合物层随着时间和温度的增长而增长。每个再流循环增加了铜锡金属间化合物
的厚度并降低了锡层的厚度。当纯金属(锡和铜)不再可用时,纯锡和铜向金属间化合物的转换将停止。建议
在氮气氛围下进行再流焊接,以限制退化的程度;这种方法可以减少在波峰焊接时由于通孔填充问题所带来的
风险。如有可能,建议在波峰焊时焊料槽上方也处于氮气氛围。
5.4 阻焊膜
因为印制板导线变细和节距变小,阻焊膜对于采用波峰焊接的印制板是必须的。对于全部 SMT
而无需波峰焊的印制板来说,需要塞住或盖住导通孔来为某些 ICT 测试仪提供真空环境(见 5.5.2)。此外,施
加阻焊膜将导通孔塞住或堵住可以让导通孔和邻近导体靠得更近。
5.4.1 湿膜和干膜阻焊膜
干膜阻焊膜已不再为大多数印制板供应商所采用。也由于存在阻焊膜总体厚度问
题,不允许阻焊坝小于 0.25mm。因此,干膜阻焊膜并不适用于 BGA 和其它密节距元器件。湿膜(网印的)
由于定位困难,也并不适用于 BGA 设计。
5.4.2 喷射式阻焊膜
喷射式阻焊膜允许在极密节距元器件上施加阻焊膜。这种技术使用数码喷墨打印机在印
制板或其它基板上印刷阻焊膜层。这种阻焊膜材料可直接通过数码数据和一组喷墨打印头喷涂于基板上。
喷涂系统的两个优点是能在密节距连接盘之间印刷狭窄表面贴装隔离带以及能对阻焊膜厚度进行严格控制。两
个缺点是终端用户必须对油墨做鉴定而且仅有绿色的油墨可供使用。
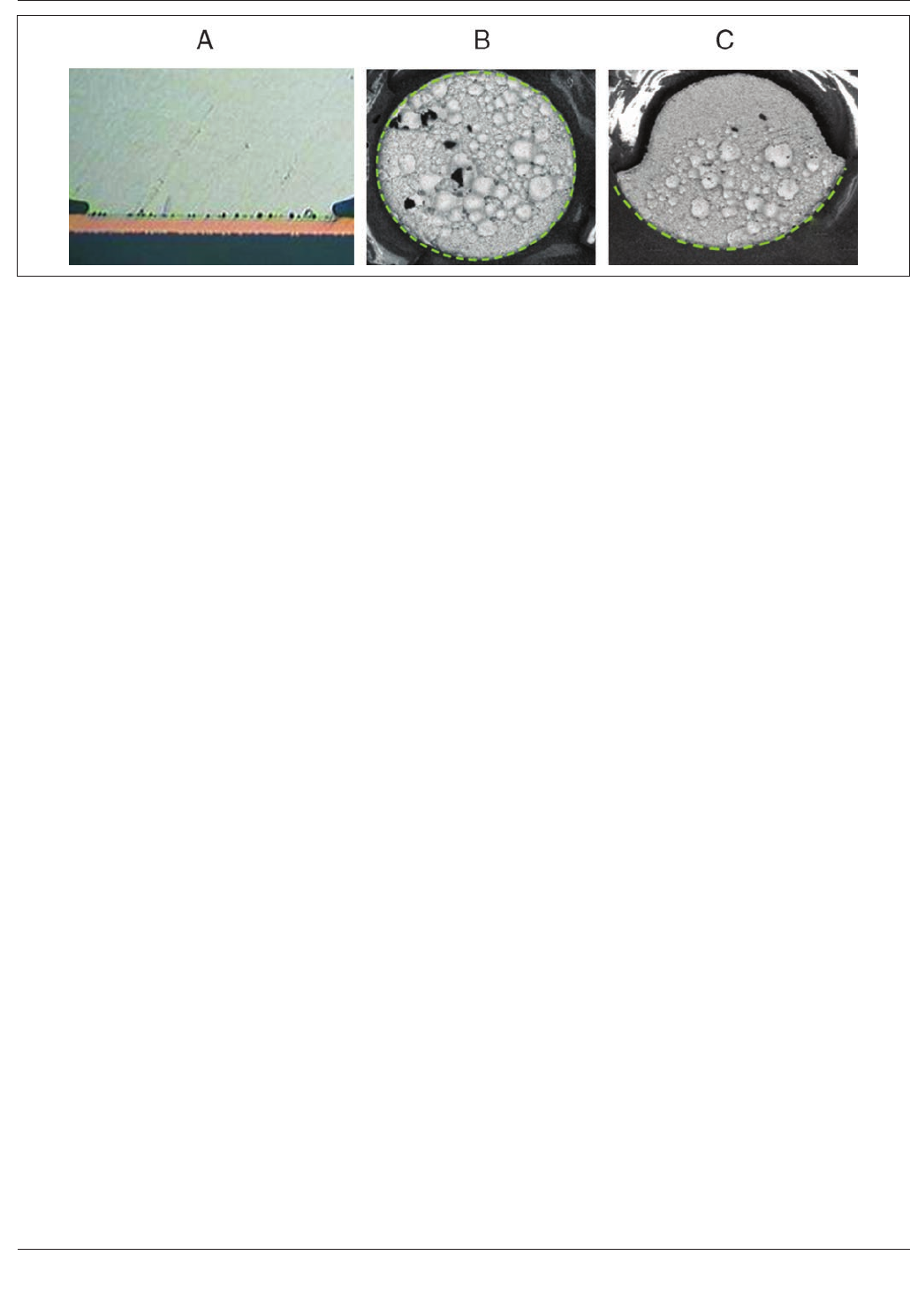
图 5-12 微空洞示例
A– 切片侧视图
B 和 C – 俯视图
IPC-7095D-WAM1 CN 2019 年 1 月
56
5.4.3 阻焊膜涂覆时印制板对拼板胶片的对位
任何表面贴装应用中,印制板拼板上单板间的对位很关键,尤
其是 BGA 组件。当板子以拼板形式制作以便于组装工艺和产量特性时,板间对位尤为重要。
印制板制造商一般会以拼板的形式制作印制板,而组装厂组装时也想利用多板排列形式的优点。
任何拼板中单个印制板的定位和方向通常由印制板制造商自行决定。制造商会优化拼板材料利用率并按照使用
材料可达成的公差条件来制造特定的印制板。有机材料易发生形变(例如膨胀和/或收缩);因此,基于对材
料的认知和对尺寸形变的预测,制造商通常会调整电路和阻焊膜底片以弥补材料拉伸或收缩所带来的误差,这
种调整取决于电路、印制板尺寸和所选阻焊膜材料的性质。
组装厂商通常会基于“分步重复”的工艺来制造模板,了解这一点是重要的。“分步重复”是将某单独印制板
上的要素重复匹配安排到拼板的其它各个印制板中。确认印制板制造商所采用的布线图能否精确地提供 BGA
上的连接盘图形与同一拼板上的全部子板的连接盘图形的关系是是至关重要的。当模板为表面贴装组件使用的
拼板印刷焊膏时,组装阵列不一致的布局会导致错印。
5.5 导通孔保护
5.5.1 侵入孔
侵入孔的概念是使阻焊膜附上连接盘但未对导通孔进行填充。侵入孔在原始的阻焊膜开窗大小
的基础上调整使其略大于导通孔直径大小。
此概念容许导通孔的排气和清洁,提供了更多的覆盖表面并增加了阻焊膜和孔环铜间的附着力。它也可在连接
盘和导通孔间提供更大的网格使得在返工拆除 BGA 时阻焊膜脱落最小化。
5.5.2 导通孔掩蔽、堵塞和填塞
导通孔掩蔽、堵塞和填塞(导电或非导电)是阻焊膜覆盖或填充导通孔的技
术。这些工艺适合不同的目的。导通孔掩蔽、堵塞或填塞通常用于再流焊和波峰焊的印制板。在某些特定条件
下如印制板上 BGA 下面有外露的导通孔要过波峰焊时,也推荐采用导通孔掩蔽、堵塞或填塞工艺。
当正面带有 BGA 的印制板流经波峰焊时,大量的热可通过导通孔传递,这种热量是很显著的,因为 BGA 底
部有密度非常高的导通孔。BGA 焊点在波峰焊接时可能会出现再回流,在没有助焊剂的情况下焊点再回流会
产生冷焊或开路状况。
不同印制板表面处理的导通孔掩蔽、灌淹、遮蔽、堵塞和侵入的评估参见表 5-2。
表 5-2 基于表面处理工艺对导通孔填塞 / 侵入的评估
表面处理 掩蔽 灌淹 遮蔽 堵塞 侵入
HASL 可行 可行 可行 可行 可行
OSP 可行 不推荐 可行 可行 可行
ENIG 可行 可行 可行 可行 可行
浸银 可行 不推荐 可行 可行 可行
浸锡 可行 不推荐 可行 可行 可行
通孔灌淹或遮蔽可以在表面处理之后进行。对于 OSP 和浸银,导通孔遮蔽可能会在表面处理后进行,因为用
于清洗铜表面的强化学物质会被截留在导通孔盖周围。这些残留的化学物质可能会破坏导通孔壁,导致导通孔
开路。但是,在表面处理之后遮蔽导通孔可能会造成某些表面处理(如 OSP、浸银或浸锡)退化,主要原因为
是在固化导通孔遮蔽材料时,表面处理受到热暴露。这两个问题在决定使用导通孔灌淹或遮蔽时必须加以考虑。
大部分印制板供应商会在表面处理之前进行导通孔灌淹或遮蔽。
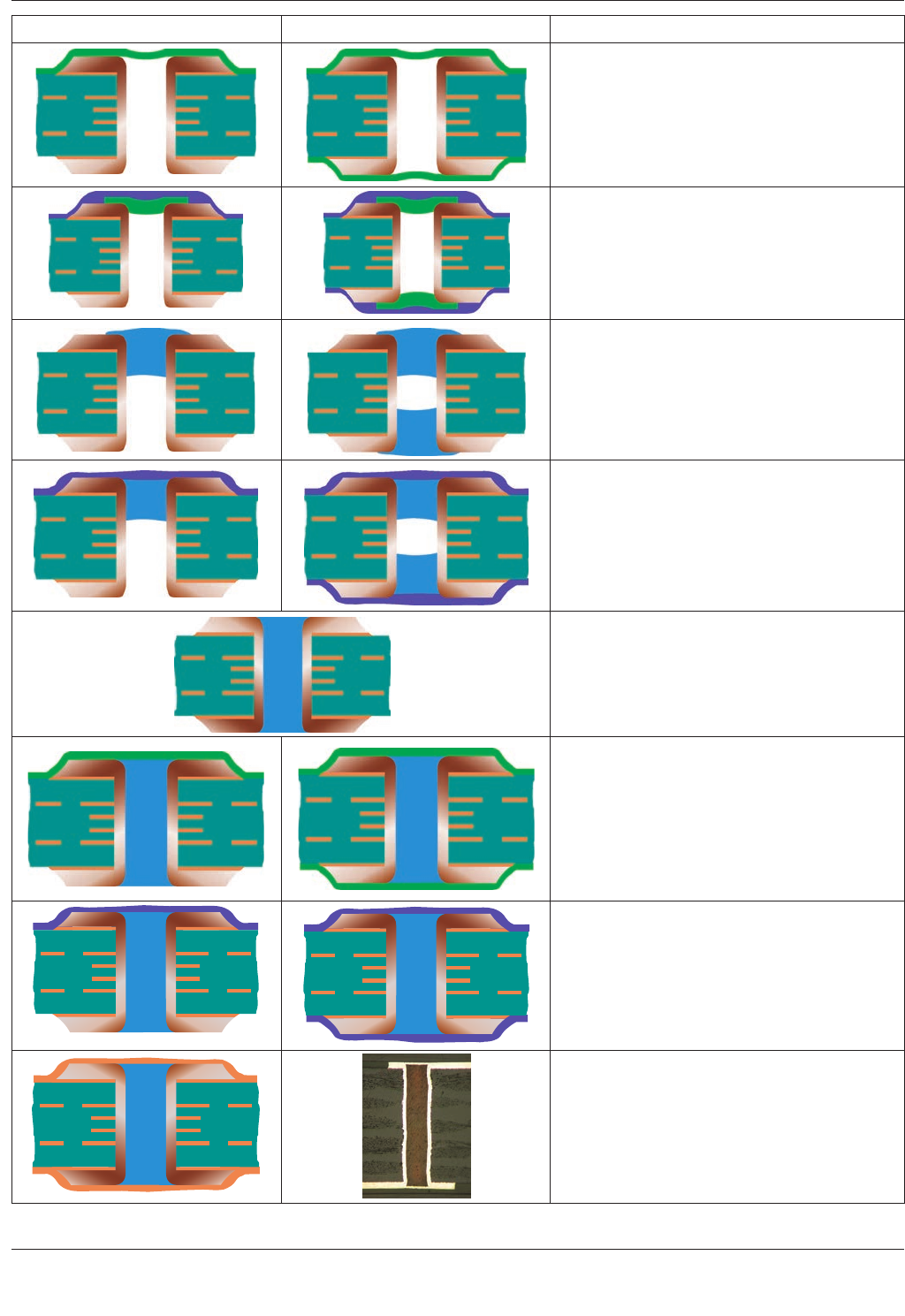
IPC 标准识别了导通孔堵塞和遮蔽的八种方法,如图 5-13 所示,它采用了 IPC-4761 中的插图。为保护导通孔
进行掩蔽、堵塞或填塞会对随后的组装过程产生直接影响,认识到这一点是很重要的。
IPC-7095D-WAM1 CN2019 年 1 月
57
单面 A 型 双面 B 型
掩蔽导通孔 (
I 型)
采用干膜堵塞并在导通孔上桥接,孔内无其
它额外材料。可以应用于任一面(I 型 -A
)
或两面都掩蔽(I 型 -B)的导通孔结构。
掩蔽及覆盖导通孔 (
II 型)
用阻焊膜材料两次覆盖在掩蔽导通孔(I型
)。
该材料可用于任一面(II 型 -A)或两面都覆
盖(II 型 -B)的导通孔结构。
堵塞导通孔 (
III 型)
施加材料并允许部分渗透到孔内的导通孔。
可从任一面(III 型 -A
)或两面(III 型 -B)
施加材料的导通孔结构。
堵塞及覆盖导通孔 (
IV 型)
用材料两次覆盖在 III 型导通孔上的导通孔。
可从任一面(IV 型 -A
) 或双面 (IV 型 -B)
施加堵塞和两次覆盖材料的导通孔。
填塞导通孔 (
V 型)
将材料涂覆到导通孔内,旨在形成完全渗透
和灌封的孔。
填塞及覆盖导通孔 (
VI 型), 干膜
用两次覆盖材料(液体或干膜阻焊膜)涂覆
于 V 型导通孔。
可从任一面(VI 型 -A
)或双面(VI 型 -B)
施加覆盖材料的导通孔结构。
填塞及遮蔽导通孔 (
VI 型),
液体覆盖膜
用二次金属化涂层覆盖 V 型导通孔。
在孔的两面都金属化。
填塞及遮蔽导通孔 (
VII 型)
用环氧树脂填塞后再镀覆铜的导通孔。
常用于焊盘中导通孔。
图 5-13 导通孔堵塞方法