IPC-7095D-CHINESE NP 2019.pdf - 第73页
IPC-7095D-W AM1 CN 2019 年 1 月 57 单面 A 型 双面 B 型 掩蔽导通孔 ( I 型) 采用干膜堵塞并在导通孔上桥接,孔内无其 它额外材料。可以应用于任一面( I 型 -A ) 或两面都掩蔽( I 型 -B )的导通孔结构。 掩蔽及覆盖导通孔 ( II 型) 用阻焊膜材料两次覆盖在掩蔽导通孔 ( I 型 )。 该材料可用于任一面( II 型 -A )或两面都覆 盖( II 型 -B )的导通孔结构。 堵塞…
IPC-7095D-WAM1 CN 2019 年 1 月
56
5.4.3 阻焊膜涂覆时印制板对拼板胶片的对位
任何表面贴装应用中,印制板拼板上单板间的对位很关键,尤
其是 BGA 组件。当板子以拼板形式制作以便于组装工艺和产量特性时,板间对位尤为重要。
印制板制造商一般会以拼板的形式制作印制板,而组装厂组装时也想利用多板排列形式的优点。
任何拼板中单个印制板的定位和方向通常由印制板制造商自行决定。制造商会优化拼板材料利用率并按照使用
材料可达成的公差条件来制造特定的印制板。有机材料易发生形变(例如膨胀和/或收缩);因此,基于对材
料的认知和对尺寸形变的预测,制造商通常会调整电路和阻焊膜底片以弥补材料拉伸或收缩所带来的误差,这
种调整取决于电路、印制板尺寸和所选阻焊膜材料的性质。
组装厂商通常会基于“分步重复”的工艺来制造模板,了解这一点是重要的。“分步重复”是将某单独印制板
上的要素重复匹配安排到拼板的其它各个印制板中。确认印制板制造商所采用的布线图能否精确地提供 BGA
上的连接盘图形与同一拼板上的全部子板的连接盘图形的关系是是至关重要的。当模板为表面贴装组件使用的
拼板印刷焊膏时,组装阵列不一致的布局会导致错印。
5.5 导通孔保护
5.5.1 侵入孔
侵入孔的概念是使阻焊膜附上连接盘但未对导通孔进行填充。侵入孔在原始的阻焊膜开窗大小
的基础上调整使其略大于导通孔直径大小。
此概念容许导通孔的排气和清洁,提供了更多的覆盖表面并增加了阻焊膜和孔环铜间的附着力。它也可在连接
盘和导通孔间提供更大的网格使得在返工拆除 BGA 时阻焊膜脱落最小化。
5.5.2 导通孔掩蔽、堵塞和填塞
导通孔掩蔽、堵塞和填塞(导电或非导电)是阻焊膜覆盖或填充导通孔的技
术。这些工艺适合不同的目的。导通孔掩蔽、堵塞或填塞通常用于再流焊和波峰焊的印制板。在某些特定条件
下如印制板上 BGA 下面有外露的导通孔要过波峰焊时,也推荐采用导通孔掩蔽、堵塞或填塞工艺。
当正面带有 BGA 的印制板流经波峰焊时,大量的热可通过导通孔传递,这种热量是很显著的,因为 BGA 底
部有密度非常高的导通孔。BGA 焊点在波峰焊接时可能会出现再回流,在没有助焊剂的情况下焊点再回流会
产生冷焊或开路状况。
不同印制板表面处理的导通孔掩蔽、灌淹、遮蔽、堵塞和侵入的评估参见表 5-2。
表 5-2 基于表面处理工艺对导通孔填塞 / 侵入的评估
表面处理 掩蔽 灌淹 遮蔽 堵塞 侵入
HASL 可行 可行 可行 可行 可行
OSP 可行 不推荐 可行 可行 可行
ENIG 可行 可行 可行 可行 可行
浸银 可行 不推荐 可行 可行 可行
浸锡 可行 不推荐 可行 可行 可行
通孔灌淹或遮蔽可以在表面处理之后进行。对于 OSP 和浸银,导通孔遮蔽可能会在表面处理后进行,因为用
于清洗铜表面的强化学物质会被截留在导通孔盖周围。这些残留的化学物质可能会破坏导通孔壁,导致导通孔
开路。但是,在表面处理之后遮蔽导通孔可能会造成某些表面处理(如 OSP、浸银或浸锡)退化,主要原因为
是在固化导通孔遮蔽材料时,表面处理受到热暴露。这两个问题在决定使用导通孔灌淹或遮蔽时必须加以考虑。
大部分印制板供应商会在表面处理之前进行导通孔灌淹或遮蔽。
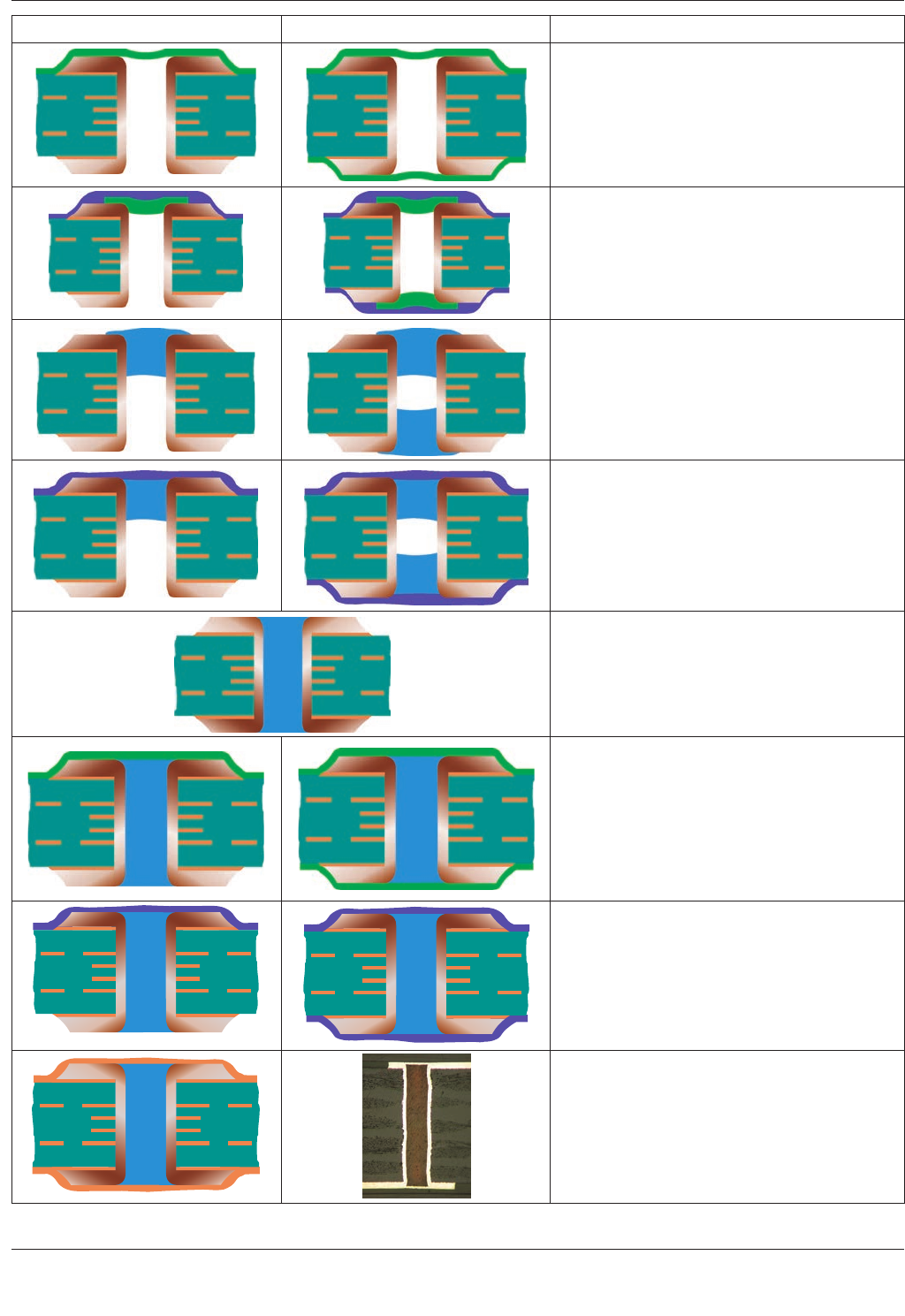
IPC 标准识别了导通孔堵塞和遮蔽的八种方法,如图 5-13 所示,它采用了 IPC-4761 中的插图。为保护导通孔
进行掩蔽、堵塞或填塞会对随后的组装过程产生直接影响,认识到这一点是很重要的。
IPC-7095D-WAM1 CN2019 年 1 月
57
单面 A 型 双面 B 型
掩蔽导通孔 (
I 型)
采用干膜堵塞并在导通孔上桥接,孔内无其
它额外材料。可以应用于任一面(I 型 -A
)
或两面都掩蔽(I 型 -B)的导通孔结构。
掩蔽及覆盖导通孔 (
II 型)
用阻焊膜材料两次覆盖在掩蔽导通孔(I型
)。
该材料可用于任一面(II 型 -A)或两面都覆
盖(II 型 -B)的导通孔结构。
堵塞导通孔 (
III 型)
施加材料并允许部分渗透到孔内的导通孔。
可从任一面(III 型 -A
)或两面(III 型 -B)
施加材料的导通孔结构。
堵塞及覆盖导通孔 (
IV 型)
用材料两次覆盖在 III 型导通孔上的导通孔。
可从任一面(IV 型 -A
) 或双面 (IV 型 -B)
施加堵塞和两次覆盖材料的导通孔。
填塞导通孔 (
V 型)
将材料涂覆到导通孔内,旨在形成完全渗透
和灌封的孔。
填塞及覆盖导通孔 (
VI 型), 干膜
用两次覆盖材料(液体或干膜阻焊膜)涂覆
于 V 型导通孔。
可从任一面(VI 型 -A
)或双面(VI 型 -B)
施加覆盖材料的导通孔结构。
填塞及遮蔽导通孔 (
VI 型),
液体覆盖膜
用二次金属化涂层覆盖 V 型导通孔。
在孔的两面都金属化。
填塞及遮蔽导通孔 (
VII 型)
用环氧树脂填塞后再镀覆铜的导通孔。
常用于焊盘中导通孔。
图 5-13 导通孔堵塞方法
IPC-7095D-WAM1 CN 2019 年 1 月
58
表 5-3 提供了导通孔掩蔽、堵塞和填塞的优点和缺点。选择这些选项取决于制造商和组装厂的能力。为了避免
组装复杂,参与制程的所有人员懂得权衡这些选项是很重要的。
表 5-3 导通孔填塞选项
正面 反面 正面和反面 堵塞
优点
增加返工稳健性 可以 可以 可以 不可以
波峰焊时降低二次再流
的风险
可以 可以 可以 不可以
防止焊料泄漏 可以 可以 可以 不可以
缺点
需要两次工艺 是 是 是 不需要
元器件面高度外形限制 小于 50
μ
m,阻焊膜之上 无 小于 50
μ
m,阻焊膜之上 无
助焊剂污染问题 有 - 如果直接暴露于波峰焊 无 无 无
堵塞完整性问题
有(对于掩蔽,堵塞)
无(对于填塞)
有(对于掩蔽,堵塞)
无(对于填塞)
有(对于掩蔽,堵塞)
无(对于填塞)
无
6 印制电路组件设计考量
6.1 元器件放置和间隙
为了便于返工,BGA 周围应该提供足够的间隙(3mm 至 5mm)。推荐采用间隙的
上限,尤其是当 CBGA 使用阶梯模板进行焊膏沉积以及当使用热风进行返工时。然而,如果使用二极管激光
系统返工,其间隙要求可减小到 0.5mm 至 1.0mm,因为激光返工不会影响到相邻元器件。
6.1.1 贴片组装
BGA 封装相对于其它先进高引线数封装(如密节距、载带自动键合、PGA 等)的优点在于
其可用现有 SMT 贴装设备进行贴装并且它们在贴片后可自我对准。
6.1.2 维修 / 返工要求
对于元器件间隙的要求主要受到 BGA 元器件的维修/返工的驱动。典型的 BGA 返工
方法需要 5 个步骤:
1. 加热焊点至再流焊温度以拆除封装
2. 清除和清洗 BGA 连接盘图形上的残留焊料
3. 施加新焊膏或助焊剂
4. 放置新 BGA 封装
5. 加热焊点至再流焊温度以组装 BGA 器件到印制板上
上述操作步骤中的每一步都可能需要设置隔离区域。返工设备制造商会提供关于必要隔离区域的具体细节,以
下段落提供了一些通用的规则:
几乎所有使用热风法都采用风嘴向下对准 BGA 和 / 或在 BGA 周围加热焊点以便于拆除和再流。元器件隔离
区域建议设置在距离热风嘴外边缘 2.5mm 的位置。包括风嘴的尺寸,应该保持与元器件本体 3.8mm 的间隙。
BGA 周围的间隙为风嘴提供了空间并减小了加热相邻元器件焊点到达再流温度之上的风险,当使用激光系统
进行返工时,隔离区域可以减小至 1mm 以下。
BGA 拆除后,必须对连接盘进行清理,然后必须在新元器件放置前完成施加新焊膏或助焊剂。如果焊膏或助
焊剂使用人工涂抹方式,或者焊膏使用自动化喷涂系统施加,就不需要特别的元器件隔离区域。然而,许多维
修系统利用小型模板和以手动方式使用刮刀将焊膏施加到印制板连接盘或 BGA 的焊球上。
通常来说,最少需要 3mm 的
BGA 隔离区域(也即:BGA 本体与相邻元器件 / 器件本体之间的标称距离),这
样能满足风嘴间隙要求和当印刷焊膏到印制板连接盘时的小型模板要求。如存在大外形的相邻元器件,可能需
要规定比此最小值大得多的最小距离。